ПРОИЗВОДСТВА ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ
1. Виды текстильных нитей
2. Основные процессы прядения
3. Ткацкое производство
4. Отделка тканей
5. 1. Виды текстильных нитей
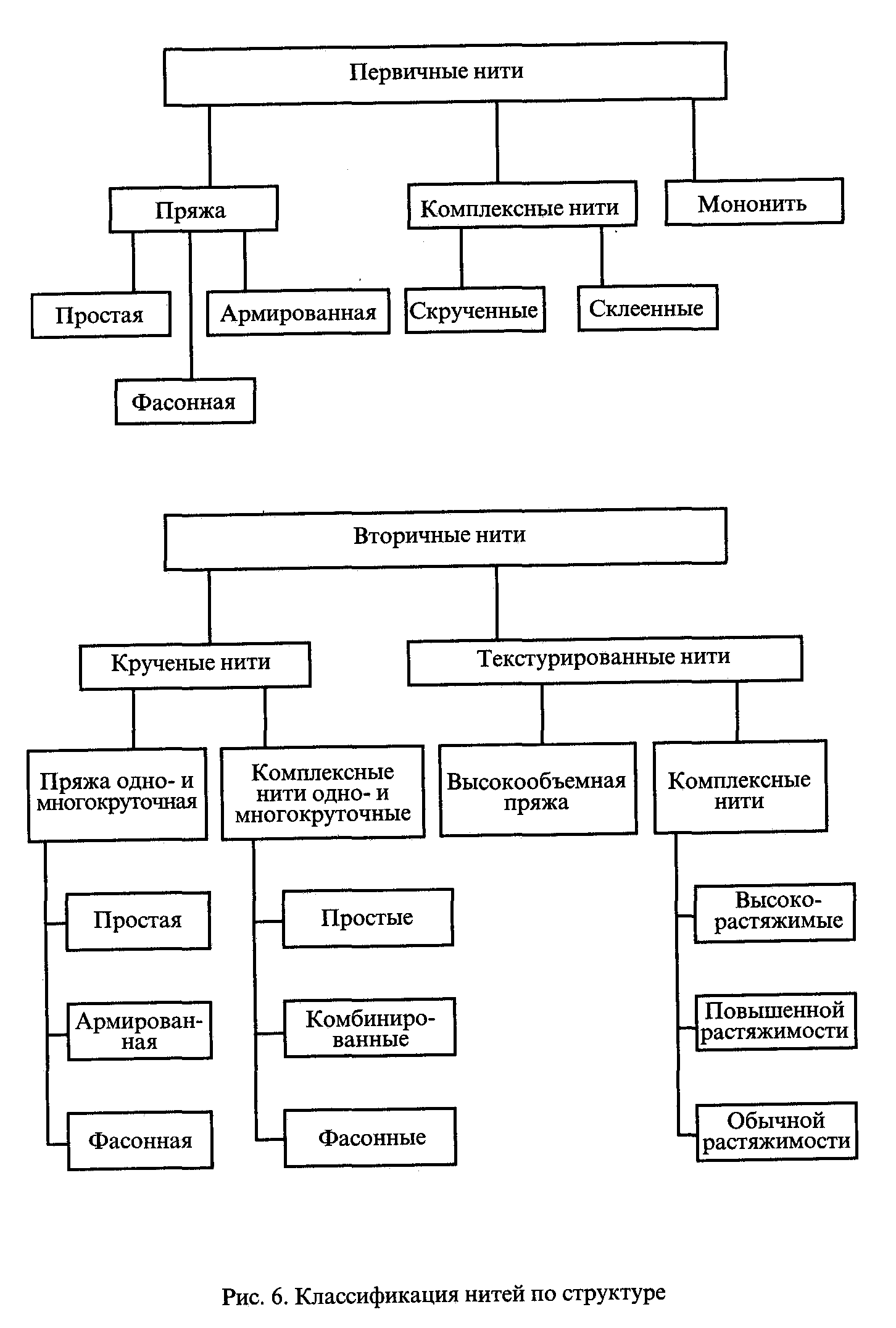
6. Базовым элементом ткани или трикотажного полотна является нить. По структуре текстильные нити делятся на пряжу, комплексные нити и мононити. Эти нити называются первичными (рис. 6).
7. Пряжей называют текстильную нить, состоящую из более или менее распрямленных волокон ограниченной длины, соединенных скручиванием в процессе прядения. Пряжа бывает: простая; фасонная, имеющая на различных участках длины периодически повторяющиеся заметные утонения или утолщения;армированная, состоящая из стержневой нити, обвитой по всей длине волокнами или нитями другого вида.
8. Комплексные нити состоят из некоторого числа продольно сложенных элементарных нитей, соединенных скручиванием (химические нити) или склеиванием (шелк-сырец).
9. Мононитьпредставляет собой одиночную нить, не делящуюся в продольном направлении без разрушения, пригодную для непосредственного использования в производстве текстильных материалов.
10. Переработка первичных нитей позволяет существенно изменить их внешний вид и свойства и получить крученые и текстурированные нити, которые называют вторичными нитями.
11. Крученые нити состоят из нескольких продольно сложенных первичных нитей, соединенных скручиванием в одну. Они имеют большую прочность, чем первичные нити, и большую стабильность других свойств.
12. К крученым нитям относятся крученая пряжа и крученые комплексные нити.
13. Крученная пряжа бывает однокруточная, полученная скручиванием в один прием двух, трех и более пряж одинаковой длины, и многокруточная, полученная в результате двух или более следующих друг за другом процессов скручивания. Так, для получения двукруточной пряжи сначала скручивают часть нитей, а затем, сложив их, скручивают вторично.
14. 
15. В любом из этих случаев можно получить:
16. простую крученую пряжу, если отдельные складываемые нити, подаваемые с одинаковым натяжением, образуют крученую нить однородной структуры по всей ее длине;
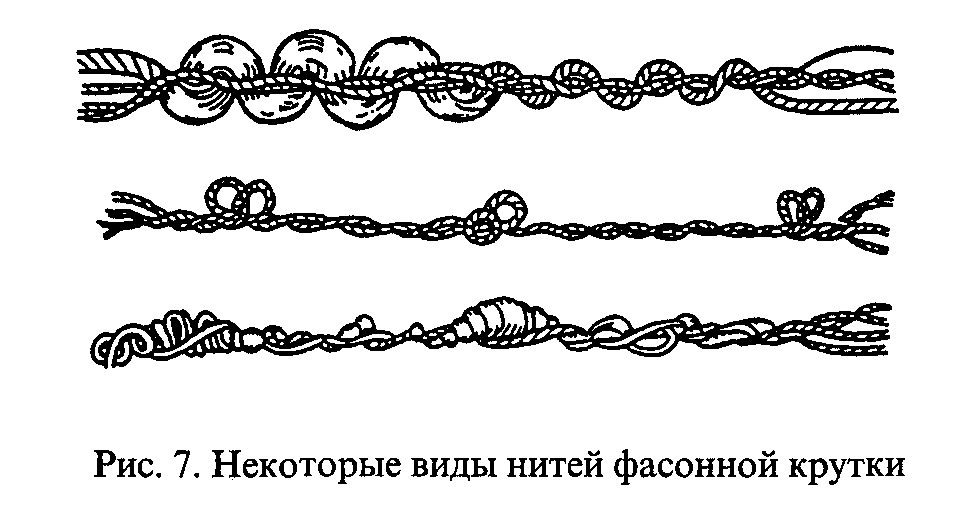
17. фасонную крученую пряжу, состоящую из стержневой нити, обвиваемой нагонной (или эффектной) нитью, имеющей большую длину, чем стержневая. Последняя образует на пряже спирали, узелки разнообразных форм и размеров, кольцеобразные петли и др. (рис. 7). Фиксация на стержневой нити петель, узелков и других эффектов осуществляется закрепительной нитью, подаваемой в зону кручения со скоростью стержневой нити. Применение нитей фасонной крутки позволяет получать ткани с красивым вне шним эффектом;
18. армированную, имеющую сердечник (одиночная пряжа, крученая пряжа, комплексная нить и др.), обволакиваемый разными волокнами (хлопком, шерстью, льном, разными химическими волокнами) или нитями, прочно соединенными с сердечником благодаря скручиванию.
19. 
20. Крученые комплексные нити аналогично крученой пряже бывают одно- и многокруточные. При этом можно получить простые комплексные крученые нити, фасонные и комбинированные.
21. По степени крутки различают крученые нити слабой или пологой крутки (до 230 кр./м), используемые в ткачестве как уточные нити; нити средней крутки — муслин (230—900 кр./м), применяемые в качестве основных при выработке тканей; высокой, или креповой, крутки — креп (до 2500 кр./м), которые чаще всего вырабатывают из шелка-сырца или химических комплексных нитей. Ткани из креповых нитей имеют красивую мелкозернистую матовую поверхность, т.е. обладают креповым эффектом. Кроме того, такие ткани более жесткие и упругие, что снижает их сминаемость.
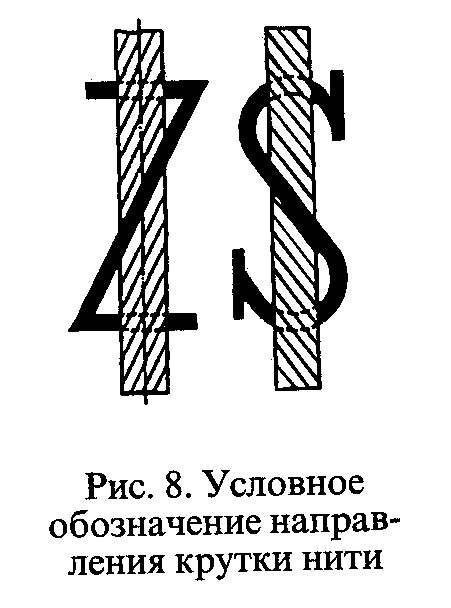
22. По направлению крутки, которое характеризует направление витков скрученной нити, различают нити правой крутки (обозначение Z) и нити левой крутки (обозначение S рис. 8).
23. На свойства крученой пряжи и комплексных нитей большое влияние оказывает сочетание направления крутки первичной нити с направлением последующих круток. Наилучшие свойства имеют крученые нити, в которых направления первичной крутки и последующих круток не совпадают (Z/S или S/Z). При окончательной крутке в направлении, обратном первичному, составляющие нити раскручиваются до того момента, пока не оказываются закрепленными нитками повторной крутки. Благодаря этому они образуют плотную нить округлой формы, равно мерную по толщине. В результате крученая нить получает большую прочность, а изделия из нее — большую износостойкость.
24. Текстурированными называют нити, внешний вид, структура и свойства которых изменены путем физико-механических, физико-химических и других обработок. Нити имеют увеличенный объем, рыхлую структуру, повышенную пористость и растяжимость. Эти особенности являются следствием повышенной извитости элементов их структуры. К текстурированным нитям относятся текстурированная (высокообъемная) пряжа и текстурированные комплексные нити.
25. Высокообъемная пряжа с повышенной растяжимостью (30% и более) получается из синтетических разноусадочных штапельных волокон. Высокоусадочные волокна, сильно растянутые в процессе изготовления, укорачиваются при обработке паром и благодаря трению сообщают низкоусадочным волокнам волнообразную извитость, увеличивающую пористость, толщину и объем пряжи.
26. Однако высокообъемная пряжа находит меньшее применение в промышленности, чем текстурированные комплексные нити. Можно вы делить три основных способа производства текстурированных нитей.
27. Первый способ, термомеханический, заключается в придании гладким комплексным синтетическим нитям извитости путем интенсивного скручивания, фиксации крутки с помощью тепловой об работки с последующим раскручиванием. Таким образом, получают высокорастяжимые нити. Нити, полученные этим способом из капроновых комплексных нитей, называют эластиком. Большая обратимая растяжимость эластика позволяет вырабатывать изделия, которые должны хорошо облегать тело человека (носки, купальные костюмы и т.д.). Тектурированные нити из полиамидных комплексных нитей называют мероном, из полиэфирных — меланом.
28. Второй способ, способ физической модификации, — придание гладким термопластичным комплексным нитям зигзагообразной извитости, рыхлости путем прессования (гофрирования) их в специальных камерах с последующей термообработкой. Полученные таким образом нити относят к нитям повышенной растяжимости.
29. 
30. Текстурированную нить, полученную гофрированием, называют гофроном. Ее используют при производстве трикотажных полотен для верхней одежды, разнообразных платьевых и костюмных тканей.
31. Третий способ, аэродинамический,— придание рыхлости и распушенности химическим нитям любого вида путем воздействия на них в ненатянутом состоянии турбулентного воздушного потока. Так получают нити обычной растяжимости. Этим способом можно получить комбинированные и фасонные текстурированные нити из первичных нитей разных видов. Такие нити, полученные из полиамидных, носят название аэрон. Их используют для производства платьево-костюмных и сорочечных тканей высокого качества.
32. По волокнистому составу различают нити однородные, смешанные, неоднородные, смешанно-неоднородньие и комбинированные.
33. Однородными бывают: пряжа, состоящая из волокон одного вида (хлопка, льна, шерсти, шелка, химических волокон); комплексные нити, состоящие из элементарных нитей одного вида; мононити; крученые нити (крученая хлопчатобумажная пряжа, крученая вискозная нить и др.); текстурированные нити (эластик из капроновой нити, мелан из лавсановой нити).
34. Смешанной бывает пряжа, состоящая из смеси волокон разного происхождения, равномерно распределенных по всему поперечному сечению вдоль пряжи (например, из смеси хлопкового и лавсанового волокна, шерсти и капронового волокна и др.).
35. Крученые нити бывают неоднородные, содержащие однородные нити разного вида (например, шерстяная пряжа, скрученная с капроновой комплексной нитью), и смешанно-неоднородные (например, полушерстяная пряжа из смеси хлопка и шерсти, скрученная с капроновой комплексной нитью).
36. Комбинированными бывают текстурированные нити, содержащие разные виды текстурированных нитей и обычные химические комплексные нити (например, комбинированная текстурированная нить такон состоит из ацетатной текстурированной, скрученной с обычной капроновой комплексной нитью).
37. По отделке и окраске текстильные нити бывают: суровые — без отделки; отбеленные; гладкокрашеные; кислованные; отваренные; меланжевые — из смеси цветных волокон; мулированные — из двух и более разноцветных волокон; блестящие, матированные. Отделка и окраска текстильных нитей зависит от их волокнистого состава и структуры.
38. 2. ОСНОВНЫЕ ПРОЦЕССЫ ПРЯДЕНИЯ
39. Волокнистая масса натуральных волокон после сбора и первичной обработки поступает на прядильную фабрику. Здесь из относительно коротких волокон вырабатывают непрерывную прочную нить — пряжу. Этот процесс называют прядением. Вместе с натуральными волокнами на прядильных производствах перерабатывают и штапельные химические волокна.
40. Сырьем для прядения являются текстильные волокна: хлопок, лубяные (главным образом лен), шерсть, отходы шелкомотания и шелководства и различные химические волокна.
41. Процесс прядильного производства можно разделить на три этапа:
42. подготовка волокнистой массы и формирование из нее ленты;
43. подготовка ленты к прядению;
44. прядение.
45. Первый этап включает в себя разрыхление, смешивание, трепание, чесание.
46. При разрыхлении плотно спрессованная масса волокон разделяется на мелкие клочки для лучшего перемешивания и очистки волокнистой массы от сорных примесей.
47. Разрыхленные волокна из различных партий смешивают между собой, чтобы получить большие однородные по свойствам партии сырья. Отдельные партии хлопка, шерсти и других волокон различаются по длине, толщине, влажности и другим свойствам. Поэтому обычно смешивают несколько партий волокон, после чего они поступают на трепание.
48. Трепание обеспечивает дальнейшее разрыхление и интенсивную очистку массы волокон от сорных примесей.
49. Разрыхление и трепание хлопка производят на разрыхлительно трепальных агрегатах. В результате обработки получают рыхлую волокнистую массу (холст).
50. Чтобы разъединить мелкие клочки и пучки волокнистой массы на отдельные волокна, производят чесание холста. Удаляют оставшиеся после разрыхления и трепания мелкие цепкие примеси. При чесании также формируют из тонкого слоя прочесанных волокон ленту или ровницу. Чесание осуществляют на кардочесальных машинах, в которых хлопок проходит между кардолентами, покрытыми тонкими острыми металлическими иглами. Тонкий прочесанный слой волокон (ватка) при выходе из машины пропускается через воронку и преобразуется в ленту, представляющую собой жгут волокон.
51. Второй этап состоит в подготовке ленты к прядению и предпрядении. Подготовка складывается из двух процессов. Сначала ленты складывают, выравнивания их по толщине. Затем сложенные ленты вытягивают, при этом лента утоняется, волокна распрямляются. Выравнивают и вытягивают ленты на ленточных машинах, соединяя несколько лент в одну и равномерно ее вытягивая. Ленточные машины снабжены несколькими вращающимися с возрастающей часто той парами валиков, проходя между которыми лента постепенно утоняется и волокна в ней ориентируются по направлению движения для получения смешанной пряжи соединяют ленты разного волокнистого состава. Обработка может производиться последовательно на нескольких машинах для получения все более тонкой ленты. Широкое применение имеют ленточные машины высокой вытяжки, за меняющие несколько ленточных машин.
52. Предпрядение представляет собой постепенное вытягивание ленты в ровницу, осуществляемое на ровничных машинах. Оно включает в себя окончательное вытягивание ровницы до нужной толщины, скручивание ее в пряжу и намотку пряжи на паковку заданной формы и размеров.
53. Третий этап — прядение, при котором происходят окончательное утонение продукта и его скручивание, т. е. превращение ровницы в пряжу, а также ее намотка на паковку заданной формы и размеров.
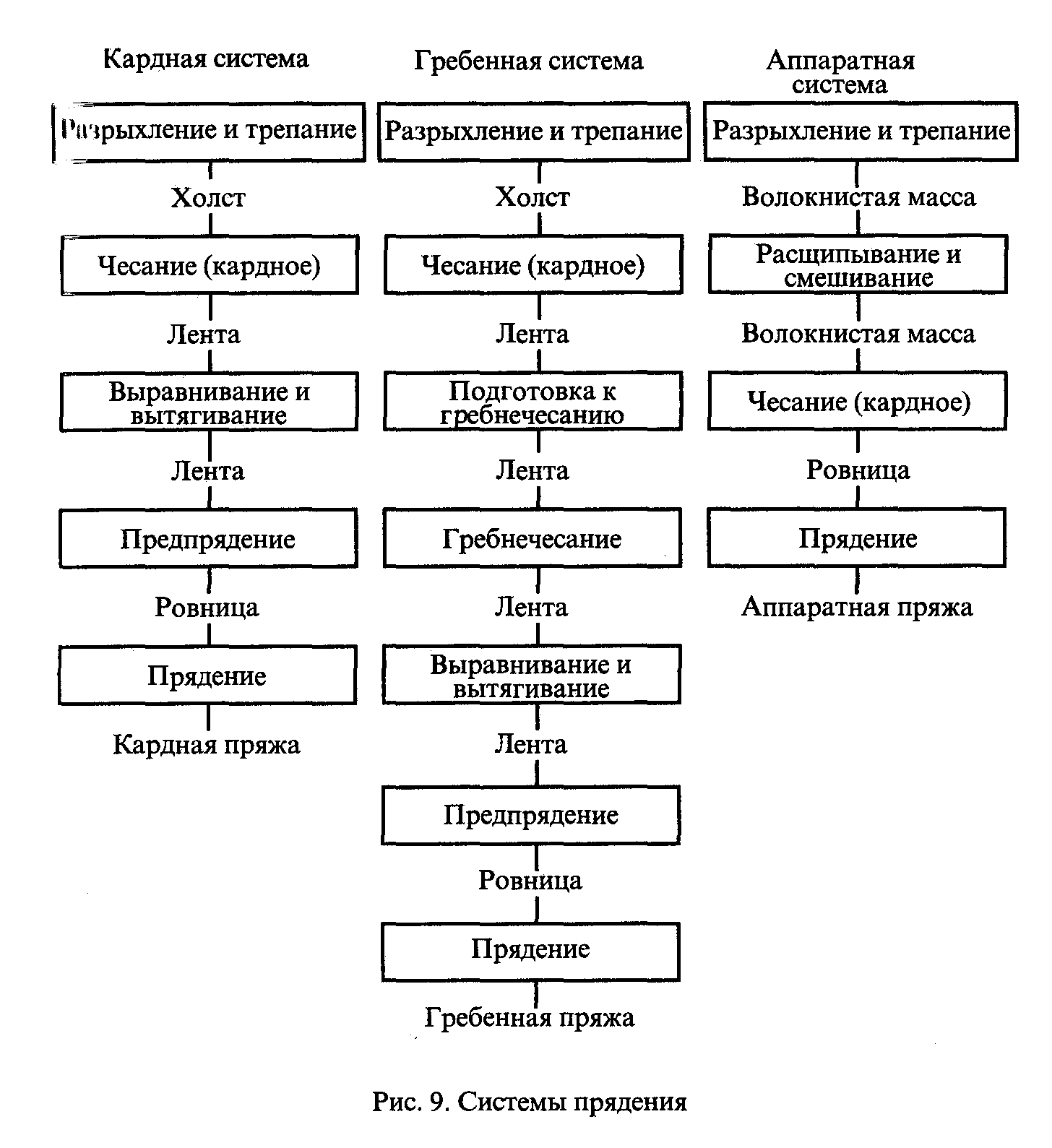
54. Системой прядения называется совокупность процессов и машин, с помощью которых волокнистая масса перерабатывается в пряжу. Известные системы прядения отличаются друг от друга главным образом способами осуществления двух основных процессов: чесания волокнистой массы и утонения продукта (рис. 9).
55. Кардная система прядения — самая распространенная. Чесание волокон здесь осуществляется на кардочесальных машинах. Снимаемый с этих машин тонкий слой волокон формируется в ленту. Затем ленту утоняют путем вытягивания в вытяжных приборах последующих машин. По этой системе получают пряжу линейной плотности 15—84 текс из средневолокнистого хлопка, а также из химических и коротких льняных волокон.
56. Пряжа, получаемая по этой системе из окрашенных в один или разные цвета волокон (за исключением льняных), называется меланжевой.
57. Кардная пряжа довольно равномерна, имеет среднюю чистоту, но недостаточную гладкость.
58. Кардную пряжу используют при выработке тканей, трикотажных полотен, прошивных нетканых полотен, некоторых видов лент, тесьмы, шнуров, кружева.
59. Гребенная система прядения помимо операций кардного способа предусматривает дополнительное расчесывание волокон на гребнечесальных машинах. Утонение полученной ленты осуществляется, как и в кардной системе, путем ее вытягивания на последующих машинах. По этой системе получают пряжу более прочную, гладкую, чистую и тонкую для прядения используют тонковолокнистый хлопок, лен, тонкую длинную шерсть. Из гребенной пряжи вырабатывают изделия наиболее высокого качества. Однако использование гребенной системы прядения ведет к удорожанию пряжи.
60. Как и две предыдущие, аппаратная система прядения включает в себя чесание на кардочесальных машинах, но в отличие от указанных выше систем здесь нет формирования ленты, а волокнистая масса превращается в ровницу. Последняя поступает сразу на прядильную машину. Следовательно, это наиболее короткая и экономичная система прядения. Волокна в пряже мало распрямлены и мало ориентированы вдоль нити, поэтому пряжа получается рыхлой, ворсистой, пушистой. Аппаратную систему применяют при переработке массы неоднородных и сравнительно коротких волокон: хлопка низких сортов, отходов кардного и гребенного прядения хлопка, для выработки толстой пряжи. Эта система прядения широко применяется в шерстопрядении для выработки пряжи большой линейной плотности (160—500 текс) из короткой и неоднородной грубой шерсти в смеси с отходами гребенного прядения, хлоп ком и химическими волокнами, а также из ценной однородной по свойствам тонкой шерсти. В аппаратном прядении очень распространены смеси волокон.
61. 
62. Для прядения льна характерны свои особенности. Если другие волокна прядут в сухом состоянии, то волокна льна могут перерабатываться как сухим, так и мокрым способом. При мокром способе для получения тонкой и плотной пряжи ровницу пропускают через ванны с горячей водой, размягчающей пектиновые вещества и облегчающей процесс вытягивания ленты. Различают две системы прядения льна: льняную и очесочную. По льняной системе перерабатываются длинные волокна. Их свободно висящие пучки прочесывают на льночесальных машинах. При этом длинные технические волокна дробятся на все более тон кие, которые затем соединяются в пряжу, а короткие вычесанные волокна льна отсоединяются для переработки по очесочной системе. Полученная при этом очесочная пряжа обычно толстая и неравномерная.
63. Отходы, появляющиеся при размотке коконов тутового шелкопряда, перерабатьтвают в пряжу гребенным, аппаратным и очесочным способами. Из коротких волокон натурального шелка вырабатывается самая тонкая пряжа — пряжа линейной плотности 5 текс.
64. 3. ТКАЦКОЕ ПРОИЗВОДСТВО
65. Тканьюназывают текстильное полотно, образованное переплетением двух взаимно перпендикулярных систем нитей на ткацком станке. Процесс образования ткани называют ткачеством.
66. Систему нитей, расположенную вдоль ткани, называют основой, систему нитей, расположенную поперек ткани,— утком.
67. Выработку ткани проводят в три этапа:
68. подготовка основы и утка;
69. изготовление ткани на ткацком станке;
70. разбраковка изготовленной ткани.
71. На первом этапе нити основы и нити утка подготавливают к процессу ткачества. Подготовка заключается в перемотке поступивших с прядильного производства нитей в паковки, удобные для заправки в ткацкий станок.
72. Подготовка основы состоит из следующих операций: перематывание, снование, шлихтование и пробирание отдельных нитей в детали ткацкого станка.
73. Перематывание нитей основы с прядильных початков или мот ков на бобины цилиндрической или конической формы проводят на мотальных машинах. При этом получают паковки нитей большой длины, очищают нити от посторонних примесей и ликвидируют слабые места нитей. Так как перематывание проводят с определенным натяжением нитей, в слабых местах они обрываются. Оборванные концы нитей связывают специальным ткацким узлом. На современных мотальных машинах, в которых скорость перематывания достигает 1200 м/мин, связывание оборванных концов выполняется автоматически. После перематывания нити основы, намотанные на большие бобины, поступают на снование.
74. Снование заключается в том, что нити основы с большого числа бобин (до 600 и более) наматывают параллельно друг другу с одинаковым натяжением на одну большую катушку с фланцами. Эта катушка называется сновальным валом. Все нити основы, намотанные на сновальный вал, должны иметь одинаковую длину. Операцию снования проводят на специальной сновальной машине. Скорость снования 800 м/мин. Нити основы со сновального вала подаются на шлихтование.
75. Шлихтованием называют проклеивание нитей основы специальным клеющим веществом — шлихтой. Шлихтование придает нитям гладкость, прочность. Это крайне важно для того, чтобы предотвратить обрывы нитей основы в процессе ткачества от истирания о детали ткацкого станка.
76. Шлихта варится и затем подается в шлихтовальную машину. Рецептура шлихты включает в себя клеящие, смягчающие, антисептические вещества, а также смачиватели — вещества, придающие нитям гигроскопичность. Рецептура шлихты может меняться в зависимости от вида ткани.
77. Нити основы, проходя под натяжением через шлихтовальную машину, обрабатываются шлихтой, отжимаются, высушиваются, разделяются и, располагаясь параллельно и на равном расстоянии друг от друга, наматываются на вал, который называют ткацким навоем. Скорость движения основы в шлихтовальной машине от 12 до 75 м/мин. Ткацкие станки для выработки тканей разного назначения и волокнистого состава имеют разную ширину. Поэтому на шлихтовальную машину устанавливают ткацкий навой соответствующей ширины.
78. Прежде чем ткацкий навой установить на ткацкий станок, не обходимо выполнить проборку и привязку основы. Проборкой, или пробиранием, основы называют операцию, при которой каждую нить навоя необходимо продеть в определенном порядке через де тали ткацкого станка: ламели, глазки галев и зубья берда.
79. Ламель — тонкая металлическая пластина с круглым отверстием, в которое продевается нить основы. Ламели служат для автоматического останова ткацкого станка при обрыве нити основы. Число ламелей равно числу нитей основы в навое и, соответственно, числу нитей в основе ткани.
80. Ремизная рамка, или ремизка, располагается по всей ширине ткацкого станка. Она состоит из двух горизонтальных планок, размещенных одна под другой. Между планками вертикально закреп лены галева с глазком посередине каждой из них. Через глазки галев продевают нити основы — по одной через каждый глазок. Ремизные рамки обеспечивают образование зева для прокладывания уточной нити. Число ремизных рам зависит от вида переплетения ткани и колеблется от 2 до 32. Число галев соответствует числу нитей основы в навое, но порядок проборки нитей в глазки галев зависит от переплетения ткани.
81. Бердо также идет во всю ширину ткацкого станка и состоит из плоских металлических пластин, закрепленных вертикально на двух планках. Металлические пластины называют зубьями берда. Бердо служит для прибивания вновь проложенной уточной нити к предыдущей, а также для обеспечения равномерного параллельного рас положения нитей основы во время ткачества. Каждая нить основы последовательно пробирается между зубьями берда.
82. Работу по пробиранию нитей основы в отверстия ламелей, глазки галев и между зубьями берда проводят на специальном пробор ном станке. Проборку выполняют вручную два работника. Пода вальщик подает последовательно, одну за другой нити основы, а проборщик специальным крючком протягивает через детали ткацкого станка все нити от первой до последней. При такой организации пробирают 1000—2000 нитей в час.
83. Пробирание проводят при перезаправке ткацкого станка для выработки ткани нового вида или при замене изношенных деталей ткацкого станка. Если же на ткацком станке будет вырабатываться та же самая ткань, то пробирание не проводят, а привязывают (присучивают) к концам старой основы концы новой основы с навоя. При привязке концов основы пользуются узловязальными маши нами со скоростью вязания более 5000 узлов в час. Для пуска ткацкого станка связанные узлы осторожно протаскивают через отвер стия ламелей, глазки галев, зубья берда.
84. Существуют и используются автоматические станки для проборки нитей основы.
85. Подготовка утка к ткачеству — более простой процесс, заключающийся в перемотке нитей на специальные деревянные челночные шпули и увлажнении нитей.
86. Перематывание на челночные шпули необходимо, если ткачество будет осуществляться на челночных ткацких станках. Эту операцию выполняют на уточно-мотальных автоматах со скоростью 300 м/мин.
87. Увлажнение нитей проводят для того, чтобы во время прокладывания уточной нити с челночной шпули не сматывалось одно временно несколько витков нити, что привело бы к образованию дефектов на ткани. Увлажнение нитей разного волокнистого состава проводят по-разному. Хлопчатобумажную и льняную пряжу выдерживают в помещениях с повышенной влажностью, шерстяную пряжу запаривают, а шелковые и химические нити эмульсируют.
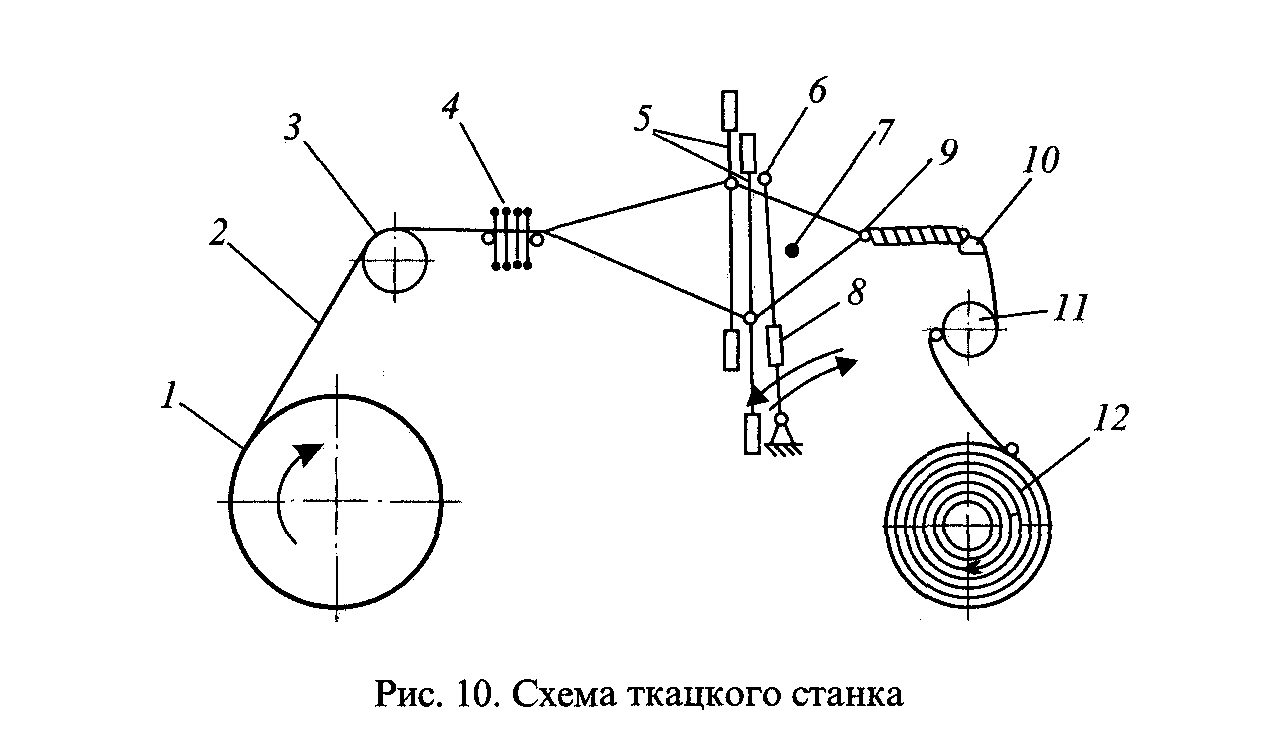
88. На втором этапе осуществляют изготовление ткани на ткацком станке. С ткацкого навоя 1 (рис. 10) нити основы 2 огибают скало З, проходят ламели 4, глазки галев 5 и зубья берда б. При попеременном подъеме и опускании ремизных рам с галевами 5 нити основы образуют зев, в который прокладывается уточная нить 7.
89. Бердо 6 благодаря качательному движению батанного механизма 8 при движении вправо прибивает уточную нить к опушке ткани 9 и отходит в левое положение. Полученная ткань, огибая грудницу10 и вальян 11, перемещается товарным регулятором и наматывается на товарный валик 12. Таким образом основа, сматываясь с ткацкого навоя, все время находится в натянутом состоянии.
90. Плотность ткани по утку изменяется товарным регулятором: с увеличением скорости наматывания ткани на товарный валик уменьшается плотность ткани.
91. При выработке ткани простейшего полотняного переплетения, в котором основные и уточные нити чередуются через одну (ситцы, бязи), необходимо иметь две ремизки. В одну продеваются все четные нити, а в другую — все нечетные. При работе ткацкого станка одна ремизка поднимается, а другая опускается. При этом все нити основы раздвигаются, образуя ткацкий зев. В этом пространстве под ударами погонялки пролетает челнок с уточной шпулей. Во время пролета челнока со шпули слетает уточная нить, которая остается лежать в зеве между нитями основы. Ба тан совершает качательное движение и с помощью берда прибивает проложенную уточную нить к опушке ткани. После этого ремизки меняют свое положение: верхняя опускается вниз, а нижняя поднимается вверх. При этом образуется новый ткацкий зев, через который челнок пролетает в обратном направлении. Так прокладывается новая уточная нить, которая прибивается бердом. Основа медленно разматывается с навоя, полученная ткань наматывается на товарный валик. Все многочисленные и много образные движения рабочих органов ткацкого станка синхронизированы.
92. 
93. В зависимости от степени сложности ткацкого переплетения используют различные конструкции ремизоподъемного механизма: эксцентриковый механизм, ремизоподъемная каретка и ремизо-подъемный механизм жаккардовой машины. На эксцентриковых станках вырабатывают ткани только полотняного переплетения. Ткани с мелкими рисунками вырабатывают на станках с ремизо-подъемными каретками (до 32 ремизок), ткани крупноузорчатых переплетений — на жаккардовых машинах.
94. По способу прокладывания уточной нити ткацкие станки делятся на челночные и бесчелночные. На челночных станках уточная нить прокладывается челноком. Он представляет собой деревянную коробку с заостренными концами, на которых имеются металлические наконечники. В полость челнока вставляется шпуля с пряжей, конец которой выводится через отверстие, расположенное в боковой стенке челнока. для прокладывания уточной нити специальный боевой механизм сильным ударом по металлическому мыску челнока заставляет его пролететь из челночной коробки, рас положенной с одной стороны станка, в челночную коробку, находящуюся на противоположной стороне, оставляя в зеве уточную пить. На станке за одну минуту прокладывается 220 уточин, а чел нок пролетает через зев за 0,3 с.
95. При выработке ткани очень широко используют челночные станки с автоматической сменой шпули. Кроме них все большее применение находят бесчелночные ткацкие станки, в которых уточную нить прокладывают не челноком, а с помощью других рабочих органов. Существуют бесчелночные станки с малогабаритными прокладчиками утка, рапирные, сопловые, пневморапирные.
96. Наиболее распространенными из них являются станки СТБ с малогабаритными прокладчиками утка. На таких станках уточная нить с больших конических бобин прокладывается прокладчиками нити. Каждый прокладчик представляет собой маленькую пластину с зажимом для нити. Прокладчик захватывает конец обрезанной уточной нити и перемещается в зону боевого механизма. Под действием этого механизма прокладчик перемещается в ткацком зеве слева направо. После прокладывания уточная нить обрезается, а ее конец захватывается следующим прокладчиком. После прокладывания уточной нити прокладчик сбрасывается на специальный транспортер и переносится на левую сторону станка. На одном станке бывает от 11 до 17 прокладчиков. Концы срезанных уточных нитей длиной 1,5 см загибаются и зарабатываются в ткань в следующем зеве, образуя прочную кромку с двойной плотностью. Машины СТБ позволяют вырабатывать ткани большой ширины, что затруднительно в челночных станках.
97. достоинства бесчелночного ткачества заключаются в резком повышении производительности труда, снижении обрывности нитей, а также в уменьшении уровня шума в ткацком производстве.
98. Выработку ворсовых тканей производят на ворсовых станках — уточноворсовых и двухполотных саморезных ворсовых. Ткани махровых структур производят на кареточных и жаккардовых станках с двумя навоями (для грунта и для петель). Изготавливают трико ткани, в которых узкие полоски ткани чередуются с трикотажным полотном, образованным из уточных нитей. Полосы ткани и трикотажа располагаются поперек полотна.
99. Разбраковка изготовленных тканей проводится на заключительном этапе их производства. При этом измеряют длину суровых (не отделанных) тканей на мерильных машинах, проводят чистку и стрижку тканей, осуществляют контроль качества на браковочных машинах, выявляя пороки ткачества. В завершение проводят укладку тканей на складильных машинах.
100. Все заключительные операции проводятся на поточных линиях, где суровая ткань, сшитая из отдельных кусков, движется непрерывным потоком.
Натуральный шелк
Очистка и подготовканатурального шелка осуществляется в следующем порядке: приемка и разбраковка, опаливание, отваривание, беление, оживление отбеленных тканей.
При приемке и разбраковке, как и для тканей другого волокнистого состава, выявляют пороки ткачества и удаляют их. Затем ткань стачивают в ленты по шесть—восемь кусков.
Опаливанию подвергают ткани из шелковой пряжи и полушелковые ткани, содержащие хлопчатобумажную пряжу. Опаливание проводят на газоопаливающих машинах.
Отваривание осуществляют для того, чтобы удалить серицин, красящие и жировые вещества. Суровье отваривают в мыльно-содовом растворе в течение 1,5—3 ч при температуре 95—98°С. Иногда ткани отваривают второй раз в течение 30—45 мин в менее кон центрированном растворе мыла для полного удаления серицина. После отваривания ткань тщательно промывают. Она становится значительно мягче, приобретает ровный белый цвет с кремовым оттенком и в дальнейшем легко и ровно окрашивается.
Те ткани, которые в конечном виде должны быть белыми, подвергаются белению. Ткань выдерживают в 3%-м растворе пероксида водорода при температуре 70—75°С в течение 8—12 ч. После беления ткань промывают сначала теплой, а потом холодной водой.
Сразу после беления проводят оживление ткани, т. е. обрабатывают ее раствором уксусной кислоты при температуре 30—35°С в течение 15—30 мин. для тех тканей, которые выпускают окрашенными, оживление проводят после крашения.
Крашение тканей из натурального шелка выполняют прямыми, кубовыми или активными красителями. Активные красители наиболее предпочтительны, так как сообщают тканям особенно яркую и стойкую окраску.
Печатание тканей проводят на машинах с сетчатыми плоскими шаблонами. Используют и машины с цилиндрическими сетчатыми шаблонами, через которые краситель продавливается специальными круглыми щетками. Может быть использован также аэрографический способ. При печатании этим способом на ткань накладывают картонный шаблон с вырезами в виде определенного рисунка. С помощью пульверизатора через вырезы в шаблоне на ткань наносят краситель. Меняя положение пульверизатора и время обработки, получают окраску любой интенсивности. Аэрографным способом печатания можно создавать рисунки с плавными переходами от одного тона к другому. После снятия трафарета ткани сушат и промывают.
После печатания окрашенную ткань оживляют. Эта операция придает тканям сочность окраски, блеск, характерный хруст.
Заключительная отделка тканей из натурального шелка зависит от их структуры. Креповые ткани из натурального шелка при заключительной отделке обрабатывают 1%-м раствором уксусной кислоты, а затем высушивают на игольчатой ширильно-усадочной машине. В результате повышается их мягкость и эластичность.
Ткани из шелковой пряжи вторично опаливают, разглаживают на каландре, аппретируют и вновь разглаживают, расправляют на уточно-расправительных машинах.
При заключительной отделке ворсовых тканей выполняют следующие операции: поднятие ворса путем выколачивания ткани с изнаночной стороны на отколоточной машине; стрижку на стригальной машине для выравнивания высоты ворса; аппретирование (аппрет наносится только с изнанки). Затем ткань пропускают через игольчатую сушильно-ширильную машину.
Дата добавления: 2016-03-22; просмотров: 3221;