ОСОБЕННОСТИ ОБЕСПЕЧЕНИЯ МЕТАЛЛОШИХТОЙ В НАЧАЛЕ XXI в.
Ситуация с обеспечением сталеплавильных заводов металлошихтой в период после окончания второй мировой войны менялась несколько раз.
В период 40-60-х годов XX в. преобладающей являлась мартеновская технология. В мартеновском процессе процентное соотношение чугун : металлолом в шихте было близким 55 : 45. Позже с появлением и распространением кислородно-конвертерного процесса соотношение чугун : металлолом составило 75 : 25. Одновременно начался вывод из строя мартеновских печей. В этот период наметился называемый условно «дефицит чугуна».
В конце XX в. примерно в одно и то же время в металлургии стали произошли крупные изменения: а) широкое распространение получила непрерывная разливка, и, как следствие, резко сократилась масса оборотного лома; б) бурное развитие претерпело электросталеплавильное производство (традиционная шихта для электропечей — металлолом); в) заметно возросли требования к качеству стали (в том числе по содержанию примесей цветных металлов). Между тем общая масса заготавливаемого металлолома в мире стала определяться массой амортизационного лома (зачастую загрязненного нежелательными примесями).
В результате возникла ситуация, которую условно можно назвать как «дефицит качественного металлолома». Наступил период активных поисков новых конкурентоспособных способов получения качественной, чистой по нежелательным примесям металло-шихты.
ДОБАВОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
ФЛЮСЫ
При выплавке стали для образования шлаков требуемого состава используют специальные добавочные материалы (флюсы), рассмотренные ниже.
5.1.1. Известняк,основная составляющая которого СаСО3 при нагревании разлагается: СаСО3 → СаО+ +С02 - 178,02 кДж. Эта эндотермическая реакция начинает протекать интенсивно при температуре -1000 ºС. Если образующийся при разложении известняка диоксид углерода СО2 контактирует с углеродсодержащим расплавом, то протекает также эндотермическая реакция окисления углерода:
СО2(Г) + С = 2СОГ. В этом случае известняк является не только шлакообра-зующей добавкой, но и окислителем. Обычно используют известняки, содержащие >95 % СаСО3 (в чистом СаС03 - 56 % СаО и 44 % СО2); ограничивается содержание SiO2 (<2,5 %), а также серы и фосфора. Используется и доломитизированный известняк (который кроме СаСО3 содержит MgCO3). Если в обычном известняке содержится 0,5—3,0 % MgO, то в доломитизиро-ванном — 5-10 % и более.
5.1.2. Известьполучают в специальных известковообжигательных агрегатах путем обжига известняка. Свежеобожженная известь должна содержать >90 % СаО (лучшие сорта — до 96 % СаО), <3 % SiO2 и возможно меньшее количество серы. Сера может переходить в известь из топлива при обжиге известняка, поэтому наиболее чистая по содержанию серы известь получается при использовании чистого по содержанию серы топлива. При содержании в извести >0,1 % S трудно получить сталь с низким содержанием серы (при использовании в качестве топлива сернистого кокса содержание серы в извести может достигать 0,2—0,3 %).
Одно из основных требований к извести — минимальное количество влаги. Свежеобожженная известь взаимодействует с влагой, содержащейся в атмосфере: СаО + Н2О = Са(ОН)2. Содержание влаги в извести начинает заметно возрастать уже через несколько часов хранения на воздухе. Через сутки хранения обожженную известь нежелательно использовать при выплавке высококачественной стали, так как можно внести в ванну значительное количество водорода. Кроме того, при взаимодействии с влагой (при «гашении») известь превращается в рыхлый легкий порошок, который уносится отходящими газами и не попадает в ванну.
Размеры кусков свежеобожженной извести должны быть в пределах от 10 до 50 мм. Куски размером <10 мм уносятся отходящими газами, а >50 мм не успевают за время плавки полностью раствориться в шлаке. Большое значение для шлакообразования имеет пористость извести. Для каждого сорта известняка разрабатывают технологию его обжига, которая должна обеспечить одновременно и высокую степень обжига (максимальное количество СаО в извести), и высокую пористость полученного материала (стремятся получить так называемую «мяг-кообожженную» известь). Существуют специальные методы установления реакционной способности извести. Для получения извести используют печи разных типов: шахтные, вращающиеся и с кипящим слоем.
5.1.3. Бокситиспользуют в сталеплавильном производстве в качестве флюса, снижающего температуру плавления основного шлака, повышающего его жидкоподвижность и уско-
ряющего тем самым процесс шлакообразования. В бокситах разных месторождений содержится, %: А1203 20-60; SiO2 3-20; FeO3 15-45 и некоторое количество влаги. В тех случаях, когда боксит содержит очень малое количество кремнезема, добавка боксита в качестве флюса практически не снижает основности шлака, но заметно понижает температуру его плавления (рис. 5.1). Если в цех поступает боксит с высоким содержанием кремнезема, то необходимо учитывать снижение основности шлака при его введении в ванну. Использование боксита, содержащего >10 % SiO2, нежелательно. В боксите всегда содержатся оксиды железа, а некоторые сорта боксита по количеству содержащихся в них оксидов железа сравнимы с бедными железными рудами, поэтому необходимо учитывать, что при введении боксита помимо ускорения процесса шлакообразования, как правило, повышается активность оксидов железа в шлаке.
5.1.4. Плавиковый шпатиспользуют в сталеплавильном производстве для ускорения процесса растворения извести в основном шлаке и повышения жидкоподвижности шлака. Основная составляющая плавикового шпата (75—95 %) — флюорит CaF2, остальное SiO2 и другие примеси. Плавиковый шпат обычно содержит <5 % SiO2, поэтому его введение в шлак не сопровождается заметным снижением основности шлака. Плавиковый шпат дороже боксита, однако его применение оправданно в том случае, если требуется быстро и при помощи малых добавок добиться заметного улучшения шлакообразования.
5.1.5. Смеси и брикеты.Для ускорения процесса шлакообразования в некоторых случаях заранее приготавливают шлакообразующие смеси (например, смесь извести с плавиковым шпатом, бокситом и т. п.); используют офлюсованные агломераты с высокой основностью; обжиг известняка ведут, загружая в известково-обжиго-вые печи вместе с известью боксит, марганцевую руду и др. и получая таким образом легкоплавкий продукт совместного обжига; брикетируют порошки в пыль и т. п. Так, например, для последующего использования в конвертерной плавке в шихту печей для обжига известняка вводят железорудные материалы или шламы от пылеулавливающих установок (состоят в основном из оксидов железа). Получают продукт, содержащий 80-95 % СаО и до 10 % оксидов железа. Использование таких материалов (офлюсованной или «ожелезненной» извести) облегчает протекание процесса шлакообразования. Один из вариантов технологии получения такого материала приведен на рис. 5.2. Частицы добавок нагреваются и попадают на известь в состоянии предплавления, а затем происходит миграция расплавившихся капель внутрь кусков извести. Поверхность кусков извести покрывается прочной корочкой толщиной до 10 мм, насыщенной оксидами железа или марганца. Содержание оксидов железа (или марганца) на поверхности кусков составляет 4—14 %, в центре— 0,4-0,6 % (обычное содержание оксидов железа в извести). Присутствие на извести оболочки с высокой степенью черноты, улучшая теплообмен с факелом, повышает степень обжига даже при некотором сокращении расхода топлива.
Покрытие, образующееся на извести, уменьшает ее гидратацию и повышает стойкость при транспортировке и хранении. Истираемость такой извести в 2 раза меньше, чем чистой. Выход офлюсованной извести класса 25—40 мм (класс исходного известняка) на 8—10 % выше, чем при
обычном обжиге
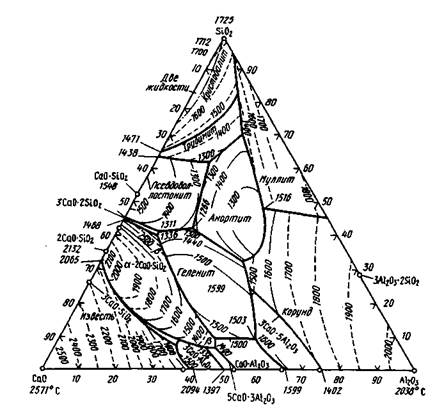
Рис. 5.1.Диаграмма фаз для системы CaO-A]2O3-SiO2 (линии температур ограничивают области жидкого состояния): химические соединения — крис-тобалит SiO2; тридимит SiO2; корунд А12О3; псевдоволластонит CaO-SiO2; волластонит СаО • SiO2; муллит А12О3 • 2SiO2; анортит СаО- А12О3 • 2SiO2; илинит 2СаО • А12О3 • SiO2
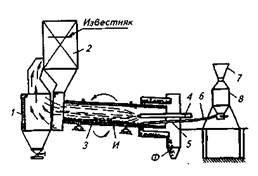
Рис. 5.2.Схема установки для получения комплексного флюса:
1 — пылевая камера; 2 —шахтный подогреватель; 3— печь; 4, 5— основная и дополнительная фурмы; 6—транспортный трубопровод; 7— приемная воронка для железомарганцевых добавок; 8— пневмо-камерный насос; Я—известь; Ф — офлюсованная известь
Известь интенсивно поглощает влагу из воздуха — по истечении первых суток после обжига известь вбирает 6—8 % влаги (от массы образца), через 8 сут процесс гидратации завершается и вся известь переходит в гидрат Са(ОН)2. Офлюсованная же известь за первые сутки поглощает не более 2 % влаги, а после 5 сут —5-12% влаги (обычная известь к этому времени содержит около 30 % влаги); полная гидратация наступает через 14—15 сут.
Получаемые по таким (или подобным) технологиям материалы именуются по-разному: офлюсованная известь, железофлюс, ФКФ (ферритно-кальциевый комплексный флюс) и др.
ОКИСЛИТЕЛИ
Для ускорения процессов окисления углерода и других примесей в ванну вводят окислители в твердом (железная руда, агломерат, железорудные окатыши, прокатная окалина) или газообразном (сжатый воздух, кислород, смеси разного состава, включающие кислород, водяной пар, углекислый газ и т. п.) состоянии. Твердые окислители должны иметь высокое содержание оксидов железа и минимальное содержание кремнезема, так как увеличение содержания SiO2 в руде вызывает снижение основности шлака и требует увеличения расхода извести, при этом возрастает также общая масса шлака. Кроме того, куски твердых окислителей должны иметь возможно большую плотность. Пыле-ватые руды, легковесная окалина и подобные материалы частично уносятся отходящими газами, частично задерживаются в шлаке, поэтому эффективность их использования невелика.
В качестве твердых окислителей используют также комбинированные материалы в виде офлюсованного агломерата, брикетов из рудной мелочи и т. п. Основное требование, предъявляемое к газообразным окислителям, — их чистота. Кислород должен содержать минимальное количество азота. При содержании в кислороде <0,5 % N2 (чистота >99,5 %) обеспечиваются необходимые предпосылки для получения чистой по содержанию азота стали. Присутствие нескольких процентов азота в кислороде не влияет на тепловой баланс процесса, однако стоимость кислорода, менее чистого по содержанию примесей, значительно ниже. Определению оптимальной чистоты кислорода предшествует исследовательская работа. Иногда признают рациональным начальную часть плавки проводить с использованием более дешевого, но менее чистого кислорода, а заключительную — с использованием кислорода, содержащего минимальное количество азота. Кислород высокой чистоты (99,5 %) называют техническим, а менее чистый (но более дешевый) технологическим.
Основными недостатками, присущими процессам, при которых металл продувают газообразным кислородом, являются интенсивное испарение железа и его окисление в зоне высоких температур (в зоне контакта расплавленного металла с газообразным кислородом). Одним из способов уменьшения угара металла и запыления атмосферы является снижение температуры в этой зоне, которое достигается различными приемами: введением в состав газов для продувки водяного пара, порошкообразной железной руды, разбавлением кислорода аргоном, углекислым газом, азотом.
В качестве окислителя может быть использован также озон О3. Исследования возможностей и целесообразности использования в металлургии озона находятся на начальной стадии. В частности, изучается возможность озонирования отходящих газов с целью нейтрализации СО:
СО + О3 → СО2 + О2 + Q.
В опытах по озонированию отходящих газов, проводившихся на Мариупольском металлургическом комбинате с использованием стандартного озонатора тлеющего разряда, зафиксировано снижение в этих газах концентраций оксида углерода, оксида азота и сернистого ангидрида.
Данных о перспективах использования озона в практике металлургического производства пока недостаточно.
КАРБЮРИЗАТОРЫ
В практике сталеплавильного производства карбюризаторы, или карбони-заторы, называемые также науглеро-живателями, используют для корректировки содержания углерода в металле по ходу плавки или при ее выпуске. Кроме того, их применяют для снижения расхода чугуна (при его дефиците или дороговизне). Карбюризаторы вводят (вдувают) преимущественно в порошкообразном виде, но иногда в виде кусков или блоков.
В качестве карбюризаторов используют графит, антрацит, угольную пыль, пылевидные отходы установок сухого тушения кокса и другие углеродсодер-жащие материалы. Блоки обычно выполняют из графита. Из перечисленных материалов наиболее удобен для использования графит, но это наиболее дорогостоящий материал.
Основным недостатком многих углеродсодержащих добавок является нестандартность показателей эффективности использования (различие показателей угара и усвоения), что связано с колебаниями содержаний летучих составляющих, пористости, гранулометрического состава и других характеристик углеродсодержащего материала разных партий.
ТОПЛИВО
Сталеплавильное производство является одним из значительных потребителей топливно-энергетических ресурсов. Удельный расход условного топлива на выплавку 1 т стали в среднем составляет -80 кг, причем постепенно снижается по мере уменьшения доли мартеновского способа производства и увеличения доли конвертерного передела. Около 2/3 общего баланса топливных ресурсов приходится на долю природного газа, около 30 % — на долю топочного мазута. Большую часть топлива потребляют мартеновские печи (-135 кг условного топлива на 1 т стали); топливо расходуется также на обжиг извести и др.
Дата добавления: 2016-01-29; просмотров: 803;