ФАКТИЧЕСКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
Понятия цикловой и технологической производительности отражают идеализированные свойства машины и технологического процесса, реализующегося в ней. Экспериментальное определение производительности Qф в реальном производстве, если ее рассчитать по формуле:
 , (1)
, (1)
где z - число изделий, обработанных за время Q, обычно бывает меньше цикловой производительности. Не трудно понять, что величина фактической производительности зависит от времени наблюдения Q и имеет вероятностный характер. В математической статистике показано, что достоверность ее определения растет с возрастанием времени наблюдения. Однако, следует заметить, что достоверность оценки пропорциональна отношению времени наблюдения к времени рабочего цикла машины, и, кроме того, она определяется стабильностью ее работы и уровнем эксплуатации. Иными словами, фактическая производительность всегда меньше цикловой из-за наличия простоев (пауз) в работе, которые обычно называются потерями (времени). Потери могут быть обусловлены различными техническими и организационными факторами, имеющими регламентированный или стохастический характер (планово-предупредительная смена инструмента, прогрев машины, сдача и приемка смены, уборка и очистка, устранение отказов механизмов, устройств и инструментов, перебои снабжения заготовками, энергией, инструментом, нарушение трудовой дисциплины. К потерям принято относить и время, затраченное на производство бракованной продукции.
На рис.1 представлена типовая диаграмма работы машины, где время работы отложено по оси абсцисс, а количество произведенной продукции - по оси ординат.
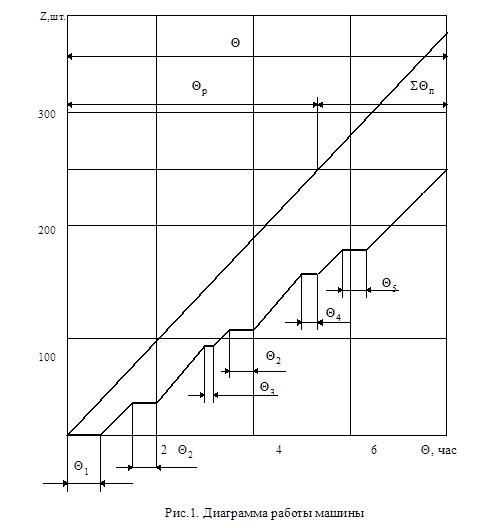
В момент пуска =0 готовая продукция отсутствует z=0. Далее следует первый горизонтальный участок, соответствующий прогреву машины. Под прогревом в теории производительности понимаются две разновидности потерь. Одни потери связаны непосредственно с выходом отдельных модулей на рабочий режим, например, разогрев диффузионных вакуумных насосов может длиться несколько часов, а разогрев нитей накалов вакуумных приборов - несколько минут. Другая разновидность потерь связана с заполнением всей технологической цепочки изделиями. Так, например, фарш на выходе мясорубки появляется не одновременно с началом вращения ее рукоятки. Наклонная линия, исходящая из начала координат, соответствует бесперебойной работе машины. Следовательно, тангенс угла наклона ее к оси абсцисс численно равен цикловой производительности (тангенс определяется отношением z / =Qц ). Горизонтальные отрезки диаграммы соответствуют различным потерям, а наклонные отрезки, параллельные прямой, исходящей из начала координат - нормальной работе технологической машины. Потери с одинаковыми нижними индексами имеют одинаковую физическую природу. Отрезок Q соответствует времени наблюдения, Qр - суммарному времени полезной работы за период наблюдений, а SQп - суммарным потерям за время наблюдения.
Величина z может быть представлена в виде :
 , (2)
, (2)
где Т - время изготовления одного изделия.
Время наблюдения Q равно:
 . (3)
. (3)
Подставляя (2) и (3) в (1), можно получить следующее выражение для определения фактической производительности:
 , (4)
, (4)
где  - коэффициент использования машины. Отношение времени работы машины ко времени наблюдения показывает, какую часть времени наблюдения машина выпускала годную продукцию. Так, например, при h=0,75 машина 75% общего фонда времени работает, а 25% - стоит. Коэффициент использования характеризует качество работы машины и уровень ее эксплуатации.
- коэффициент использования машины. Отношение времени работы машины ко времени наблюдения показывает, какую часть времени наблюдения машина выпускала годную продукцию. Так, например, при h=0,75 машина 75% общего фонда времени работает, а 25% - стоит. Коэффициент использования характеризует качество работы машины и уровень ее эксплуатации.
Для учета влияния потерь на производительность машины необходимо соотнести их с количеством выпущенной за соответствующий промежуток времени продукции. Для этого рассмотрим соотношение  :
:
 . (5)
. (5)
Учитывая соотношения (2) и (5), выражение (4) можно преобразовать к виду:
 . (6)
. (6)
Ранее было показано, что время обработки одного изделия Т складывается из времени рабочего  и холостого ходов
и холостого ходов  :
:
 . (7)
. (7)
Окончательное, наиболее общее выражение для расчета фактической производительности можно получить путем подстановки (7) в (6):
 . (8)
. (8)
Из (8) следует, что величина влияет на производительность также, как время холостого хода. Поэтому на практике ее часто называют внецикловыми потерями. Действительно, в отличии от холостых ходов, которые повторяются в каждом цикле, внецикловые потери имеют место в случае нарушения цикличности работы из-за внешних причин и они распределены во времени неравномерно. Например, если  , то это означает, что из времени, затраченного в среднем на обработку одной детали, 12 секунд приходится на простои по различным причинам.
, то это означает, что из времени, затраченного в среднем на обработку одной детали, 12 секунд приходится на простои по различным причинам.
Выражение для суммарных внецикловых потерь (5) в общем случае можно представить в виде :
 , (9)
, (9)
где  - внецикловые потери i - го вида.
- внецикловые потери i - го вида.
Ранее было показано, что потери самым непосредственным образом влияют на производительность машин. Поэтому, анализу потерь следует уделять особое внимание. Для его проведения необходимо прежде всего классифицировать потери. Наиболее существенными классификационными признаками потерь являются физическая природа (причины) потерь и характер их количественной оценки. По физической природе все потери делятся на шесть видов. Первый из них - цикловые потери, а оставшиеся пять - внецикловые потери.
Потери первого вида - потери по холостым ходам (подача материала на рабочую позицию, транспортировка объекта обработки с позиции на позицию; фиксация, зажим и разжим заготовки; подвод и отвод рабочих органов; переключение механизмов и т.д.), которые не совмещены с выполнением технологического процесса.
Потери второго вида - по инструменту, когда причина остановки машины связана с инструментом (смена, установка и регулировка инструментов; ожидание наладчиков, доставка инструмента; частичная заточка, правка инструмента и др.).
Потери третьего вида - по оборудованию, когда машина неработоспособна из-за поломки механизмов или устройств (регулировка и ремонт механизмов; ожидание ремонтника; доставка запчастей; ожидание и изготовление деталей).
Потери четвертого вида - по организационным причинам, обусловлены внешними причинами, не связанными с техническим состоянием машины (периодическая заправка материала, уборка отходов, сдача готовых изделий и получение заготовок, переговоры по работе, сдача смены, отсутствие сырья, энергии, инструмента, запчастей или расходных материалов, нарушения трудовой дисциплины).
Потери пятого вида - по браку, когда машина работает, но производит бракованную продукцию (брак изделий, получаемый в процессе наладки машины; брак из-за нарушения настройки механизмов; брак материала, обнаруженный после выполнения технологической операции).
Потери шестого вида - по переналадке (переналадка или смена механизмов, инструментов и технологической оснастки при переходе на другую продукцию или иной ее типоразмер).
Все внецикловые потери условно разделены на две больших категории.
Потери, обусловленные конструкцией машины - собственные потери (потери по инструменту, ремонту, регулированию, браку и т.д.).
Потери, обусловленные внешними организационно-техническими причинами (отсутствие заготовок, энергии, расходных материалов, организация ремонта, трудовая дисциплина и т.д.).
Согласно формальному определению, приведенному выше, коэффициент использования машины может быть представлен в следующем виде:
 , (10)
, (10)
где  - собственные простои машины за время наблюдения
- собственные простои машины за время наблюдения  , связанные с поломкой или обслуживанием механизмов устройств или инструмента,
, связанные с поломкой или обслуживанием механизмов устройств или инструмента,  - простои, связанные с организационно-техническими причинами за то же время. После умножения числителя и знаменателя (10) на
- простои, связанные с организационно-техническими причинами за то же время. После умножения числителя и знаменателя (10) на  и соответствующих преобразований можно получить:
и соответствующих преобразований можно получить:
 . (11)
. (11)
Величину  называют коэффициентом технического использования и определяют с учетом только собственных потерь; его значение показывает, какую долю времени работает машина при идеальной организации производства (машина обеспечена всем необходимым, а простои имеют место только за счет планового технического обслуживания или технических отказов). Так, величина
называют коэффициентом технического использования и определяют с учетом только собственных потерь; его значение показывает, какую долю времени работает машина при идеальной организации производства (машина обеспечена всем необходимым, а простои имеют место только за счет планового технического обслуживания или технических отказов). Так, величина  означает, что если машина полностью обеспечена заготовками, инструментом, электроэнергией, обслуживающим персоналом, то в среднем она 75% времени работает, а 25% занимают плановый и внеплановый ремонт, регулировка и т.д. Следовательно, коэффициент технического использования характеризует прежде всего долговечность, надежность и ремонтопригодность оборудования, а также стабильность технологического процесса.
означает, что если машина полностью обеспечена заготовками, инструментом, электроэнергией, обслуживающим персоналом, то в среднем она 75% времени работает, а 25% занимают плановый и внеплановый ремонт, регулировка и т.д. Следовательно, коэффициент технического использования характеризует прежде всего долговечность, надежность и ремонтопригодность оборудования, а также стабильность технологического процесса.
Величина  есть коэффициент загрузки и определяется с учетом как собственных потерь, так и организационно-технических потерь. Его значение показывает, какую долю общего планового фонда времени автомат работает, ремонтируется и налаживается и какую долю простаивает по внешним причинам. Так, величина
есть коэффициент загрузки и определяется с учетом как собственных потерь, так и организационно-технических потерь. Его значение показывает, какую долю общего планового фонда времени автомат работает, ремонтируется и налаживается и какую долю простаивает по внешним причинам. Так, величина  означает, что из общего планового фонда времени лишь 70% занимают работа и простои машины для устранения возникающих при работе неполадок, а 30% она простаивает при полной технической работоспособности по организационно-техническим причинам.
означает, что из общего планового фонда времени лишь 70% занимают работа и простои машины для устранения возникающих при работе неполадок, а 30% она простаивает при полной технической работоспособности по организационно-техническим причинам.
При проектировании новой техники учитывают влияние этих коэффициентов на производительность. В каждой отрасли промышленности и для каждого вида оборудования численные значения этих коэффициентов могут быть определены статистическими методами.
Все критерии производительности - технологическая, цикловая и фактическая - могут рассматриваться в трех формах: как ожидаемая, действительная и требуемая.
Ожидаемая производительность - это предполагаемый уровень производительности машины в стадии ее проектирования. Она прогнозируется с учетом запроектированной длительности рабочего цикла, ожидаемой надежности и т.д. Ожидаемую производительность с учетом только собственных простоев часто называют проектной мощностью или технической производительностью.
Требуемая производительность определяется исходя из заданной производственной программы предприятия, сменности работы, экономически целесообразного выпуска продукции и т.д.
Действительная производительность - это производительность действующей машины. Реальный уровень технологической, цикловой и фактической производительности характеризует степень реализации замысла ее проектировщиков и может значительно отличаться от проектных значений, а также быть переменным во время эксплуатации.
Исследование фактической производительности в условиях эксплуатации производится для получения экспериментальных данных, использующихся при проектировании новой техники и определения существующих резервов повышения производительности.
Если анализируются резервы повышения производительности в данных конкретных условиях эксплуатации, необходимо учитывать все виды потерь: собственные и организационно-технические, т.е. анализировать величины  и др.
и др.
Если анализируются и сравниваются возможные конструктивные, структурные и другие варианты машин, которые отличаются длительностью рабочих и холостых ходов, режимами обработки, следует учитывать только цикловые и собственные внецикловые потери, исследовать надежность и долговечность машин. Так как величины  и другие по своей природе являются случайными, то определение их достоверных числовых значений можно сделать лишь путем длительных наблюдений и замеров с соответствующей их математической обработкой.
и другие по своей природе являются случайными, то определение их достоверных числовых значений можно сделать лишь путем длительных наблюдений и замеров с соответствующей их математической обработкой.
Исследование фактической производительности и факторов, ее определяющих, осуществляется следующим образом.
Производится тщательное ознакомление с технологическими процессами обработки (методами и маршрутами, режимами, необходимой точностью и другими требованиями к качеству обрабатываемых изделий и т.д.), конструкцией узлов и механизмов машины, организацией ее эксплуатации и т.д.
Выполняются фактические наблюдения и замеры, прежде всего фотография работы оборудования и хронометраж его простоев. Во время фотографии фиксируют все затраты фонда времени: производительные - работу и непроизводительные - простои технического и организационного характера, продолжительность и методы устранения неполадок, а также количество изделий, выпущенных в каждую смену, и продолжительность цикла. Наблюдение по возможности проводят непрерывно в течение достаточно продолжительного периода времени (12...18 смен и более). В протоколах наблюдения отражают время и причину каждого простоя, методы устранения неполадок и т.д., т.е. они содержат всю информацию, характеризующую работоспособность машины в исследуемый период.
Хронометраж простоев какого-либо одного вида проводят обычно на дальнейших стадиях исследования, когда определены эксплуатационные характеристики, выяснено, где находятся наибольшие резервы повышения производительности, и необходимо определить, какую величину роста производительности обеспечит проведение тех или иных мероприятий.
Однако в некоторых случаях уже в начале исследования определены вопросы, на которые необходимо обратить внимание. К числу таких вопросов для автоматических линий механической обработки относятся, например, исследования стойкости инструмента и надежности типовых механизмов. На этом же этапе исследований могут выполняться и другие замеры, например, длительности отдельных элементов рабочего цикла, режимов обработки, износа инструмента, стабильности перемещений механизмов, температуры масла в гидросистемах и т.д.
Фактические наблюдения за работой автоматов и автоматических линий дают значительный объем информации, обработка которой позволяет получить некоторые параметры работы и в первую очередь баланс затрат планового фонда времени работы, который дает первое представление о работоспособности машины. Для получения баланса затрат фонда времени все простои группируются по функциональным признакам и данные из всех протоколов наблюдений сводят в единую таблицу.
Большинство эксплуатационных характеристик машины можно рассчитать на основании двух документов: фактической циклограммы и баланса затрат фонда времени.
Вопросы для самоконтроля
1. Что называют фактической производительностью?
2. Что обозначает коэффициент использования машины?
3. Какой физический смысл имеет коэффициент технического использования машины?
4. Какой физический смысл имеет коэффициент загрузки машины ?
5. С какой целью определяют коэффициенты использования, технического использования и загрузки производственных машин?
6. Почему потери по холостым ходам называют цикловыми?
7. Что означает термин «внецикловые потери»?
8. Перечислите виды внецикловых потерь и приведите их примеры.
9. С какими целями производят исследование производительности действующего оборудования?
10. Что такое проектная мощность или техническая производительность машины?
11. Что такое баланс производительности?
Дата добавления: 2016-06-02; просмотров: 4411;