Фрезерование древесины и древесных материалов.
Фрезерование – процесс резания вращающимися резцами, при котором абсолютной траекторией резания является циклоида. Различают пять видов фрезерования:
· Цилиндрическое
· Коническое
· Торцовое
· Торцово-коническое
· Профильное
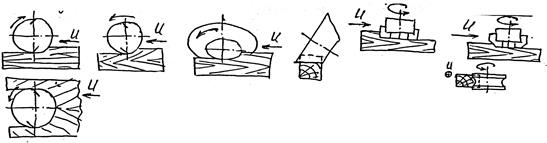
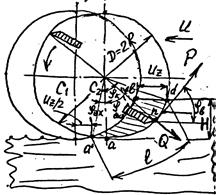 По направлению подачи заготовки относительно направления вращения инструмента различают встречное и попутное фрезерование. Попутное используют редко из-за большого расхода (в 1,5 – 2 раза) энергии на резание, неконтролируемой самоподачи. Основной вид – цилиндрическое продольное фрезерование со встречной подачей. Движение резания – вращательное, по окружности резания радиуса R(мм),с постоянной частотой n (мин-1). Движение подачи – прямолинейное, равномерное с U=10…40 (м/мин) (реже до 120…200 м /мин). Подача на один оборот инструмента Un=1000U/n (мм); подача на один резец Uz=Un/Z (мм). Различие между абсолютной траекторией резания (циклоидой) и окружностью резания мала. Поэтому с погрешностью до ± 3% абсолютную траекторию кончика резца принимают за окружность радиуса R. Разность уровней нефрезерованной и фрезерованной поверхностей составляет глубину фрезерования H (мм). Обычно H=2…4 (мм). a’b – след поверхности резания предыдущего резца; a’d – дуга резания, формируемая в настоящий момент. Угол jвх соответствует точке а’: jвх=arcsin[Uz/(2R)]»0, поэтому за точку входа считают точку а. Точке выхода резца d соответствует jвых=arccos*((R-H)/R). В среднем jвых=15…20°. Номинальная длинна стружки L равна длинне дуги резания ad: L=(pRjвых)/180. Ширина стружки В равна ширине обработки детали.
По направлению подачи заготовки относительно направления вращения инструмента различают встречное и попутное фрезерование. Попутное используют редко из-за большого расхода (в 1,5 – 2 раза) энергии на резание, неконтролируемой самоподачи. Основной вид – цилиндрическое продольное фрезерование со встречной подачей. Движение резания – вращательное, по окружности резания радиуса R(мм),с постоянной частотой n (мин-1). Движение подачи – прямолинейное, равномерное с U=10…40 (м/мин) (реже до 120…200 м /мин). Подача на один оборот инструмента Un=1000U/n (мм); подача на один резец Uz=Un/Z (мм). Различие между абсолютной траекторией резания (циклоидой) и окружностью резания мала. Поэтому с погрешностью до ± 3% абсолютную траекторию кончика резца принимают за окружность радиуса R. Разность уровней нефрезерованной и фрезерованной поверхностей составляет глубину фрезерования H (мм). Обычно H=2…4 (мм). a’b – след поверхности резания предыдущего резца; a’d – дуга резания, формируемая в настоящий момент. Угол jвх соответствует точке а’: jвх=arcsin[Uz/(2R)]»0, поэтому за точку входа считают точку а. Точке выхода резца d соответствует jвых=arccos*((R-H)/R). В среднем jвых=15…20°. Номинальная длинна стружки L равна длинне дуги резания ad: L=(pRjвых)/180. Ширина стружки В равна ширине обработки детали.
Толщина стружки h измеряется по нормали к последующей траектории в данной точке. В точке входа а h»0. h»Uz*sinj, где j - текущий угол поворота резца, считая от вертикали. Максимальная толщина стружки – по радиусу через точку b при j=jвых: hmax=Uzsinjвых. В расчетах используют среднюю толщину стружки hср. Площадь боковой поверхности реальной стружки UzH, фиктивной L*hср, откуда hср=Uz*H/L. Средняя толщина стружки (в середине дуги резания) hсеред= Uz*sin(jвых/2)»hср. Отсюда hmax»2hср.
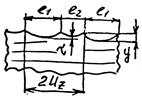 Шероховатость поверхностиопределяется глубиной кинематических неровностей (глубиной неровности разрушения). Глубина кинематических неровностей y=L12/(8R) (мм), где L1 – длинна большей волны на обработанной поверхности(мм) R-радиус резания фрезы (мм). В общем случае L1=Uz+2Rt/Uz, где t=R1-R2 (мм) разность радиусов резания двух зубьев. Если t³критической, поверхность формируется одним резцом, описывающим окружность большего радиуса и l1=Un=1000U/n ; y=Un2/(8R). Тогда критическая величина tкр=уz=1=L12/8R1=Un2/8R1. Неточность t данного инструмента не меняется, меняется U и Un. С увеличением Un растет У. Критическому моменту, когда у=укр=t соответствует критическая длинна волны Lкр=Unкр. Unкр=8Rt; Uкр= (Unкр*n)/1000=0,002n 2R1t. Для снижения кинетических неровностей надо стремиться к тому, чтобы длинна волн L соответствовала Uz, а величина Uz была минимальной. Кинематические неровности определяют шероховатость поверхности только при продольном фрезеровании (обработанная плоскость и направляющие подачи параллельны волокнам) или при продольно – торцевом по волокнам (jв >90°). При поперечном (обработанная плоскость параллельна волнам, а направление подачи перпендикулярно к ним), торцовом (обработанная плоскость и направление подачи перпендикулярны волокнам) и других переходных видах фрезерования шероховатость определяется неровностями разрушения.
Шероховатость поверхностиопределяется глубиной кинематических неровностей (глубиной неровности разрушения). Глубина кинематических неровностей y=L12/(8R) (мм), где L1 – длинна большей волны на обработанной поверхности(мм) R-радиус резания фрезы (мм). В общем случае L1=Uz+2Rt/Uz, где t=R1-R2 (мм) разность радиусов резания двух зубьев. Если t³критической, поверхность формируется одним резцом, описывающим окружность большего радиуса и l1=Un=1000U/n ; y=Un2/(8R). Тогда критическая величина tкр=уz=1=L12/8R1=Un2/8R1. Неточность t данного инструмента не меняется, меняется U и Un. С увеличением Un растет У. Критическому моменту, когда у=укр=t соответствует критическая длинна волны Lкр=Unкр. Unкр=8Rt; Uкр= (Unкр*n)/1000=0,002n 2R1t. Для снижения кинетических неровностей надо стремиться к тому, чтобы длинна волн L соответствовала Uz, а величина Uz была минимальной. Кинематические неровности определяют шероховатость поверхности только при продольном фрезеровании (обработанная плоскость и направляющие подачи параллельны волокнам) или при продольно – торцевом по волокнам (jв >90°). При поперечном (обработанная плоскость параллельна волнам, а направление подачи перпендикулярно к ним), торцовом (обработанная плоскость и направление подачи перпендикулярны волокнам) и других переходных видах фрезерования шероховатость определяется неровностями разрушения.
Глубину неровностей разрушения определяет величина подачи на зуб Uz и углы встречи jв, скоса jс, наклона jн.
 Равнодействующую силового действия резца на древесину раскладывают на касательную Р и нормальную Q силы. Точкой их приложения считают условно вершину резца. Различают мгновенные фактические силы резания Р и нормальную Q, имеющие место в данный момент; средние силы резания Рср – условную постоянную по величине силу, действующую на пути, равном длине стружки, - и нормальную Qср; окружные силы резания Рокр - условную постоянную по величине силу, действующую в течении всего времени оборота фрезы, - и нормальную Qокр. Как и в других процессах нормальные силы вычисляются через касательные с помощью эмпирического переходного множителя m: Q= mР и т.д.
Равнодействующую силового действия резца на древесину раскладывают на касательную Р и нормальную Q силы. Точкой их приложения считают условно вершину резца. Различают мгновенные фактические силы резания Р и нормальную Q, имеющие место в данный момент; средние силы резания Рср – условную постоянную по величине силу, действующую на пути, равном длине стружки, - и нормальную Qср; окружные силы резания Рокр - условную постоянную по величине силу, действующую в течении всего времени оборота фрезы, - и нормальную Qокр. Как и в других процессах нормальные силы вычисляются через касательные с помощью эмпирического переходного множителя m: Q= mР и т.д.
В соответствии с формулой И.А.Тимс Р=КВh, где К- удельная сила резания при фрезеровании (Н/ммª), В- ширина фрезерования (мм), h- толщина стружки (мм). Т.к. h=Uz sinφ, то Р=КВUz sinφ, где φ- угол, определяющий положение резца на окружности резания. Приближенно считают, что при 0≤φ≤ φвых (на длине стружки) К не зависит от φ, а sinφ пропорционален φ, тогда Р≈ А0φ, где А0- коэффициент пропорциональности. Сила Р растёт от Рmax. Работа срезания одной стружки определяется как площадь F1 соответствующего треугольника: А1=0,5Р maxℓ.
Такую же работу за время срезания одной стружки совершает средняя сила резания Рср (площадь прямоугольника F2): Аср=А1ℓ. Отсюда Рср=0,5Р max. Окружная сила Рокр непрерывно действует во время полного оборота фрезы и совершает работу, равную работе фактической силы резания за это же время. работа Рокр (площадь прямоугольника F3): Аокр= Рокр∙2πR. Работа срезания одной стружки Аср=Рср∙ℓ, поэтому работа срезания всеми z ножами по одной стружке, т.е. суммарная работа фактической силы резания за один полный оборот фрезы Аz= Рсрℓz. Поскольку Аокр=Аz, Рокр=Рср∙ℓz/2πR. Силу Рокр определяют как Рокр=Nрез/υ. Nрез=КV1=Кт∙апопр[ВН(U/60)] (Вт), где К- удельная работа фрезерования для заданных условий резания (Дж/см£); V1- номинальный объём стружки, удаляемый с заготовки за 1с (см£/см); Кт- табличная удельная работа фрезерования (Дж/см£); апопр- общий поправочный множитель; В- ширина фрезерования (мм); Н- глубина фрезерования (мм); U/60- путь заготовки за 1с (м).
Цилиндрическое фрезерование вдоль, поперёк волокон и в торец имеет одну и ту же кинематику, но силовые характеристики процессов, стружкообразование и качество обработки поверхности будут разными.
Криволинейное и профильное фрезерование сводят к цилиндрическому (усложнённому).
 Пазовое фрезерование имеет место, если глубина Н>D (для схемы цилиндрического). В этом случае используют инструмент, консольно закрепляемый в станке, с режущими элементами по боковой и торцовой поверхностям. Средняя по плоскости сечения Fс толщина стружки hс= Fс/ℓ=Uz∙2R/πR = 2/π∙Uz≈0,64∙Uz. Одна поверхность реза формируется при встречной, другая при попутной подаче (двухстороннее фрезерование). Нагрузка на инструмент меняется плавно, т.к. дуга контакта большая и толщина стружки плавно меняется от 0 до Uz и снова уменьшается до 0. Nрез= КТ∙апопр∙ВD∙Uбок/60, В- глубина паза (мм).
Пазовое фрезерование имеет место, если глубина Н>D (для схемы цилиндрического). В этом случае используют инструмент, консольно закрепляемый в станке, с режущими элементами по боковой и торцовой поверхностям. Средняя по плоскости сечения Fс толщина стружки hс= Fс/ℓ=Uz∙2R/πR = 2/π∙Uz≈0,64∙Uz. Одна поверхность реза формируется при встречной, другая при попутной подаче (двухстороннее фрезерование). Нагрузка на инструмент меняется плавно, т.к. дуга контакта большая и толщина стружки плавно меняется от 0 до Uz и снова уменьшается до 0. Nрез= КТ∙апопр∙ВD∙Uбок/60, В- глубина паза (мм).
Ножи для фрезерования (ГОСТ 6564-73) изготавливаются двух типов: 1 и 2- без прорезей и с прорезями. Тип 1 (без прорезями): L=30…1610, В=25…45. Тип 2 (с прорезями): L=40…310, В=100,110,125. Ножи – сменный режущий инструмент ножевых головок и валов.
 Ножевая головка для обработки узких профилей крепится на рабочем шпинделе консольно, легко меняется при затуплении ножей. Ножевой вал делается цельным с цапфами для подшипников, при замене ножей его со станка не снимают. На валу (головке) устанавливают 2…12 (реже до 18) ножей. Их крепление центробежно-клиновое. В нерабочем положении нож 2 удерживается клиновой планкой 3, поджимаемой болтом 4. Во время вращения вала центробежные силы, действующие на клин, приводят к возрастанию удерживающих нож сил трения по поверхности корпуса 1 и клина 3. Регулировочные винты 6 с упорной планкой 5 служат для точной установки ножей. Существуют и другие конструкции ножей (пружинные и пр.).
Ножевая головка для обработки узких профилей крепится на рабочем шпинделе консольно, легко меняется при затуплении ножей. Ножевой вал делается цельным с цапфами для подшипников, при замене ножей его со станка не снимают. На валу (головке) устанавливают 2…12 (реже до 18) ножей. Их крепление центробежно-клиновое. В нерабочем положении нож 2 удерживается клиновой планкой 3, поджимаемой болтом 4. Во время вращения вала центробежные силы, действующие на клин, приводят к возрастанию удерживающих нож сил трения по поверхности корпуса 1 и клина 3. Регулировочные винты 6 с упорной планкой 5 служат для точной установки ножей. Существуют и другие конструкции ножей (пружинные и пр.).
Фрезы применяются для плоского и профильного фрезерования, шипорезных операций, выробатки гнёзд и д.р. По способу крепления на станке фрезы делят на насадные и концевые. Насадные центральным отверстием насаживаютяс на рабочий шпиндель станка, а концевые имеют хвостовик для крепления в шпинделе.

 Насадные фрезы подразднляются на цельные, составные и сборные. Цельные изготавливают из одной заготовки легированной стали. Они высокоточные, хорошо уравновешенные. Их можно использывать при высоких частотах вращения, для массовой обработки нормализованных профилей деталей. Цельные фрезы бывают затылованные (с кривой задней гранью зубьев) и незатылованные (с прямой задней гранью). При переточки профиль обработки и углы резания с уменьшением диаметра у затылованных фрез не изменяется. Зубья цельных фрез могут оснащатся пластинками из твёрдого сплава или закалённых инструментальных сталей. По назначению цельные стали делят на цилиндрические (обработка плоских кромок), пазовые (выработка пазов или четверти), прорезные фрезы – крючья (рамные и ящичные типы), фасонные (профильное фрезерование). Составные фрезы составляют из двух и более цельных, для обработки сложных (двусторонних) профилей, имеющих участки,лежащие в плоскости вращения фрезы.
Насадные фрезы подразднляются на цельные, составные и сборные. Цельные изготавливают из одной заготовки легированной стали. Они высокоточные, хорошо уравновешенные. Их можно использывать при высоких частотах вращения, для массовой обработки нормализованных профилей деталей. Цельные фрезы бывают затылованные (с кривой задней гранью зубьев) и незатылованные (с прямой задней гранью). При переточки профиль обработки и углы резания с уменьшением диаметра у затылованных фрез не изменяется. Зубья цельных фрез могут оснащатся пластинками из твёрдого сплава или закалённых инструментальных сталей. По назначению цельные стали делят на цилиндрические (обработка плоских кромок), пазовые (выработка пазов или четверти), прорезные фрезы – крючья (рамные и ящичные типы), фасонные (профильное фрезерование). Составные фрезы составляют из двух и более цельных, для обработки сложных (двусторонних) профилей, имеющих участки,лежащие в плоскости вращения фрезы.
Сборные фрезы имеют корпус из конструкционной стали и вставные сменные ножи из ценной легированной стали, которые могут быть оснащены пластинками из твёрдого сплава (см.выше). Преимущество сборных фрез заключается в сравнительной простоте изготовления сменных профилей, что важно для обработки малых партий деталей различного профиля.
Если у зуба фрезы плоская задняя грань и заточка производится по ней параллельными слоями, то по мере переточек α уменьшается. Заточка по задней грани с сохранением α приводит к уменьшению β и прочности зуба. Поэтому заднюю грань оформляют для постоянства α по архимедовой или логарифмической спирали или по дуге окружности, проведённой из смещённого центра.
Для обеспечения нормальной работы участков контура лезвия зуба, лежат в плоскости вращения фрезы или близко к ней, создают угол бокового зазора косой боковой заточкой затылка зуба тангенциальным поднутрением на 2…3°) или радиальным поднутрением на 30′…1° (как у зубьев строгальной пилы). Это можно показать на примере составной фрезы (вид сзади на предыдущей схеме). Материал Х6ВС и твёрдые сплавы ВК15 или быстрорежущая сталь Р6Н5.
Точение древесины.
 |
Технологическая цель процесса точения – получение деталей с поверхностями тел вращения – цилиндрической, конической или более сложной формы. По направлению подачи относительно оси вращения различают продольное (осевое) и поперечное точение. Поперечное точение классифицируют на радиальное и тангенциальное. Радиальное точение имеет место при подаче резца перпендикулярно оси вращения, по радиусу. Абсолютная траектория точки лезвия резца – архимедова спираль. Толщина стружки h=1000∙U/n=соnst.
 Тангенциальное точение осуществляется при поперечной подаче резца по хорде. Абсолютная траектория – резания спираль с переменным растоянием между витками. Изменение толщины стружки к концу процесса способствует достижения высокого качества обработки.
Тангенциальное точение осуществляется при поперечной подаче резца по хорде. Абсолютная траектория – резания спираль с переменным растоянием между витками. Изменение толщины стружки к концу процесса способствует достижения высокого качества обработки.
При продольном точении заготовка вращается, а резцу предаётся движение ножа вдоль оси вращения. Непрерывная винтовая стружка имеет постоянное сечение. Резцы для предварительного чёрного точения имеют полукруглое лезвие радиусом r =5…35 мм, для чистового – прямолинейное главное лезвие, расположенное под углом φп=40…50° к оси вращения заготовки (главный угол в плане), и вспомогательное лезвие под углом φ1=2…5°. Геометрия резца в главной секущей плоскости n-n: α=10..12°;β=25..40°;Ã=55..40°;δ=35..50°. проекция главного лезвия на плоскость m-m наклонена по отношению к проекции на эту же плоскость радиуса вращения, проведённого к вершине резца под углом ε=3..5° (угол скоса при наклоне главного лезвия).
Размеры стружки h=Un ∙sinφп; В=Н/sinφп, где Н (мм) – глубина точения Н=R1-R2. Резец оставляет на обработанной поверхности кинематические неровности, форма которых в продольном сечении копирует вершину резца. Длина волны ℓ=Un=Uz, глубина волны : для резца, вершина которого не закруглена y = tgφп∙tgφ1/(tgφп +tgφ1); для резца с закруглённой вершиной y≈ Unª/(8∙ r). На практике при черновом точении Un=1,5…2 (мм), при чистовом Un≤0,8 мм.
Силу воздействия S резца на заготовку раскладывают на три составляющие: касательную Р, радиальную R и осевую А. Если ε=0°, то R и А- составляющие нормальной силы Q: R =Q∙cosφп=m∙Р∙cosφп; А=Q∙sinφп=m∙Р∙ sinφп , где m- переходный множитель, зависящий от толщины стружки h.
Мощность резания Nрез=Кт∙апопр∙π∙(Rª1-Rª2)∙U/60 (Вт). Отсюда определяют касательную силу Р=Nрез/υ (Н).
Материал резцов быстрорежущая сталь Р18.
Дата добавления: 2016-03-27; просмотров: 1537;