Процесс накопления погрешностей обработки на вертикальном МЦС с ЧПУ
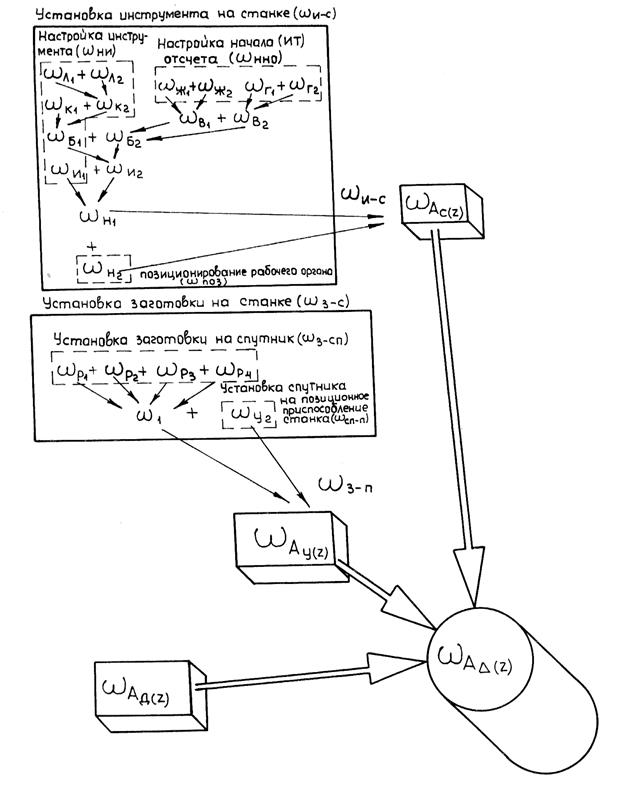
Процесс накопления погрешностей при обработке детали на вертикальном МЦС с ЧПУ можно условно представить схемой (рис 10.1). Из приведенной схемы накопления погрешностей следует, что в структуре погрешности размера статической настройки  Aс(z) можно выделить три группы составляющих:
Aс(z) можно выделить три группы составляющих:
1). Погрешность настройки начала (ИТ) отсчета - нно;
2). Погрешность настройки инструмента - ни;
3). Погрешность позиционирования рабочего органа - поз.
В структуре погрешности размера установки Aу(z) имеют место две группы составляющих:
1). Погрешность установки заготовки на спутник - з-сп;
2). Погрешность установки спутника на позиционное приспособление - сп-п.
Суммарная ожидаемая погрешность AD(z) равна:


 A
A  (z) = Aу(z) + Aс(z) + Aд(z),
(z) = Aу(z) + Aс(z) + Aд(z),
 где: A (z ), Aу(z), Aс(z), Aд(z) - соответственно погрешности размеров детали, установки, статистической и динамической настройки по координате Z.
где: A (z ), Aу(z), Aс(z), Aд(z) - соответственно погрешности размеров детали, установки, статистической и динамической настройки по координате Z.
Учитывая вероятностный характер появления указанных выше погрешностей, можем записать:
(1)
|
Рис. 10.1. Схема накопления погрешностей обработки по размеру А (Z).
Поскольку все составляющие погрешности являются случайными величинами, то для определения суммарных погрешностей Aу(z) и Aс(z) их надо суммировать вероятностным способом:
(2)
 (3)
(3)
Физический смысл составляющих погрешностей Aу(z) и Aс(z) приведен в таблице 10.1.
Таблица 10.1.
Физический смысл составляющих погрешностей Aу(z) и Aс(z).
| № n/n | Обозначение погрешности | Физический смысл погрешности |
| Р1
| Погрешность (допуск) изготовления спутника ( СП)
| |
| Р2
| Погрешность установки (базирования и закрепления)
адаптера на спутник ( А-СП)
| |
| Р3
| Погрешность (допуск) изготовления адаптера ( А)
| |
| Р4
| Погрешность установки заготовки на адаптер ( З-А)
| |
| У2
| Погрешность установки спутника на позиционное приспособление ( СП-П)
| |
| Л1
| Погрешность совмещения имитатора торца шпинделя на приборе для настройки с оптическим перекрестием окуляра | |
| Л2
| Погрешность прибора для настройки инструмента | |
| К1
| Погрешность настройки вылета (длины) инструмента | |
| Ж1
| Погрешность, характеризующая возможное смещение концевых оправок в продольном (осевом) направлении при установке в гнездо шпинделя | |
| Ж2
| Погрешность, характеризующая возможное смещение концевых оправок, установленных в гнездо шпинделя, при их зажиме | |
| Г1
| Погрешность установки инструмента по щупу | |
| Г2
| Погрешность (допуск) изготовления эталона | |
| И1
| Погрешность установки рабочего органа по настраиваемой координате (Z) | |
| Н2
| Погрешность позиционирования по координате Z |
Дата добавления: 2016-03-20; просмотров: 982;