Работа с осью вращения (4-ой координатой)
Нередки случаи, когда на трехкоординатный станок с ЧПУ дополнительно монтируют управляемый поворотный стол (делительную головку). Управляемый поворотный стол – это устройство, которое способно поворачивать закрепленную в нем деталь на требуемый угол по определенной команде.
Обычно 4-ая ось управляется при помощи адресов А или В, а числовое значение определяет угол поворота в градусах.

Управляемые поворотные столы HAAS
Существуют два варианта работы с управляемым поворотным столом.
Первый вариант – нам просто необходимо повернуть его на определенный угол и затем выполнить какую-либо технологическую операцию (индексация).
Второй вариант – нужно выполнить фрезерование одновременно с поворотом стола. В этом случае мы имеем синхронное линейное перемещение исполнительного органа станка по трем (или менее) координатам с вращением стола. При этом СЧПУ станка должна поддерживать данный вид интерполяции.
Для управления поворотным столом достаточно в кадр с линейной интерполяцией, позиционированием или постоянным циклом добавить адрес А (В):
· G00 X_Y_Z_A_ – позиционирование;
· G01 X_Y_Z_A_F_ – линейная интерполяция.
Типичный формат для работы с постоянным циклом:
G81 Х0 Y0 Z-5 А0 F45 R0.5
А15
А30
А45
G80
Программирование 4-ой оси не должно вызвать у вас особых трудностей. Просто нужно учесть несколько технических особенностей при работе с управляемым поворотным столом.
Во-первых, поворотный стол может вращаться как в положительном, так и в отрицательном направлении.
Направление вращения и соответствующий знак определяются по правилу правой руки.
Во-вторых, поворот стола может быть запрограммирован как в абсолютных, так и в относительных координатах.
В-третьих, у многих станков существует ограничение на числовое значение угла поворота.
Например, вам нужно повернуть стол на 400°, а СЧПУ позволяет указывать угол не более 360°. Придется запрограммировать дополнительный кадр с углом в 40° относительно предыдущего положения стола. Ну и напоследок учтите, что чем дальше мы удалимся от центра вращения, тем большей будет ошибка линейного перемещения.
Следующие примеры помогут вам понять, как программируется дополнительная ось вращения. В первом случае необходимо просверлить отверстия на периферии диска. Во втором случае нужно получить винтовую канавку на поверхности вала, используя одновременное линейное перемещение фрезы и вращение поворотного стола.
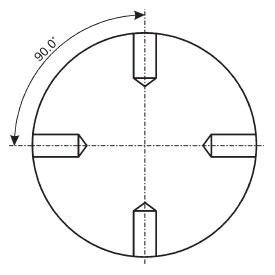
Требуется просверлить 4 отверстия на периферии диска, закрепленного в кулачках поворотного стола. Чтобы просверлить такие отверстия, нужно поворачивать стол через 90°
| % О3000 N10 G21 G40 G49 G80 G90 G98 N20 G54 N30 T2 M06 N40 M03 S1000 N50 G00 X0 Y0 N60 Z5 N70 G81 X0 Y0 Z-10 A0 F45 R1 N80 A90 N90 A180 N100 A270 N110 G80 N120 G91 G00 A-270 N130 M05 N140 M30 % | Программа О3000 Строка безопасности Рабочая система координат Вызов инструмента № 2 Включение оборотов шпинделя Позиционирование в X0 Y0 Позиционирование в Z5 Цикл сверления, сверление 1-го отверстия Поворот стола на 90°, сверление Поворот стола на 180°, сверление Поворот стола на 270°, сверление Отмена цикла сверления Поворот стола в начальное положение Выключение оборотов шпинделя Конец программы |
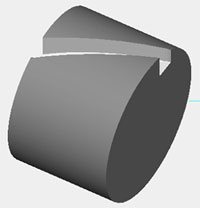
Необходимо получить винтовую канавку на поверхности вала. Вал закреплен в кулачках управляемого поворотного стола. Самый простой способ обработки такой канавки – расчет при помощи CAD/САМ-системы
| % O0001 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X-16.612 Y0. A-2.993 S1000 M3 N108 G43 H1 Z125.171 M8 N110 Z35.605 A-10.578 N112 G1 Z33.932 A13.459 F200. N234 G0 Z123.253 A3.674 N236 M5 N238 G91 G28 Z0. M9 N240 G28 X0. Y0. A0. N242 M30 % |
Дата добавления: 2016-06-02; просмотров: 2550;