Производственный цикл и его структура. Особенности поточного производства.
Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе устанавливаются сроки запуска изделия в производство с учетом сроков его выпуска, рассчитываются мощности производственных подразделений, определяется объем незавершенного производства и осуществляются другие планово-производственные расчеты.
Производственный цикл изготовления изделия (партии) представляет собой календарный период нахождения его в производстве от запуска исходного сырья, материалов и полуфабрикатов в основное производство до получения готового изделия (партии).
Длительность производственного цикла определяется по формуле:
Тц = Тврп + Твпр,
где Тврп - время рабочего периода;
Твпр - время перерывов.
Во время рабочего периода выполняются технологические и вспомогательные операции.
Тврп = Тшк + Тк + Ттр + Те,
где Тшк - штучно-калькуляционное время;
Тк - время контрольных операций;
Ттр - время транспортирования предметов труда;
Те - время естественных процессов (старения, релаксации, естественной сушки, отстоя взвесей в жидкостях и т.п.).
Штучно-калькуляционное время рассчитывается по формуле
Тшк = Топ + Тпз + Тен +Тото,
где Топ - оперативное время;
Тпз - подготовительно-заключительное время при обработке новой партии деталей;
Тен - время на отдых и естественные надобности рабочих;
Тото - время организационного и технического обслуживания (получение и сдача инструмента, уборка рабочего места, смазка оборудования и т.п.).
Оперативное время (Топ) в свою очередь состоит из основного (Тос) и вспомогательного времени (Тв):
Топ = Тос + Тв,
Основное время - это непосредственное время обработки изделия или выполнения работы.
Вспомогательное время:
Тв = Ту + Тз + Ток,
где Ту - время установки и снятия детали (сборочной единицы) с оборудования;
Тз - время закрепления и открепления детали в приспособлении;
Ток - время операционного контроля рабочего (с остановкой оборудования) в ходе операции.
Время перерывов (Твпр) обусловлено режимом труда (), межоперационным пролеживанием детали (Тмо), временем перерывов на межремонтное обслуживание и осмотры оборудования (Тр) и временем перерывов, связанных с недостатками организации производства (Торг):
Твпр = Тмо + Трт + Тр + Торг.
Тмо - Время межоперационного пролеживания
Трт – время перерывов, обусловленных режимом труда
(Тр) - время перерывов на межремонтное обслуживание и осмотры оборудования
Торг - временем перерывов, связанных с недостатками организации производства
Время межоперационного пролеживания (Тмо)
Тмо = Тпар + Тож + Ткп.
Перерывы партионности (Тпар) возникают при изготовлении изделий партиями и обусловлены пролеживанием обработанных деталей до готовности всех деталей в партии на технологической операции.
Перерывы ожидания (Тож) вызываются несогласованной длительностью смежных операций технологического процесса.
Перерывы комплектования (Ткп) возникают при переходе от одной фазы производственного процесса к другой.
В серийном производстве изделия изготовляются партиями.
Производственная партия - это группа изделий одного наименования и типоразмера, запускаемых в производство в течение определенного интервала времени при одном и том же подготовительно-заключительном времени на операцию.
Операционная партия - производственная партия или ее часть, поступающая на рабочее место для выполнения технологической операции.
Различают простой и сложный производственные циклы. Простой производственный цикл - это цикл изготовления детали. Сложный производственный цикл – это цикл изготовления изделия. Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию. Существуют три метода движения детали (изделия) в процессе ее изготовления:
- последовательный;
- параллельный;
- параллельно-последовательный .
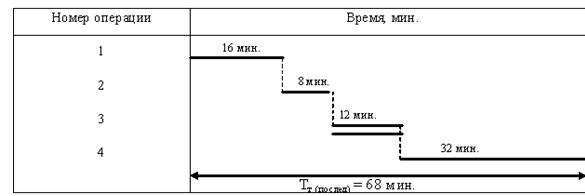
1) Сущность последовательного вида движения:
- каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции;
- передача деталей с одной операции на другую осуществляется всей партией в целом.
Достоинства этого метода:
- отсутствие перерывов в работе оборудования и рабочего на каждой операции;
- возможность их высокой загрузки в течение смены; простота организации.
Недостатки этого метода:
- детали пролеживают длительное время из-за перерывов партионности, следствием чего является создание большого объема незавершенного производства;
- из-за отсутствия параллельности в обработке деталей продолжительность производственного цикла наибольшая.
2) Сущность параллельного вида движения:
- детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями;
Под транспортной (передаточной) партией (p) понимается часть партии n, прошедшая обработку на данной операции и транспортируемая на непосредственно следующую за ней операцию.
- по каждой передаточной партии обеспечивается непрерывность ее обработки на всех операциях технологического процесса (обработка без пролеживания между операциями).
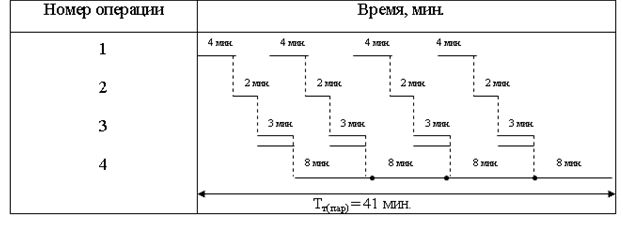
Достоинства этого метода: он обеспечивает наименьшую продолжительность производственную цикла, а также равномерную загрузку рабочих и оборудования.
Недостатки этого метода: если процесс несинхронизированный, т.е. (операционные циклы не равны), то на всех операциях, кроме операции с максимальным операционным циклом, наблюдаются перерывы в работе оборудования.
Сущность параллельно – последовательного вида движения:
1. детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями (как при параллельном движении);
2. обеспечивается непрерывность обработки всей партии деталей n, т.е. на каждом рабочем месте работа ведется без перерывов (как при последовательном движении).
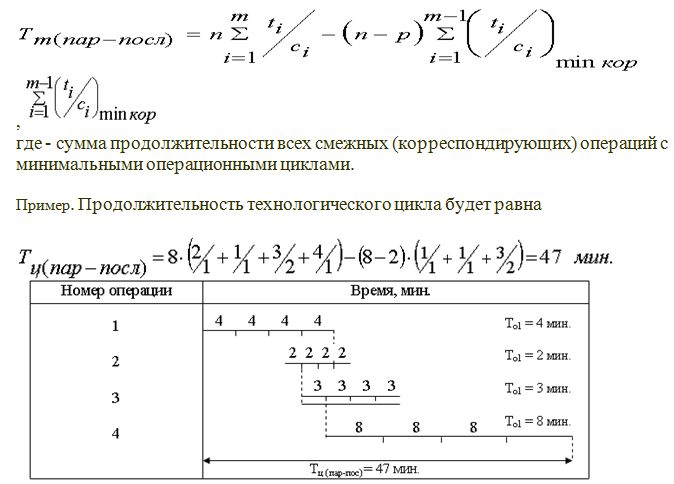
Достоинства этого метода: отсутствие простоев в работе оборудования и рабочих; значительное сокращение продолжительности производственного цикла по сравнению с последовательным видом движения.
Данный вид движения широко используется в среднесерийном и крупносерийном производствах при обработке деталей большой трудоемкости.
Наиболее экономически эффективной формой организации производственного процесса является поточное производство.
Его признаки:
- закрепление одного или ограниченного числа наименований изделий за определенной группой рабочих мест;
- ритмическая повторяемость согласованных во времени технологических и вспомогательных операций;
- специализация рабочих мест;
- расположение оборудования и рабочих мест по ходу технологического процесса;
- применение специальных транспортных средств для межоперационной передачи изделий.
При поточном производстве реализуются принципы:
- специализации;
- параллельности;
- пропорциональности;
- прямоточности;
- непрерывности;
- ритмичности.
Поточное производство обеспечивает самую высокую производительность труда, низкую себестоимость продукции, наиболее короткий производственный цикл. Основой (первичным звеном) поточного производства является поточная линия.
Высшей формой поточного производства является автоматизированное производство, где сочетаются основные признаки поточного производства с его автоматизацией. В автоматизированном производстве работа оборудования, агрегатов, аппаратов, установок происходит автоматически по заданной программе, а рабочий осуществляет контроль за их работой, устраняет отклонения от заданного процесса, производит наладку автоматизированного оборудования. Различают частичную и комплексную автоматизацию.
При частичной автоматизации рабочий полностью освобождается от работ, связанных с выполнением технологических процессов. В транспортных, контрольных операциях при обслуживании оборудования, в процессе установки полностью или частично сокращается ручной труд.
В условиях комплексно-автоматизированного производства технологический процесс изготовления продукции, управление этим процессом, транспортировка изделий, контрольные операции, удаление отходов производства выполняются без участия человека, но обслуживание оборудования ручное.
Основным элементом автоматизированного производства являются автоматические поточные линии (АПЛ).
Автоматическая поточная линия - комплекс автоматического оборудования, расположенного в технологической последовательности выполнения операций, связанный автоматической транспортной системой и системой автоматического управления и обеспечивающий автоматическое превращение исходных материалов (заготовок) в готовое изделие (для данной автолинии). При работе на АПЛ рабочий выполняет функции наладки и контроля работы оборудования, а также функцию и загрузки линии заготовками.
Автоматизированные участки (цехи) включают в себя автоматические поточные линии, автономные автоматические комплексы, автоматические транспортные системы, автоматические складские системы; автоматические системы контроля качества, автоматические системы управления и т.д.
В условиях постоянно изменяющегося нестабильного рынка (тем более многономенклатурного производства) важной задачей является повышение гибкости (многофункциональности) автоматизированного производства, с тем чтобы максимально удовлетворять требования, нужды и запросы потребителей, быстрее и с минимальными затратами осваивать выпуск новой продукции.
Автоматические поточные линии особенно эффективны в массовом производстве.
Быстрая сменяемость продукции и требования к ее дешевизне при высоком качестве приводит к противоречию:
- с одной стороны, низкие производственные издержки (при прочих равных условиях) обеспечиваются применением автоматических линий, специального оборудования;
- с другой стороны, проектирование и изготовление такого оборудования нередко превышают 1,5 - 2 года (даже в настоящих условиях), то есть к моменту начала выпуска изделия оно уже морально устаревает.
Применение же универсального оборудования (неавтоматического) увеличивает трудоемкость изготовления, то есть цену, что неприемлемо для рынка.
Эта задача решается при создании гибкой производственной системы, в которой происходит интеграция:
- всего разнообразия изготовляемых деталей в группы обработки;
- оборудования;
- материальных потоков (заготовок, деталей, изделий, приспособлений, оснастки, основных и вспомогательных материалов);
- процессов создания и производства изделий от идеи до готовой продукции (происходит слияние воедино основных, вспомогательных и обслуживающих процессов производства);
- обслуживания за счет слияния всех обслуживающих процессов в единую систему;
- управления на основе банков данных, пакетов прикладных программ, систем автоматизированного проектирования, автоматизированных систем управления;
- потоков информации для принятия решения по всем подразделениям системы о наличии и применении материалов, заготовок, изделий, а также средств отображения информации;
- персонала за счет слияния профессий (конструктор-технолог- программист - организатор).
Дата добавления: 2016-01-20; просмотров: 1612;