Технология изготовления сосудов, работающих под давлением
Все цилиндрические сосуды давления конструктивно включают следующие элементы (рис. 6.1):
- цилиндрическую обечайку;
- днища полуэллиптические или полусферические;
- патрубки, ввариваемые в днища либо в цилиндрическую часть;
и классифицируются в зависимости от толщины стенки на следующие группы:
- тонкостенные, с толщиной стенки до 10мм;
- сосуды, изготовленные из металла средней толщины от 10мм до 40мм;
- толстостенные - с толщиной стенки более 40мм.

Рис. 6.1. Конструкция цилиндрического сосуда давления.
Днища изготавливают штамповкой, предварительно вырезанной из целого листа заготовки, если позволяют размеры, либо штамповкой сваренной из нескольких листов карты и последующей механической обработки торцов. Для вварки патрубка в днище применяют наклонные поворотные столы, обеспечивающие удобное положение для формирования шва "в лодочку", и стационарно подвешенную над столом сварочную головку для автоматической сварки под слоем флюса, либо в среде защитных газов (рис.6.2.).
Цилиндрическую часть возможно изготавливать по одному из следующих технологических вариантов:
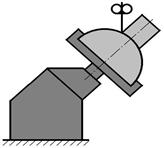
Рис. 6.2. Схема вварки элементов сосуда в положение «в лодочку».
1. Если размеры исходной листовой заготовки превышают размеры развертки цилиндрической части, то её изготавливают из целого листа с одним продольным швом (рис 6..3 а).
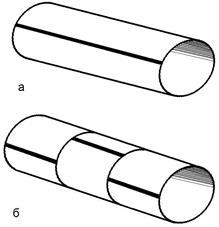
Рис. 6.3. Схемы изготовления цилиндрической части сосудов:
а – с одним продольным швов; б – с продольными и кольцевыми швами.
2. Если длина цилиндрической части сосуда превышает максимально возможную длину листового проката, то её можно изготавливать из нескольких обечаек, соединенных между собой поперечными кольцевыми швами. Такая схема применяется при малом объеме производства, поскольку предполагает наличие нетехнологичных кольцевых швов (рис. 6.3 б). Чтобы исключить в цилиндрической части кольцевые швы целесообразно воспользоваться третьей схемой.
3. Изгибают две полу обечайки из листа, либо из сваренной карты, соединяют их двумя продольными швами (рис. 6.4).
Обычно такая схема применяется при изготовлении толстостенных сосудов в условиях массового высокопроизводительного производства и предполагает изготовление полу обечаек штамповкой, а их соединение электрошлаковой сваркой.
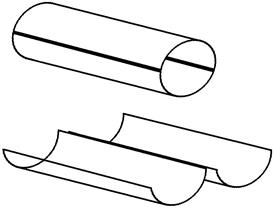
Рис. 6.4. Цилиндрическая обечайка с двумя продольными швами
4. Если цилиндрическую часть большого диаметра невозможно изготовить из целого листа, то предварительно сваривают карту из длинномерных листов, соединенных по длине, затем изгибают её относительно продольной оси шва и сваривают одним продольным швом. Однако такие обечайки не могут иметь длину более 3500мм, из-за ограниченной длины валков в стандартных листогибочных машинах.
Дата добавления: 2016-04-06; просмотров: 7481;