Поведение станка при работе с кодом М01
| Клавиша «М01» на панели УЧПУ | Поведение станка |
| Вкл. | Выполнение программы приостанавливается и будет продолжено только после того, как оператор станка нажмет клавишу "Старт цикла" |
| Выкл. | Выполнение программы не будет прервано |
26 .Управление вращением шпинделя – М03, М04, М05
Вспомогательные коды М03 и М04 предназначены для управления вращением шпинделя. Единственная разница между двумя этими М-кодами заключается в направлении вращения.
Код М03 отвечает за прямое (по часовой стрелке), а М04 – за обратное вращение шпинделя (против часовой стрелки). Направление вращения определяется, если смотреть в отрицательном направлении оси Z (со стороны шпинделя в сторону заготовки). При фрезеровании режущие инструменты должны иметь прямое вращение (М03). При выводе метчика из отверстия, при нарезании левой резьбы, в циклах автоматического измерения диаметра инструмента может потребоваться обратное вращение пшинделя (М04). В конце программы обработки и перед сменой инструмента нужно остановить вращение шпинделя при помощи команды М05.
Для задания частоты вращения шпинделя используется S-адрес. За S следует числовое значение, выражающее скорость вращения шпинделя в оборотах за одну минуту. Большинство СЧПУ воспринимают только целочисленное значение S. Обычно код М03 и S находятся в одном кадре.
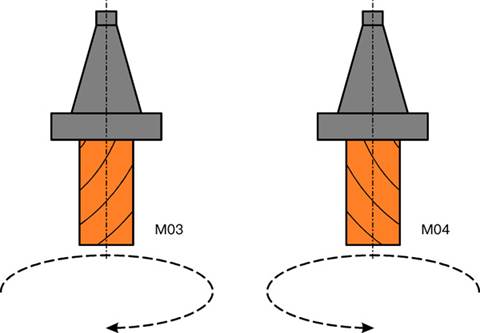
Рис. 7.1. При фрезеровании используется прямое вращение шпинделя (М03)
Некоторые станки (преимущественно старых моделей) оснащены специальной коробкой скоростей. Нужная передача для соответствующего диапазона скоростей вращения шпинделя выбирается автоматически или с помощью М-кодов. Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле).
27 Управление подачей смазывающе-охлаждающей жидкости ( СОЖ ) – М07, М08, М09
В процессе фрезерования охлаждающая жидкость подается в зону обработки для увеличения стойкости инструмента, улучшения качества обрабатываемой поверхности и удаления (вымывания) стружки. Станки с ЧПУ оснащаются системой автоматической подачи СОЖ. Управление этой системой осуществляется при помощи нескольких М-кодов. Обычно код М08 используется для включения подачи охлаждающей жидкости, а код М09 – для выключения. Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 – в распыленном виде.
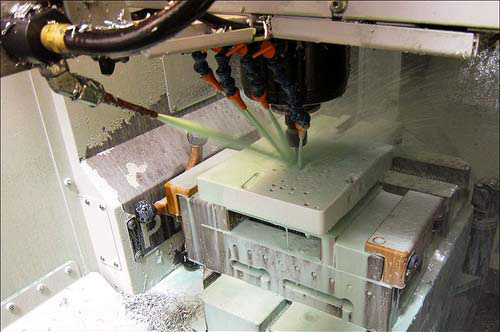
Подача СОЖ в зону резания
Подачу СОЖ принято отключать перед сменой инструмента и в конце программы обработки. Многие современные станки делают это автоматически при чтении кода М06 (смена инструмента), кодов М30 и М02 (конец программы). Кроме программного управления системой автоматической подачи СОЖ, существует и ручное управление, позволяющее оператору станка при помощи определенных клавиш на панели УЧПУ включать или выключать подачу охлаждающей жидкости в случае необходимости.
Для того чтобы струя охлаждающей жидкости точно попадала в нужное место зоны обработки и на режущий инструмент, используют гибкие шланги.
28. Автоматическая смена инструмента – М06
Код М06 предназначен для автоматической смены инструмента. Некоторые станки с ЧПУ прошлых поколений или недорогие настольные станки не имеют устройства автоматической смены инструмента. В этом случае оператор станка вынужден останавливать программу и вручную менять один инструмент на другой, что конечно же неудобно.
Многие современные станки с ЧПУ имеют это полезное устройство, освобождающее оператора от лишнего вмешательства в производственный цикл станка. Инструменты находятся в ячейках специального барабана, который обычно называют магазином инструментов. В большинстве станков каждая из ячеек магазина инструментов имеет собственный номер. Специальные датчики и устройство обратной связи помогают системе ЧПУ определить положение магазина инструментов и наличие инструмента в ячейках.

Режущие инструменты в магазине станка с ЧПУ
Обычно для выполнения автоматической смены инструмента программист напрямую указывает номер инструмента, который необходимо взять (номер инструмента в большинстве случаев совпадает с номером ячейки инструментального магазина). Такой способ смены инструмента называется абсолютным.
Некоторые старые станки использовали относительный способ смены инструмента. В этом случае номер инструмента отсчитывался от номера текущего инструмента, что менее удобно.
Производители станков постоянно совершенствуют конструкцию устройств автоматической смены инструмента. Сегодня наиболее популярными являются следующие конфигурации:
· магазин инструментов перемещается при смене инструмента, тип «зонтик»;
· магазин инструментов не перемещается при смене инструмента, тип «рука».
· Когда управляющая программа доходит до кадра смены инструмента, шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Магазин инструментов перемещается в эту же точку до «сцепления» инструмента с пустой ячейкой. Шпиндель немного поднимается вверх, освобождая отработавший инструмент. Магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился под шпинделем. Шпиндель опускается, зажимает новый инструмент и отводится вверх. Магазин инструментов перемещается обратно на свое место.
· Если магазин инструментов не перемещается, то возможен следующий алгоритм работы. Сначала шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Затем магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился напротив шпинделя. Механический захват («рука»), находящийся между магазином и шпинделем, захватывает отработавший инструмент в шпинделе и новый инструмент в магазине. Захват опускается вниз, освобождает инструмент и меняет их местами. Захват поднимается вверх, при этом новый инструмент зажимается в шпинделе, а старый остается в магазине инструментов.
Сразу после смены необходимо выполнить компенсацию длины нового инструмента. Как вы уже знаете, компенсация длины инструмента осуществляется при помощи кода G43 и следующего за ним Н-слова данных. Для удобства номер корректора на длину совпадает с номером инструмента.
Некоторые станки старых моделей требовали указывать направление компенсации длины инструмента. При этом код G43 обозначал положительное направление, a G44 – отрицательное направление компенсации. К счастью, сегодня такой неудобный способ используется крайне редко.
Перед тем как вызвать новый инструмент, принято отменять компенсацию длины активного инструмента. Это действие производится при помощи кода G49, хотя многие современные СЧПУ отменяют компенсацию длины автоматически при указании команды М06. Если произведена смена инструмента, а компенсация его длины не выполнена, то возможно столкновение инструмента с заготовкой или частями станка.
29. Завершение программы – М30 и М02
В конце любой управляющей программы должен находиться код ее завершения – М30 или М02. При выполнении любого из этих кодов станок останавливается независимо от того, какую функцию он выполнял. Разница между М30 и М02 заключается лишь в том, что код М30, помимо завершения программы, «перематывает» или «сбрасывает» ее на начало, а код М02 не делает этого. Проще говоря, при окончании программы обработки с М30 курсор текущего положения переводится в самое начало программы, а с М02 остается в конце.
Обычно при завершении программы обработки производится перемещение рабочего стола или инструмента в позицию, которая облегчает оператору снятие готовой детали со станка.
Лекция №7
Постоянные циклы станка с ЧПУ. Стандартный цикл сверления и цикл сверления с выдержкой. Относительные координаты в постоянном цикле. Циклы прерывистого сверления. Цикл нарезания резьбы. Цикл растачивания.
Дата добавления: 2016-06-02; просмотров: 2244;