Монтаж внутренних устройств колонных аппаратов
Монтаж насадок.Если по условиям работы аппарата насадка может лежать беспорядочно, ее загружают следующим образом. Аппарат наполняют водой до верхнего люка. Насадка (кольца Рашига, Палля и т.д.), поднятая на верхнюю площадку с помощью какого-либо такелажного устройства, высыпается из корзин или мешков в воду. По мере наполнения колонн излишняя часть воды спускается через нижний штуцер колонны.
Монтаж тарелок.Монтаж тарелок сводится главным образом к установке их в строго горизонтальное положение.
До начала установки тарелок необходимо проверить вертикальность корпуса колонны.
В процессе монтажа тарелки должны быть проверены на соответствие ее деталей конструктивным чертежам, отсутствие повреждений, герметичность установки тарелки в корпусе колонны и правильность установки деталей и тарелки в целом.
Собирают и устанавливают тарелки в колонну на заводе-изготовителе. Однако в отдельных случаях установить тарелки до монтажа колонны нельзя, так как нужно проверить правильность установки на барботаж. Это бывает при необходимости особо четкой ректификации или по другим технологическим требованиям. В этом случае при монтаже тарелок испытывают каждую установленную тарелку, начиная с нижней.
До начала установки тарелок колонну окончательно выверяют, закрепляют и испытывают гидравлическим способом, а также устанавливают обслуживающие площадки и лестницы. Детали тарелок подают на площадку самоходным краном или краном-укосиной.
Порядок сборки тарелок с туннельными колпачками.
Монтаж тарелок начинают с установки опорных угольников.
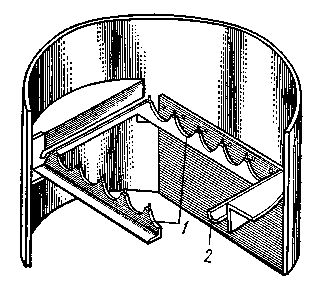
Рисунок – Установка опорных угольников и полужелобов
1 – опорные угольники, 2 – полужелоб.
Проверяют установку угольников уровнем, устанавливаемым на линейке. В пазы опорных угольников помещают полужелоба, которые прихватывают электросваркой к глухим сегментам. Гребенка укрепляется к сливной перегородкетак, чтобы ее верхняя плоскость была горизонтальна и находилась на расстоянии 135 ммот верхней плоскости опорного угольника. После приварки опорных угольников и полужелобов монтируют желоба и колпачки. Перед установкой желобов в пазы опорных угольников для уплотнения укладывают набивочный материал. Правильность установки желобов проверяют уровнем. Желоба крепят попарно с установкой специальных прижимных шайб. Колпачки крепят шпилькамитак, чтобы расстояние между верхом колпачка и опорным угольникомбыло равно 178 мм.

Рисунок – Установка переливной гребенки
1 – гребенка, 2 – шпилька, 3 – колпачок, 4 – желоб,
5 –опорный угольник, 6 – сливная перегородка
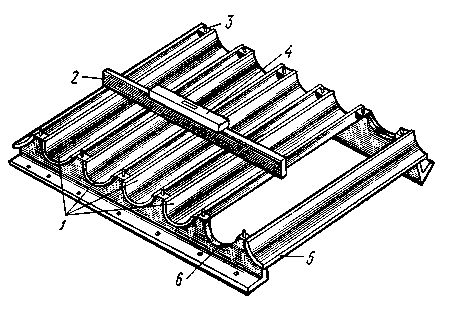
Рисунок – Проверка установки желобов
1 – желоба, 2 – рейка, 3 – шпилька, 4 – уровень, 5 – полужелоб, 6 – опорный угольник.
Горизонтальность установки колпачков проверяют уровнеми линейкой.
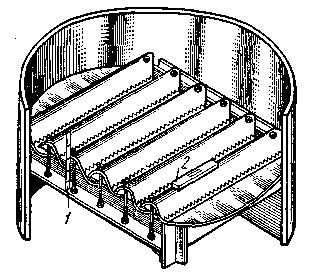
Рисунок – Проверка горизонтальности колпачков
1 – линейка, 2 – уровень
Окончательно правильность установки колпачков контролируют при испытании на барботаж. Порядок испытания тарелок на барботаж следующий:
1) закрывают люки на той части колонны, которая находится ниже испытываемой тарелки;
2) тарелка заливается водой;
3) снизу колонны подается воздух под небольшим давлением от вентилятора или компрессора.
Для обеспечения равномерного гидравлического затвора по всей тарелке погружение колпачков в жидкость должно быть одинаковым. Равномерность гидравлического затвора проверяют по пузырькам воздуха на всей площадке тарелки.
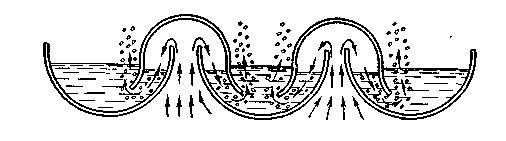
Рисунок – Испытание тарелок с туннельными колпачками на барботаж
Порядок сборки тарелок с капсюльными колпачками.
До начала установки тарелок проверяют правильность их изготовления. Листы тарелок должны быть выправлены, местные вспучины и кривизна не должны превышать допускаемых величин. При наличии в листах тарелок лазов кромки отверстий необходимо зачистить.
Детали тарелки крепят к опорным деталям и соединяют на болтах. При сборке и установке тарелок необходимо следить за тем, чтобы верхние торцы ниппелей находились в горизонтальной плоскости, а уровень верха прорезей колпачков относительно плоскости тарелки колебался в пределах +1 мм.Горизонтальное положение тарелки фиксируют штифтами, ввернутыми через борт тарелки в муфты, приваренные к корпусу колонны. Пазы между корпусом колонны и тарелкой уплотняют набивкой. Под крышу люка-лаза устанавливают прокладку.
При проверке на барботаж капсюльных колпачков на каждый колпачок последовательно надевают отрезок трубы (оправку) диаметром на 45 – 55 ммбольше диаметра колпачка. Равномерность и интенсивность барботажа проверяют по окружности колпачка. Барботаж всех колпачков тарелки должен быть одинаковой интенсивности; неравномерность его свидетельствует о перекосе колпачков. Один колпачок, отрегулированный на равномерность барботажа, рекомендуется принять за эталон и по нему регулировать остальные колпачки тарелки. При испытании тарелок на барботаж воздух должен проходить только через прорези колпачков. При пропуске воздуха в других местах неплотности необходимо устранить.
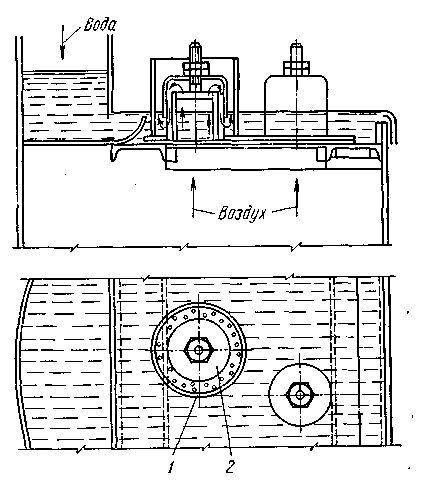
Рисунок – Испытание тарелок с капсюльными колпачками на барботаж
1 – отрезок трубы, 2 – колпачок
Дата добавления: 2016-03-04; просмотров: 7583;