Последовательность подготовки поверхности к окрашиванию
Для того, чтобы правильно подготовить поверхность к окрашиванию необходимо выполнить следующие операции:
1. Очистка поврежденного объекта.
Поврежденный объект вымыть чистой водой.
2. Обезжиривание.
Поврежденный объект тщательно обезжирить составом для удаления силикона - Standox Silicon Entferner. Делается так: одну чистую салфетку смочить составом для удаления силикона Standox Silicon Entferner и протереть обрабатываемую поверхность, после этого другой сухой салфеткой вытереть поверхность насухо.
3. Предварительное шлифование.
Предварительное шлифование осуществляется ротационной шлифовальной машинкой, для того чтобы убрать глубокие риски на старом лакокрасочном покрытии и металле, оставшиеся после кузовного ремонта.
Калькуляционный справочник "Евротакс Швакке", раздел "Кузовной ремонт", рекомендует, что ротационная шлифовальная машинка, используемая для современного ремонта кузова - это электро/пневмоинструмент с диском и шлифовальным кругом. Надлежащая комбинация из всех трех элементов необходима, чтобы гарантировать лучшие результаты. Основное требование - то, что инструмент должен быть компактен и легок насколько возможно. Главным фактором, однако, является скорость вращения диска. Если скорость вращения маленькая, время пребывания шлифовального круга слишком велико в одной области, что приводит к неравномерному нагреванию, результаты которого могут вести к деформации поверхности. С другой стороны, если инструмент слишком быстр, наращивание теплоты будет вообще чрезмерно. По своему опыту справочник "Евротакс Швакке" рекомендует, что лучшая частота вращения - около 5000 об/минуту и именно в этом диапазоне рабочий может достигать лучшего качества поверхности.
Вторая часть шлифовального станка - несущий диск. Он обычно имеет диаметр 125 или 175 мм. Он также не должен быть слишком жестким или слишком мягким. В процессе шлифования внешняя треть (175 мм) или четверть (125 мм) диска должна опираться на поверхность, которая будет восстановлена. Несколько тестов, чтобы проверить износ на диске очистки песком покажут, является ли несущий диск подходящим или нет.
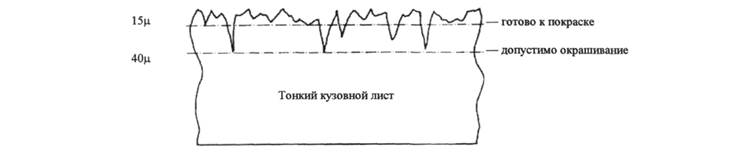
Третья часть оборудования – шлифовальный диск, который должен быть столь же гибок как несущий диск. Размер зерна также важен. Если диск чрезмерно груб, риски будут слишком глубокими для закрашивания. Правильная глубина риски лежит в диапазоне 13-15 микрон, как показано на рисунке.
Оптимальная шероховатость (глубина риски) 12-14 микрон достигается на 5000 оборотах в минуту, с зерном Р80 и диаметром диска 175 мм. Если поверхность подготовлена таким образом, маляр будет способен достичь оптимального результата, при котором не остается никаких следов предшествующей обработки.
4. Шлифование эксцентриковой шлифовальной машинкой.
Начальная обработка поврежденного места производится шлифбумагой зернистостью Р80. Завершается шлифование поврежденного места шлифбумагой зернистостью Р120 - 150, с плавным переходом к неповрежденной области шлифбумагой Р240-Р320, для сглаживания границ вокруг неремонтируемого участка.
5. Тест на растворимость, проверяющий пригодность лакокрасочного покрытия к окрашиванию.
Пригодность к окрашиванию заводского/старого лакокрасочного покрытия можно определить, проведя достаточно простой тест.
1. Подготовка заводского/старого лакокрасочного покрытия
Зашлифовать участок лакокрасочного покрытия до металла для того, чтобы были видны все слои заводского /старого лакокрасочного покрытия.
2. Тест на растворимость
Салфетку пропитать 2К разбавителем (2K-Verdunnung) и на 1 минуту поместить на зашлифованную поверхность. Сразу же после того, как ветошь будет убрана, следует поцарапать лакокрасочное покрытие ногтем.
3. Возможны следующие варианты.
A) Отдельные слои не растворяются. Это значит, что лакокрасочное покрытие в порядке. Возможна беспроблемная обработка.
Б) Отдельные слои сильно растворены. Это указывает на термопластическое окрашивание. Необходима тщательная изоляция.
B) Незначительное растворение, а именно размягчение покрытия или отдельных слоев указывает на мягкое, эластичное заводское лакокрасочное покрытие или на применение однокомпонентных материалов. Возможно нанесение Standox Kunsthartz-Autolack. Перед нанесением 2К-эмалей/ прозрачных лаков следует тщательно изолировать заводское/старое лакокрасочное покрытие.
Г) Сморщивание покрытия и других слоев указывает на синтетическое окрашивание. Возможно нанесение Standox Kunsthartz-Autolack. Перед нанесением 2К-эмалей/ прозрачных лаков следует тщательно изолировать заводское/старое лакокрасочное покрытие.
4. Изолирование критического заводского/старого лакокрасочного покрытия (пункты Б,В,Г).
Заводское/старое лакокрасочное покрытие перекрашивается с применением грунта-порозаполнителя Standox 2К-Nonstop-Fullprimer. При грунтовании нужно наносить тонкие слои, чтобы предотвратить сильное растворение подложки. Перед нанесением последующего слоя предыдущий слой должен стать матовым. Грунт необходимо высушить в течение ночи при 20°С или 60 минут при температуре 50°С.
6. Обезжиривание.
Поврежденный объект тщательно обезжирить составом для удаления силикона - Standox Silikonentferner. Делается так: одну чистую салфетку смочить составом для удаления силикона Standox Silicon Entferner и протереть обрабатываемую поверхность, после этого другой сухой салфеткой вытереть поверхность насухо. В случае критического лакокрасочного покрытия и сильного растворения подложки вместо обезжиривателя возможно использование мыльной воды.
7. Нанесение Standox полиэфирной шпатлевки.
Фирма Standox предлагает следующие материалы: Zinkfaser-Plastik, Easy-Spachtel, Soft-Spachtel, Stando-Soft-Feinplastik. Шпатлевание делается так: сначала наносится тонкий связующий слой, а затем последующие слои без промежуточной шлифовки, не рекомендуется наносить шпатлевку толстыми слоями, т.к. поверхность может получиться пористой. Важно: В случае критического лакокрасочного покрытия шпатлевка наносится только на чистый металлический лист. Нельзя наносить полиэфирные шпатлевки на кислотные грунтовки и 1К грунтовки. Не допускать передозировки отвердителя, т.к. это может привести к изменению цвета лакокрасочного покрытия.
8. Шлифование шпатлевки.
Начальная зашлифовка шпатлевки осуществляется абразивами Р80—>Р120-»Р180—>Р240 закрепленными на шлифке соответствующего размера. Завершается шлифовка шпатлевки абразивными кругами в градации Р240->Р320, закрепленными на эксцентриковой шлифовальной машинке и Р400 для сглаживания границ вокруг ремонтируемого участка. Важно: Полиэфирные материалы гигроскопичны, т.е. впитывают влагу и удерживают ее в себе, поэтому их нельзя обрабатывать на мокрую.
9. Нанесение жидкой шпатлевки Standox PE-Spritzplastik (в случае необходимости).
Для оптимального нанесения жидкой шпатлевки необходим покрасочный пистолет с соплом ø 2-2,5 мм, для разбавления жидкой шпатлевки можно применять разбавитель Polyester Verdunnung. Важно: В случае критического лакокрасочного покрытия шпатлевка наносится только на чистый металлический лист. Нельзя наносить жидкую шпатлевку на кислотные грунтовки и 1К грунтовки. На оцинкованные поверхности перед нанесением жидкой шпатлевки Standox PE-Spritzplastik, предварительно необходимо нанести грунтовку Standox 2K-Primer Rotbraun.
8. Шлифование жидкой шпатлевки.
Начальная зашлифовка жидкой шпатлевки осуществляется абразивами Р120—»Р180—>Р240 закрепленными на шлифке соответствующего размера. Завершается шлифовка шпатлевки абразивными кругами градации Р240->Р320, закрепленными на эксцентриковой шлифовальной машинке и Р400 для сглаживания границ вокруг ремонтируемого участка. Важно: Полиэфирные материалы гигроскопичны, т.е. впитывают влагу и удерживают ее в себе, поэтому их нельзя обрабатывать на мокрую.
9. Обезжиривание.
Поврежденный объект тщательно обезжирить составом для удаления силикона - Standox Silikonentferner. Делается так: одну чистую салфетку смочить составом для удаления силикона Standox Silicon Entferner и протереть обрабатываемую поверхность, после этого другой сухой салфеткой вытереть поверхность насухо.
10. Нанесение антикоррозионного грунта на места прошлифовки до металла.
Фирма Standox предлагает следующие материалы: Reactiv -Haftprimer, 1K-Haftprimer-Rotbraun, 1K Fullprimer
11. Нанесение порозаполнителя.
Фирма Standox предлагает следующие материалы: 2K -Airtech Fuller 300, 2K-Easy Fuller 2K-HS System Fuller, 2K Nonstop-Fullprimer, 2К Colorfuller, 2K Fillsealer, 1К Fullprimer. Выбор порозаполнителя и метод его применения зависит от конкретно стоящей задачи при выполнении ремонта (скорость работы, изолирующие свойства, цвет грунта, толщина слоя, шлифуемость, растекаемость, цена и т.д.) и традиций на сервисе. Кроме специфических особенностей применения и смешивания каждого материала общим для всех является следующее: перед нанесением 2-х компонентных порозаполнителей на места прошлифовки до чистого металла, для обеспечения долговременной защиты от коррозии, необходимо предварительно нанести кислотную грунтовку, перед нанесением каждого последующего слоя порозаполнителя, предыдущий должен стать матовым.
12. Шлифование порозаполнителя.
Рекомендация: Для контроля качества поверхности перед шлифовкой на просушенный порозаполнитель необходимо нанести проявочное покрытие: либо сухое проявочное покрытие ЗМ, либо черную матовую краску из баллончика. Порозаполнитель можно шлифовать как на мокрую так и на сухую. При шлифовке на мокрую применяются абразивы зернистостью Р600-Р800. При шлифовке на сухую начальная шлифовка осуществляется абразивами в градации Р320-Р400, закрепленными на шлифке соответствующего размера. Заканчивается шлифовка при помощи эксцентриковой шифмашинки абразивными кругами в градации Р400 и Р500.
Стандарт шлифовки поверхности перед покраской.
(сухая машинная шлифовка, по рекомендации фирмы ЗМ)
Микроны (глубина риски)
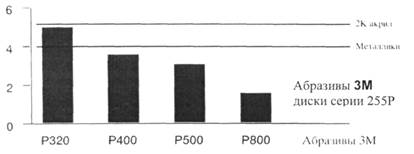 Единый утвержденный стандарт для поверхности перед окраской - наличие рисок в 5 мкм при окраске 2К акриловыми красками и 4 мкм при окраске «металликами» (см. диаграмму).
Единый утвержденный стандарт для поверхности перед окраской - наличие рисок в 5 мкм при окраске 2К акриловыми красками и 4 мкм при окраске «металликами» (см. диаграмму).
13. Очистка.
Поврежденный объект тщательно обезжирить.
составом для удаления силикона - Standox Silicon Entferner.
Делается так: одну чистую салфетку смочить составом для удаления силикона Standox Silicon Entferner и протереть обрабатываемую поверхность, после этого другой сухой салфеткой вытереть поверхность насухо. Окрашиваемую поверхность протереть антистатической салфеткой 3М №7910.
14. Нанесение покрывных лакокрасочных материалов (см. стр. 4).
Сравнительная таблица соотношения зернистости для влажной и сухой шлифовки
Наждачная бумага для сухой шлифовки менее агрессивна. Поэтому при выборе правильной градации необходимо учитывать соотношение зернистости для влажной и сухой шлифовки.
| СУХАЯ | ВЛАЖНАЯ |
| 260LP1500 | Р2000 |
| 260LP1200 | Р1500 |
| 260LP1000 | |
| 260L Р800 | |
| 260L Р600 | Р1200 |
| Р500 | Р1000 |
| Р400 | Р800 |
| Р320 | Р600 |
| Р280 | Р500 |
| Р240 | Р400 |
| Р220 | Р360 |
| Р180 | Р320 |
| Р150 | Р280 |
| Р120 | Р240 |
| Р100 | Р220 |
| Р080 | Р180 |
| Р060 | Р150 |
| Р040 | Р120 |
Дата добавления: 2016-04-22; просмотров: 1449;