Наладка оборудования. Основные понятия и определения
Основные понятия и определения
Изделием называется единица промышленной продукции в конечной стадии для данного производства. Исчисляется в штуках.
В зависимости от назначения различают изделия основного и вспомогательного производств.
В основных производствах разрабатываются изделия, предназначенные для реализации другим предприятиям.
Во вспомогательных производствах разрабатываются изделия, предназначенные только для внутреннего потребления.
Обычно изделия состоят из деталей.
Деталь - это изделие, или его часть, изготовленное из однородного материала без применения сборочных операций.
Заготовка - это предмет производства, из которого путем изменения формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Исходная заготовка - это заготовка перед первой технологической операцией механической обработки.
Различают следующие основные виды механической обработки:
1. Обработка резанием (происходит снятие стружки).
2. Обработка давлением (без снятия стружки).
3. Термическая обработка (изменение структуры и свойств заготовки с использованием теплового воздействия).
4. Электрофизическая обработка (изменение размеров и свойств заготовки с использованием непосредственно электрического тока).
5. Лучевая обработка (изменение размеров и свойств заготовки с использованием энергии излучения).
Рабочее место - это часть площади цеха, на которой размещено оборудование, оснастка и инструмент для выполнения одной технологической операции.
Для превращения исходного материала в готовое изделие необходимо выполнить различные действия. Например, получить заготовку, провести механическую и термическую обработку, провести контроль качества и размеров, осуществить транспортировку от одного рабочего места к другому, организовать подачу электричества, сжатого воздуха, воды и т.д. Все это части производственного процесса.
Производственный процесс - совокупность всех действий, необходимых для превращения исходного материала в готовое изделие.
Производственный процесс изготовления машины состоит из технологических процессов различных видов работ: технологический процесс механической обработки, технологический процесс сборки, технологический процесс термообработки и т.д.
Технологический процесс механической обработки - это совокупность действий по изменению размеров, формы и свойств заготовки.
Технологический процесс состоит из технологических операций.
Технологическая операция - это законченная часть технологического процесса, выполняемая на одном рабочем месте.
В операции обработки резанием включаются все действия рабочего, связанные с управлением станком, все автоматические движения механизмов станка, все вспомогательные действия по установке, закреплению и снятию заготовок со станка и т.п.
Технологические операции являются основным элементом производственного планирования.
Операциям присваивается порядковый номер (005, 010, 015 и т.д.) и дается наименование в зависимости от применяемого оборудования (токарно-револьверная, сверлильная, фрезерная и т.п.)
Технологическая операция состоит из технологических переходов.
Технологический переход - это законченная часть технологической операции, характеризующаяся постоянством режима, применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
К технологической операции относится и понятие «установ».
Уставов - это часть технологической операции, выполняемая при неизменном положении заготовки или собираемой сборочной единицы относительно приспособления.
Для выполнения технологического процесса необходимы средства производства. Они включают: технологическое оборудование, технологическую оснастку и режущий инструмент.
Технологическое оборудование - это средства производства, необходимые для выполнения операций по обработке заготовок (металлорежущие станки, прессы, термические печи и т.д.).
Технологическая оснастка - это вспомогательные устройства, добавляемые к технологическому оборудованию для выполнения определенных операций (приспособления для закрепления заготовки и режущего инструмента, контрольные приспособления и т.д.).
Режущие инструменты - это орудия производства, используемые для осуществления процесса обработки заготовок на станках.
Наладка оборудования
Для того чтобы процесс обработки проходил в заданном режиме, необходимо произвести совместную наладку технологического оборудования, технологической оснастки и режущего инструмента.
Наладка - это подготовка технологического оборудования, режущего инструмента и оснастки к выполнению определенной технологической операции.
В наладку станка входят следующие виды работ:
- установка и выверка положения станочного приспособления, предназначенного для базирования и закрепления заготовки на рабочем органе станка;
- установка на станке и настройка заданного положения инструмента и заготовки;
- построение цикла работы станка в соответствии с расчетной циклограммой движения режущего инструмента;
- настройка рассчитанных режимов резания;
- обработка пробных заготовок;
- контроль точности и качества обработки и при необходимости подналадка оборудования.
В качестве технологической документации, используемой при наладке оборудования, применяется чертеж наладки. Он, в свою очередь, разрабатывается на основе операционного эскиза.
Операционный эскиз - графический документ, заменяющий рабочему чертеж детали.
На операционном эскизе изображаются:
1. Заготовка в том виде, который она имеет после выполнения данной технологической операции.
2. Схема базирования заготовки и ее материализация при помощи условных знаков.
3. Операционные размеры с допусками.
4. Шероховатости и погрешности формы поверхностей, обработанных на рассматриваемой технологической операции.
На рис. 1.1 приведен операционный эскиз.
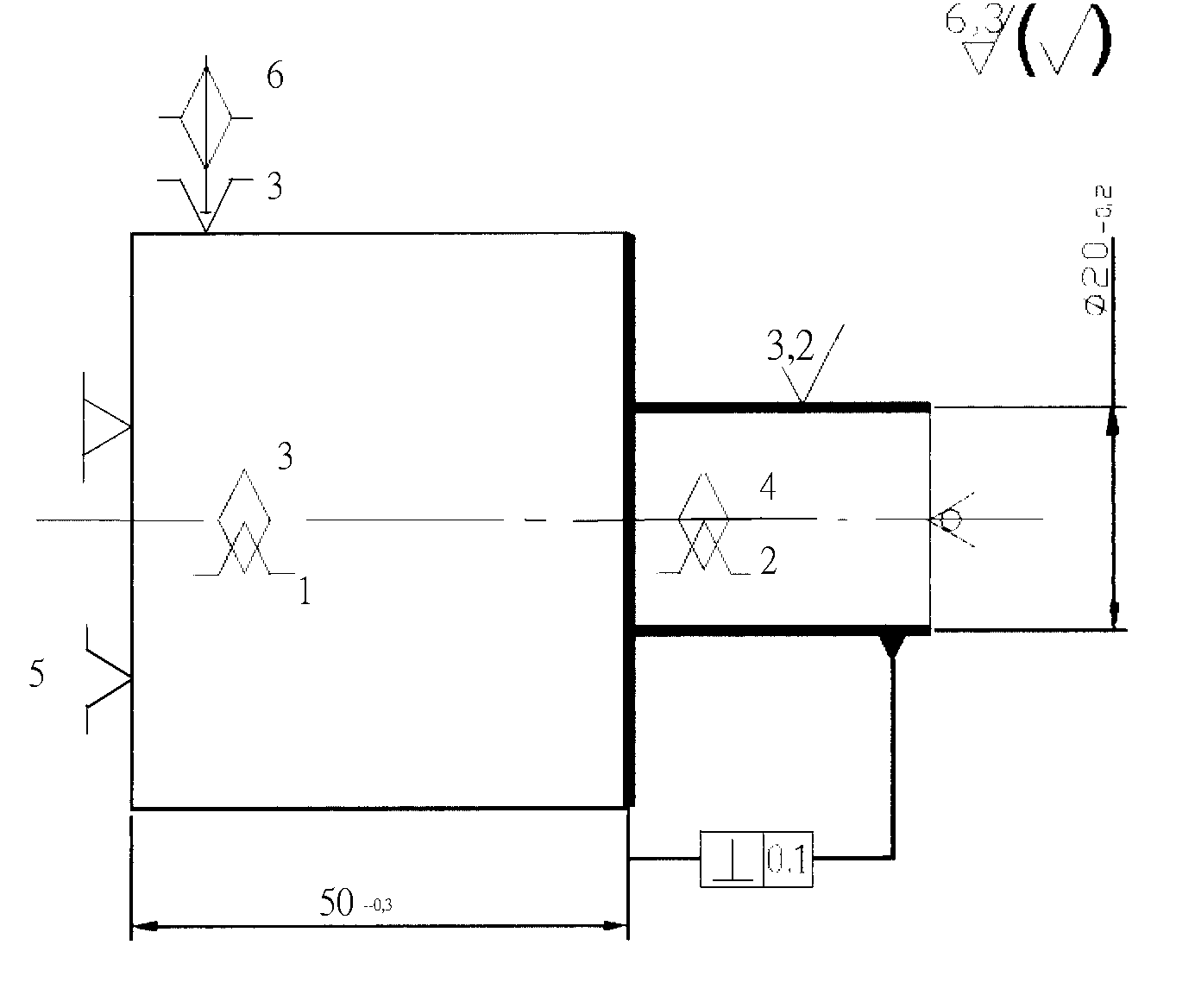
Рис.1.1 Операционный эскиз
Чертеж наладки - это графический документ, по которому производят наладку технологического оборудования, оснастки и режущего инструмента. На чертеже наладки изображают:
1. Заготовку в том виде, который она имеет после выполнения данной технологической операции.
2. Упрощенное изображение применяемой технологической оснастки.
3. Режущий инструмент в конце цикла обработки.
4. Операционные размеры с допусками.
5. Шероховатости и погрешности формы поверхностей, обработанных на рассматриваемой технологической операции .
6. Циклограмму движения режущего инструмента.
7. Таблицу, в которой указаны наименование и модель станка, режимы резания и нормы времени.
Дата добавления: 2016-01-20; просмотров: 16374;