Модельные комплекты для ручной и машинной формовки
1. Состав и назначение модельного комплекта. В модельный комплект входят: 1) модель будущей отливки; 2) один или несколько стержневых ящиков (если отливка имеет полости или отверстия); 3) модели литниковой системы; 4) подмодельная доска (при ручной формовке) или модельная плита (при машинной формовке).
С помощью модели в литейной форме получают отпечаток наружной конфигурации отливки. В стержневых ящиках изготавливают песчаные стержни, обеспечивающие получение внутренней полости отливки. При формовке на подмодельную доску устанавливают модель или полумодель.
Модельный комплект должен: отвечать форме и размерам отливки с учетом линейной усадки металла и припусков на механическую обработку; быть достаточно прочным; не изменять размеры при хранении и многократном использовании; его конструкция не должна затруднять набивку формы и удаление из нее модели или стержня из стержневого ящика; быть легким и недорогим.
2. Модельный комплект для ручной формовки изготавливают для серийного производства из твердых пород древесины (клен, бук, береза), а в единичном — из ели и сосны. Неразъемные модели используют для отливок несложной конфигурации, которые могут быть заформованы в одной полуформе. Для сложных отливок модель изготавливают разъемной, что позволяет удалять ее из формы без разрушения последней. С этой же целью вертикальные стенки модели, перпендикулярные к плоскости разъема формы, делают с уклоном 0,5...3° (нижний предел для высоких моделей, верхний — для низких). Размеры модели по сравнению с размерами детали увеличивают на величину линейной усадки металла, из которого изготавливают отливку, и на величину припусков на механическую обработку, предусмотренных Государственными стандартами и нормативами.
На рис. I. 3 дан чертеж отливки (а) рисунок разъемной модели (б) и стержневого ящика со стержнем (в) для нее. В отличие от отливки модель вместо отверстия имеет выступающие части 1, называемые стержневыми знаками. Знаки образуют в форме отпечатки, на которые устанавливают изготовленный в стержневом ящике стержень 3. Стержневой ящик состоит из двух половин, которые, как и полумодели, в процессе формовки соединяются с помощью центровочных шипов 2.
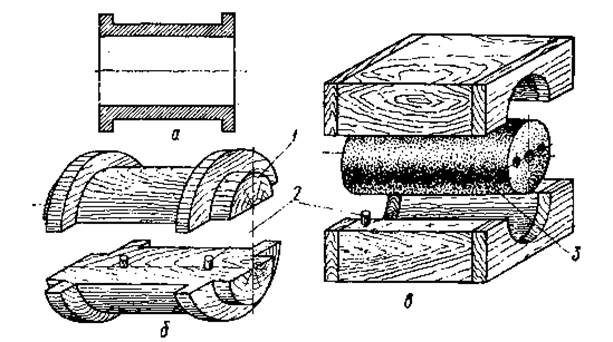
Рис. I. 3. Модельный комплект.
3. Литниковая система (рис. I. 4, а) состоит из литниковой чаши 1, стояка 2, шлакоуловителя 3 и питателей 4. Литниковая чаша уменьшает динамический напор струи металла и частично отделяет шлак. Стояк, соединяющий литниковую чашу со шлакоуловителем, делают конусным. Шлакоуловитель трапецеидального сечения размещают в верхней половине формы в плоскости разъема. Он должен задержать шлаковые и земляные включения, не допустив их в полость формы. Это достигают понижением скорости металла в шлакоуловителе, изменяя направление его движения. При торможении металла шлаковые включения всплывают и задерживаются в шлакоуловителе. Хорошо очищает металл шлакоуловитель гребенчатого типа (рис. I. 4, б). При машинной формовке используют фильтровальную огнеупорную сетку 5, которую устанавливают в воронку (рис. I. 4, в), или в шлакоуловитель (рис. I. 4, г). Питатели подводят металл непосредственно в полость формы. Размещают их в нижней полуформе в плоскости разъема.
Рис. I. 4. Литниковая система.
Литниковая система во время заливки должна быть заполнена жидким металлом, так как разрыв струи приводит к всасыванию воздуха и шлака в полость формы, а также к образованию окисленных плен в месте разрыва. Поэтому между элементами литниковой системы выдерживают определенное соотношение: суммарная площадь сечения всех питателей Fn должна быть меньше площади сечения шлакоуловителя Fш, который в свою очередь имеет сечение меньшее, чем стояк Fс, например: Fu : Fш : Fc = 1,0 : 1,2 : 1,4.
К литниковой системе относится также выпор — вертикальный канал 4 (см. рис. I. 1), располагаемый в самой верхней точке отливки. Он служит для выхода воздуха из полости формы при ее заливке, а также для сбора всплывающей грязи и контроля заполнения формы металлом.

Рис. I. 5. Модельные плиты для машинной формовки.
4. Модельный комплект при машинной формовке изготавливают из сплавов легких металлов. Металлические полумодели закрепляют винтами на металлических плитах. На этой же плите монтируют модели литниковой системы. Такие плиты называют модельными.
Так как при машинной формовке две полуформы изготавливают отдельно на разных машинах, то полумодели закрепляют на координатных модельных плитах, чтобы обеспечить совпадение двух полуформ при их сборке.
На рис. I. 5 показаны верхняя 2 и нижняя 1 модельные плиты с опоками 9. Полумодели верхняя 4 и нижняя 3 зафиксированы контрольными штифтами 5 и закреплены винтами 6. Таким же образом закреплены модели шлакоуловителя 7 и питателя 5.
Металлический модельный комплект может выдержать десятки и сотни тысяч формовок и к тому же обеспечивает более высокую точность получаемых отливок, чем деревянный.
Дата добавления: 2016-01-18; просмотров: 4656;