Разновидности штамповки
В зависимости от применяемого деформирующего оборудования горячая объемная штамповка может осуществляться на штамповочных молотах, кривошипных, гидравлических и фрикционных прессах, горизонтально-ковочных машинах. Существует ГОСТ 7505-89, регламентирующий порядок конструирования штампованных поковок.
В зависимости от типа штампа, его особенностей штамповка подразделяется на штамповку в открытых (с заусенцем) и закрытых штампах и штамповку выдавливанием.
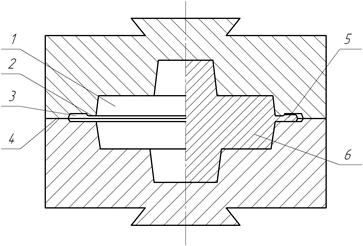
Штамповка в открытых штампах сопровождается образованием необходимого заусенца (облоя). При этом масса исходной заготовки больше массы получаемой в полости штампа поковки на величину заусенца, который образуется на самой последней стадии штамповки (рисунок 1).
|
| Рис. 1. Схема штамповки в открытом штампе 1 – полость (ручей); 2 – мостик; 3 – накопитель (магазин); 4 – плоскость разъема; 5 – заусенец; 6 – поковка. |
После штамповки заусенец обрезается в специальном обрезном ручье штампа. Открытые штампы имеют следующие преимущества: не нужна точная дозировка металла исходной заготовки, можно применять обычный нагрев, можно получать поковки сложной конфигурации, относительно большой ресурс штампа (по сравнению со штамповкой в закрытом штампе). К недостаткам способа можно отнести большой отход металла на заусенец, большие припуски на механическую обработку.
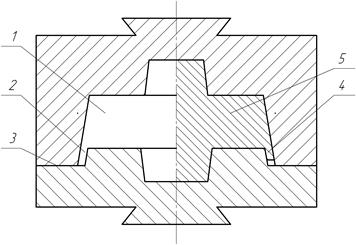
Штамповка в закрытых штампах не предусматривает образования специального заусенца. Образующийся небольшой заусенец, затекающий в компенсатор штампа, является следствием неточной дозировки исходного металла (рисунок 2).
|
| Рис. 2. Схема штамповки в закрытом штампе 1 – полость (ручей); 2 – зазор (компенсатор); 3 – плоскость разъема; 4 – заусенец; 5 – поковка. |
Необходимость точной дозировки металла сдерживает широкое промышленное использование данного метода штамповки. Однако несомненным его преимуществом является экономия металла. Именно поэтому данный способ штамповки нередко называют точной безотходной штамповкой.
Форма поковки может быть простой и сложной. Поковки простой формы даже из предварительной заготовки (проката круглого или квадратного сечений) можно получить в одной полости (ручье) штампа. Такая штамповка носит название одноручьевой. Если форма заготовки значительно отличается от конфигурации поковки, то требуется последовательно приближать конфигурацию в специальных, дополнительных полостях (ручьях) штампа. В этом случае штамповка будет называться многоручьевой. Многоручьевая штамповка менее эффективна, поэтому для повышения производительности и снижения стоимости изготовления сложных поковок применяют предварительное фасонирование заготовки, например, на горизонтально-ковочных машинах, ковочных вальцах и т.д.
Дата добавления: 2016-03-27; просмотров: 994;