Пиление рамными пилами
 При пилении рамными пилами древесина делится полосовым многорезцовым инструментом при его возвратно – поступательном движении. Пильная рамка 1 с комплектом пил (поставом)2 движется только в вертикальной плоскости перпендикулярно направлению передачи U. Движение рамки осуществляется посредством кривошипно – шатунного механизма, состоящего из кривошипного (коленчатого) вала 6 с маховиками 7 и шатуна 5. Траектория резания – прямая, скорость резания переменная V»Vmax*SINa, где Vmax-окружная скорость кривошипа; a - угол поворота кривошипа. Расстояние между крайними положениями называется ходом пильной рамки S=2R. Зубья режут только при рабочем ходе (вниз). Холостой ход – вверх. Vmax=2pRn/60000=pSn/60000, где R-радиус кривошипа(мм); n-частота вращения коленчатого вала (мин-1). Средняя скорость резания Vср определяется отношением пути пильной рамки за один оборот вала 2S ко времени одного оборота 60/n. Vср=2Sn/60. Для современных рам Vср=7,2...7,4(м/с),S=0,6...0,7(м),n=320...360(мин-1). Вальцевые механизмы подачи 3 периодического и непрерывного действия. Возможны следующие виды подачи:
При пилении рамными пилами древесина делится полосовым многорезцовым инструментом при его возвратно – поступательном движении. Пильная рамка 1 с комплектом пил (поставом)2 движется только в вертикальной плоскости перпендикулярно направлению передачи U. Движение рамки осуществляется посредством кривошипно – шатунного механизма, состоящего из кривошипного (коленчатого) вала 6 с маховиками 7 и шатуна 5. Траектория резания – прямая, скорость резания переменная V»Vmax*SINa, где Vmax-окружная скорость кривошипа; a - угол поворота кривошипа. Расстояние между крайними положениями называется ходом пильной рамки S=2R. Зубья режут только при рабочем ходе (вниз). Холостой ход – вверх. Vmax=2pRn/60000=pSn/60000, где R-радиус кривошипа(мм); n-частота вращения коленчатого вала (мин-1). Средняя скорость резания Vср определяется отношением пути пильной рамки за один оборот вала 2S ко времени одного оборота 60/n. Vср=2Sn/60. Для современных рам Vср=7,2...7,4(м/с),S=0,6...0,7(м),n=320...360(мин-1). Вальцевые механизмы подачи 3 периодического и непрерывного действия. Возможны следующие виды подачи:
1. Периодическая (толчковая) А) за рабочий ход – упрощает конструкцию механизма резания, не требует механизма уклона рамки.
Б) за холостой ход;
В) двухтолчковая
2. Непрерывная А) с постоянной скоростью
Б) с переменной скоростью
Толчковая подача за холостой ход и периодическая двухтолчковая применяются редко. Широкое распространение получила непрерывная подача, лишенная недостатков толчковой подачи: относительно малого быстродействия и больших динамических нагрузок из-за перемещения толчком большой массы бревна. Однако, при этом законы движения пильной рамки и бревна не соответствуют друг другу.
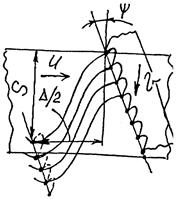
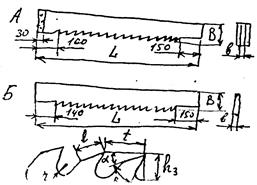
Движение подачи характеризуют U- скорость подачи (м/мин); ^-посылка, подача бревна за один оборот коленчатого вала или за двойной ход пильной рамки ^=1000U/n. Вершины зубьев рамной пилы лежат на одной прямой – вертикальной или наклонной под углом y к вертикали. При холостом ходе пилы, установленной с уклоном, линия вершин зубьев отходит от дна пропила.
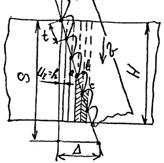 Горизонтальное смещение L линии вершин зубьев на длинне хода рамки S является линейной мерой уклона: L=S*tgy. Установка пил с уклоном позволяет подавать бревно в период холостого хода рамки при непрерывной, толчковой за холостой ход и двухтолчковой подачах. Минимальный уклон Lmin=^x (посылка за холостой ход). ^=^p.x.+^x.x. (^p.x.-посылка за рабочий ход). При непрерывной подаче с постоянной скоростью Lminнепр=^x.x.=^/2; при толчковой подаче за холостой ход Lmin x.x.=^x.x.=^; при толчковой подаче за рабочий ход Lmin p.xp= ^x.x.=0
Горизонтальное смещение L линии вершин зубьев на длинне хода рамки S является линейной мерой уклона: L=S*tgy. Установка пил с уклоном позволяет подавать бревно в период холостого хода рамки при непрерывной, толчковой за холостой ход и двухтолчковой подачах. Минимальный уклон Lmin=^x (посылка за холостой ход). ^=^p.x.+^x.x. (^p.x.-посылка за рабочий ход). При непрерывной подаче с постоянной скоростью Lminнепр=^x.x.=^/2; при толчковой подаче за холостой ход Lmin x.x.=^x.x.=^; при толчковой подаче за рабочий ход Lmin p.xp= ^x.x.=0
Толчковая подача за холостой ход: Lmin x.x.=W; Va=V, Uz=W/Zp, где Zp-число зубьев пилы, участвующих в резании Zp=S/(t*cosy)»S/t. Толщина стружки h по высоте пропила h=Uz=const.
 Толчковая подача за рабочий ход: Lmin=0, V=const, истинная U¹const. U и V изменяются по одному закону (механизмы резания и подачи имеют общий привод от кривошипного вала), во время рабочего хода U/V=const. tgjg=U/(60V). Кинематическая толщина стружки h=Uz*cosjg. Непрерывная подача с постоянной скоростью: emin=D/2 Va=V+U ¹const, (U=const), траектории зубьев кривые (косинусоиды). Толщина стружки h¹const. Наименьшая в середине хода (рабочего): hmin=Uz*cosjg, где jg=arctg[U/(60Vmax)]. cosjg»1Þ hmin»Uz.
Толчковая подача за рабочий ход: Lmin=0, V=const, истинная U¹const. U и V изменяются по одному закону (механизмы резания и подачи имеют общий привод от кривошипного вала), во время рабочего хода U/V=const. tgjg=U/(60V). Кинематическая толщина стружки h=Uz*cosjg. Непрерывная подача с постоянной скоростью: emin=D/2 Va=V+U ¹const, (U=const), траектории зубьев кривые (косинусоиды). Толщина стружки h¹const. Наименьшая в середине хода (рабочего): hmin=Uz*cosjg, где jg=arctg[U/(60Vmax)]. cosjg»1Þ hmin»Uz.
 Пила формирует по дну пропила ступеньки a,b,c. В начале холостого хода зубья пилы взаимодействуют с ними задними гранями. Возникают большие силы, снижающие производительность, качество, повышающее расход энергии на резание, ускоряющее износ. При периодической подаче скобление устраняют с помощью кинематических приёмов запаздывания (при подаче за холостой ход) или опережения (при подаче за рабочий ход).
Пила формирует по дну пропила ступеньки a,b,c. В начале холостого хода зубья пилы взаимодействуют с ними задними гранями. Возникают большие силы, снижающие производительность, качество, повышающее расход энергии на резание, ускоряющее износ. При периодической подаче скобление устраняют с помощью кинематических приёмов запаздывания (при подаче за холостой ход) или опережения (при подаче за рабочий ход).
Кроме того, учитывая остановки пилы в верхней и нижней мёртвых точках фактическую величину уклона L принимают L=Lmin+(1…3) (mm).
Высота неровностей пропила Rzmax связана с подачей на зуб Uz, со способом уширения их венца. Мощность резания (Вт) Nрез = Кт апопр (Впр*U* SH)/60, где Кт-табличное значение удельной работы резания (Дж/см3); aпопр-общий поправочный множитель;Впр-ширина пропила (мм); SН-сумма высот всех пропилов (мм); U-скорость подачи (м/мин). Формула дает среднюю мощность, относящуюся в равной степени к рабочему и холостому ходам. Отсюда условная средняя сила резания Рср, постоянная, по величине Рср=Nрез/Vср. Если фактическая сила резания Рво время холостого хода»(справедливо для периодической подачи), то во время р.х. Р»2Рср. Сила резания одной пилой постава Pi=P/i, где i-число пил в поставе. Сила резания одним зубом Pz=Pi/Zn, Zпр=Hcp/(t*cosy), где Zпр – среднее число зубьев в пропиле; Hср – средняя высота пропила; t-шаг зубьев. Нормальные силы резания определяются через касательные: Q=mP; Qi=mPi; Qz=m где m-переходный множитель. Максимальная величина Uzmax по условию работоспособности зубьев (d=dmin=0,5) Uz=2qt2/Нmax, где Q=0,35…0,5 коэффициент формы зуба, Нmax – максимальная высота пропила (мм). Рамные пилы – двух типов А и В с планками и без по ГОСТ 5524-75 (на профиль зубьев). L=1100…1950 мм, L=300+Hmax+S/ B=160,180 и 220, b=1,6…2,5 мм, b=(0,1…0,12)ÖHmax (эмпирическая). b< для хвойных пород и плющеных зубьев и > для лиственных d=75°, боковая заточка не делается, g=15°, b=47°, a=28°. Широховатость боковых поверхностей Ra=1,25мкм, передней и задней граней Rz=20. Материал пил сталь 9ХФ.
Дата добавления: 2016-03-27; просмотров: 2700;