Фрезерные станки с верхним расположением шпинделя.
Станки данной группы предназначены для плоскостного и фигурного фрезерования брусковых и щитовых деталей по копирам и с ЧПУ.
При работе станков данной группы осуществляется ручная подача. Для механизации подачи при фрезерно-копировальных работах созданы фрезерные станки с карусельным столом или кареткой.
Во фрезерных станках с карусельным столом (рис. 7.3.а) используется проходная схема обработки, они исполняются с одной или двумя ножевыми головками. На станках можно обрабатывать удлиненные щиты и детали. На столе 4 по окружности закрепляется несколько шаблонов 1, на которые укладываются детали 2, зажимаемые пневмоцилиндрами 3. При вращении стола детали поочередно подходят к фрезерным суппортам 6. Копирный ролик, расположенный соосно с фрезой, входит в контакт с кромкой шаблона и обеспечивает обработку заданного контура. Прижим копирного ролика к шаблону осуществляется пневмоцилиндром 7. Сила прижима может быть отрегулирована в соответствии с профилем обработки. Шаблоны делают легкосъемными, что позволяет получать детали различного контура. Пневмоприжимы 3 поочередно автоматически освобождают обработанные детали при подходе к зоне разгрузки с помощью пневмораспределителя 5. Шпиндели фрезерных суппортов могут вращаться в любом направлении, обеспечивая встречное и попутное фрезерование.
На фрезерных станках с кареткой (рис. 7.3.б) обрабатывают детали по циклопроходной схеме также с помощью шаблонов, но движение подачи в них прямолинейное возвратно-поступательное. Заготовка 5 закрепляется пневмоприжимами 6 в шаблоне 8 на подающей каретке 7 и вместе с ней перемещается мимо фрезерных головок 3. Суппорты 2 с фрезерными головками перемещаются по направляющим 9 перпендикулярно движению заготовки. Надвигание и отвод ножевой головки осуществляются копирным роликом 4, скользящим по фигурной кромке шаблона, а прижим ролика к шаблону – пневмоцилиндрами 10. Скорость продольной подачи во время рабочего хода может автоматически регулироваться в зависимости от глубины фрезерования и сложности профиля. Фрезерование ведется с попутной подачей, что обеспечивает высокую точность обработки.
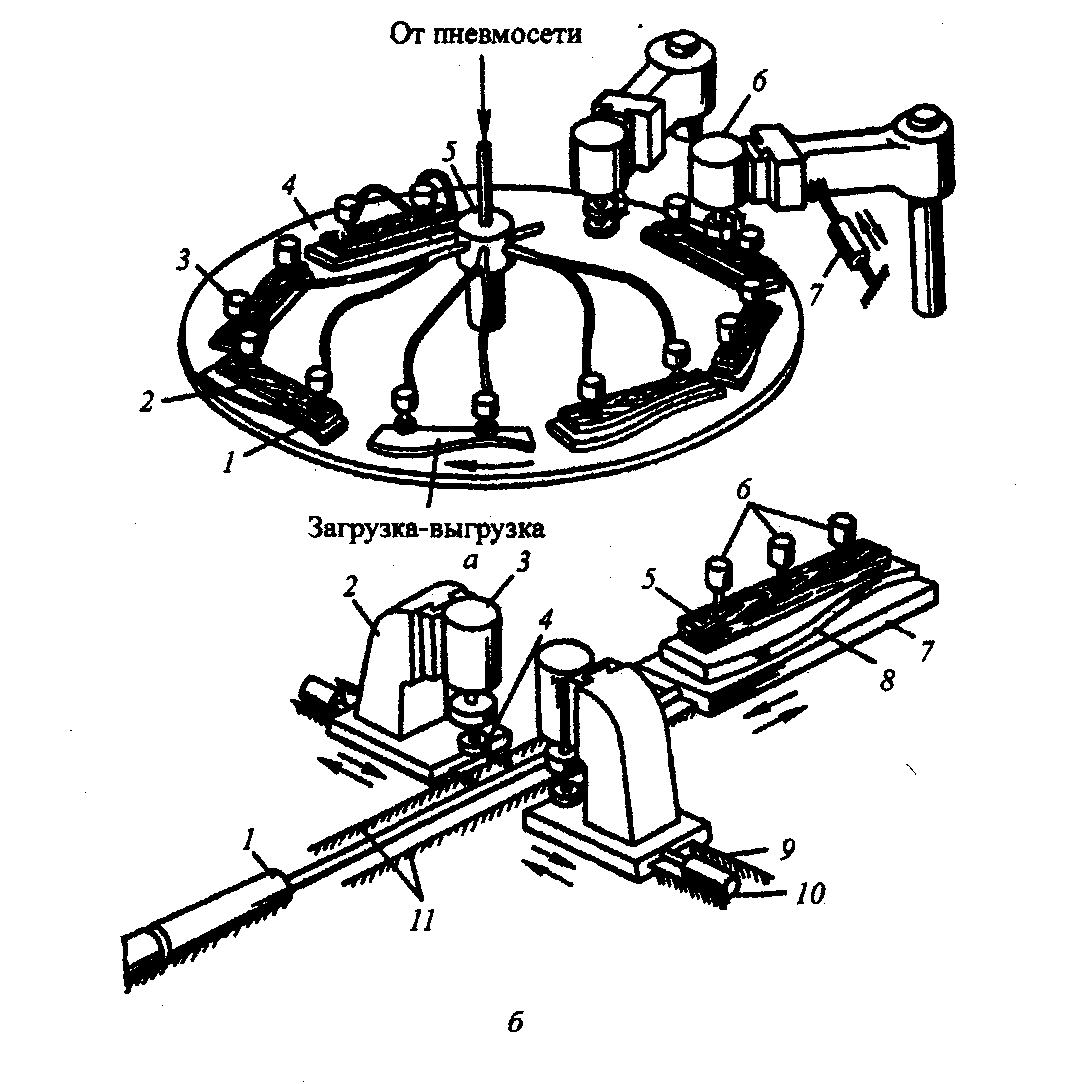
Рис. 7.3. Кромкофрезерные станки с верхним расположением шпинделя:
а – с карусельным столом; б – с кареткой.
Дата добавления: 2016-03-15; просмотров: 1828;