Работа с настольным фрезером
Всегда следует снимать материал тонкими слоями в несколько проходов, вместо того, чтобы, насилуя инструмент, стремиться выполнить всю работу за один проход. Глубина фрезерования зависит от размера и профиля фрезы, диаметра хвостовика, мощности фрезера и свойств дерева.
| Направление подачи Когда фрезер установленн в перевернутом положении, направление вращения фрезы меняется на противоположное - против часовой стрелки. Поэтому обрабатываемая деталь, подаваемая против направления вращения фрезы, должна двигаться по столу справа налево. Для обработки кромки детали настройте упор на необходимую глубину реза и ведите деталь вдоль упора. Если Вы фрезеруете деталь по всей высоте, то к расположенной за фрезой части упора следует прикрепить вспомогательную упорную планку. Она должна компенсировать снятый с детали материал и поддерживать деталь при ее ведении вдоль фрезы. | 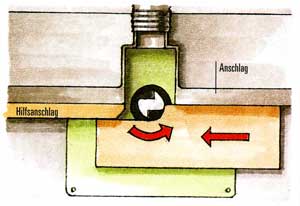
| |
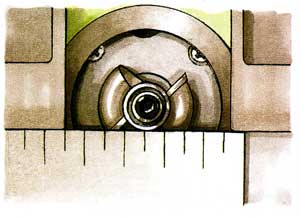
| Использование фрез с направляющим подшипником Для выполнения прямолинейных резов установите с помощью стальной линейки боковой упор вровень с кромкой направляющего подшипника. Если направляющий подшипник хотя бы чуть-чуть выступает за плоскость бокового упора, это неизбежно приведет к отклонению детали в конце реза. | |
| Обработка кромок Если Вы производите фрезеровку кромок, установите дополнительный упор толщиной 1,5 мм на выходной стороне бокового упора. При обработке кромки по всей ширине не стоит за один проход снимать материал на большую глубину. Дополнительный упор следует прикреплять к боковому упору с помощью винтов с потайной головкой или двухсторонней клейкой ленты. Для обработки кромки используйте фрезу, длина режущих кромок которой несколько больше ширины кромки. Приложите стальную линейку к вспомогательному упору и передвиньте основной упор настолько, чтобы режущая кромка фрезы касалась линейки. При этом фреза будет выступать за плоскость бокового упора на толщину планки, используемой в качестве дополнительного упора. Ведите деталь, плотно прижимая ее к боковому упору, пока она не будет обработана примерно до половины длины. После этого, перенеся давление на обработанную часть, прижимайте деталь к вспомогательному упору. | 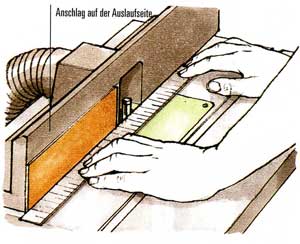
| |
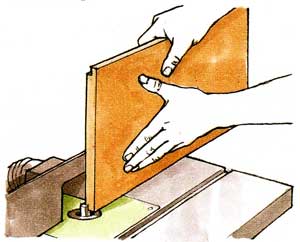
| Выборка четверти Чтобы выбрать четверть, установите деталь вертикально и ведите ее, прижимая плоскостью к боковому упору, или уложите деталь на стол и ведите ее, прижимая к боковому упору кромкой, в которой выбирается четверть. Установите прямую фрезу, диаметр которой равен или чуть больше, чем ширина четверти. Установите боковой упор на требуемую ширину фальца, а высоту фрезы настройте так, чтобы при первом проходе был снят слой материала толщиной 3-4 мм. Полная высота фальца выбирается за несколько проходов, перед каждым новым проходом фреза выдвигается на дополнительные 3-4 мм. | |
| Фрезерование декоративных профилей Декоративные профили фрезеруются таким же образом, что и фальцы. При этом деталь своей плоскостью прижимается либо к боковому упору, либо к поверхности стола. За счет перестановки бокового упора или высоты фрезы Вы можете использовать весь профиль фрезы или только его часть и тем самым с помощью одной и той же фрезы выполнять различные профили. Еще одна возможность варьирования профиля - ведение детали под различными углами по отношению к оси фрезера. Для этой цели следует использовать жесткие подкладки, обеспечивающие неизменный угол. | 
| |
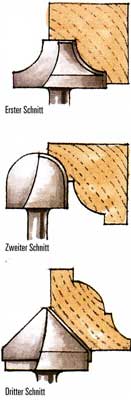
| Составные профили Не всегда для фрезерования определенного профиля требуется искать специальную фрезу. Профиль можно образовать с помощью комбинирования различных имеющихся фрез. При фрезеровании составных профилей Вам следует предварительно продумать оптимальную последовательность отдельных проходов. Используйте плоские поверхности обрабатываемой детали в качестве направляющих кромок, прежде чем они будут удалены при фрезеровании и стремитесь к тому, чтобы до самого последнего прохода у Вас оставались кромки для надежного прижима детали к столу и боковому упору. | |
| Изогнутые и формованные детали Изогнутые и нерегулярно формованные детали также могут обрабатываться на фрезерном столе. Для этой цели Вам потребуется либо фреза с направляющим подшипником, либо над обычной фрезой следует установить соосный ей направляющий подшипник. В любом случае необходимо установить защитный кожух. Будьте особенно осторожны при работе с мелкими деталями. В случае необходимости изготовьте простые вспомогательные приспособления. | ||
| Использование фрез с направляющими подшипниками Для профилирования кромок ведите деталь, прижимая ее к направляющему подшипнику или закрепите на детали шаблон, который будет служить в качестве опоры для направляющего подшипника. При обработке деталь должна постоянно прижиматься к направляющему подшипнику и к опорной планке. | 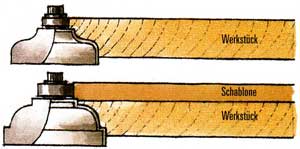
| |
| Установка опорной планки Во избежание отдачи при подводе детали к фрезе следует изготовить и закрепить на поверхности стола опорную планку. Такую же планку можно установить и за фрезой, она поможет Вам предотвратить затягивание детали в фрезу на выходе. Однако, этого не всегда возможно в случае закруглений малого радиуса. | |
| Припуски на вход и выход фрезы При обкатке или профилировании деталей с кромками сложной формы следует предусмотреть небольшие припуски на обоих концах. В таком случае у Вас будет достаточно материала для подвода и отвода детали от фрезы без риска ее испортить. | 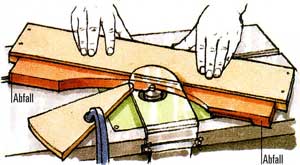
|
Фрезерование пазов
Чтобы выполнить продольный или поперечный паз, необходимо провести деталь над фрезой, одновременно прижимая ее к боковому упору. С помощью усовочного упора можно выполнять поперечные пазы в узких деталях. Поскольку фрезерование поперечных пазов в широких досках может оказаться довольно опасным делом из-за невозможности установки защитного кожуха над фрезой, такие детали лучше обрабатывать, сняв фрезер и проводя его вдоль закрепленной на детали направляющей. Для обработки широких деталей также удобно использовать фрезерную стойку.
| Использование бокового упора Настройте фрезу на необходимую высоту и выполните первый проход. Прижимайте при этом деталь к поверхности стола, а ее кромку - к боковому упору. Чтобы предотвратить вырыв волокон древесины на выходе фрезы из детали, прижмите к задней кромке обрезок доски или брусок и произведите его фрезерование совместно с деталью. | 
| |
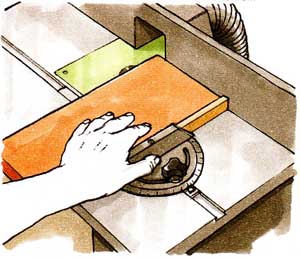
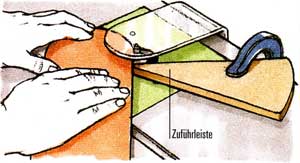
| Использование регулируемого упора Для фрезерования обычных поперечных пазов установите усовочный упор на угол 90° по отношению к боковому упору. Вставьте обрезок бруска между деталью и усовочным упором. Плотно прижимая деталь, двигайте усовочный упор в направлении фрезы. | |
| Фрезерование пазов "ласточкин хвост" Пазы "ласточкин хвост" Вы можете выполнять с помощью ручного фрезера или использовать для этой цели фрезерный стол. Чтобы выполнить "ласточкин хвост" на конце доски, установите вылет фрезы и положение бокового упора в соответствии с размерами паза и проверьте правильность выполненных настроек, произведя фрезерование паза на ненужном куске доски. Прижмите пробную деталь боковой поверхностью к упору и выполните первый проход. После этого поверните доску другой стороной и выполните второй проход. Проверьте, хорошо ли стыкуется вырезанный шип с пазом и в случае необходимости измените настройки, прежде чем начнете обработку рабочих деталей. | 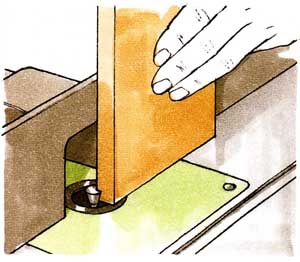
| |

| Фрезерование глухих пазов Так как в случае укрепленного в столе фрезера нет возможности опускания/подъема фрезы во время обработки, при изготовлении глухих пазов, фасок и различных отверстий приходится опускать/поднимать саму обрабатываемую деталь. Приклейте кусок малярной ленты к верхней кромке бокового упора и нанесите на нее риски, соответствующие начальному и конечному положениям детали. Совместите переднюю кромку детали с первой меткой и опустите деталь на фрезу. Перемещайте деталь вперед до тех пор, пока задняя кромка детали не совместится со второй меткой. После этого сместите деталь на несколько миллиметров назад и осторожно поднимите ее. |
Дата добавления: 2016-07-09; просмотров: 4574;