Особенности строения и свойства
Наплавка рабочих поверхностей изделий твердосплавными покрытиями разного состава и строения производится, как правило, в целях повышения сопротивляемости абразивному изнашиванию. Наносят такие покрытия чаще всего методами ручной и механизированной дуговой, плазменно-дуговой и, реже, газоплазменной наплавкой. Твердосплавные покрытия обычно представляют собой высокоуглеродистые сплавы на основе железа, по составу и строению они близки к инструментальным сталям и чугунам. Реже применяют материалы с невысоким содержанием углерода (0,4…0,7 %).
В последние годы в целях повышения износостойкости стали применять материалы на никелевой основе для поверхностного армирования методами плазменного и газоплазменного напыления и плазменно-дуговой наплавки. Условия воздействия на металл абразивной среды и разрушение его металлической поверхности предопределяют необходимый состав, микростроение, фазовое состояние и свойства наплавленного металла.
В зависимости от размеров и свойств абразивных частиц, а также характера воздействия абразива на поверхность металла (трение по монолитному абразиву, трение по сыпучему абразиву, ударно-абразивное изнашивание и др.) разрушение металла может быть связано с внедрением в него абразива и последующим процессом микрорезания или процессом деформирования, наклепа и разрушения наклепанного металла. При ударно-абразивном изнашивании также может иметь место хрупкое разрушение металла поверхности. Многократное воздействие на металлическую поверхность абразива способно вызвать усталостное разрушение. Однако во всех отмеченных случаях первоначальным актом, приводящим к разрушению, является внедрение абразива в поверхность металла.
Для противодействия такому воздействию абразивной среды металл должен иметь твердую составляющую. Такой составляющей в металле могут быть карбиды, бориды, карбобориды, карбонитриды, интерметаллические соединения, а в ряде случаев эти функции в определенной степени может выполнять мартенсит. Естественно, что твердые частицы карбидов и других соединений для наиболее эффективного использования должны прочно удерживаться матрицей – основой сплава. Однако матрица сплава должна не только хорошо удерживать твердые частицы, но и вносить свой вклад в обеспечение противодействия абразиву и повышение износостойкости. Матрицей, которая вносит свой вклад в повышение износостойкости, является мартенсит. Свойства мартенситной матрицы зависят от содержания в ней углерода. Низкоуглеродистый мартенсит будет иметь пониженную износостойкость, но благодаря высокой по сравнению с высокоуглеродистым мартенситом вязкости будет лучше удерживать включения твердых износостойких частиц и обеспечивать повышение сопротивления ударным нагрузкам, характерным при ударно-абразивном изнашивании. При повышении содержания углерода в мартенсите износостойкость при трении по абразиву будет непрерывно повышаться. При ударно-абразивном изнашивании повышение износостойкости будет происходить только до определенного содержания углерода в мартенсите, после чего будет снижаться. В нелегированных сталях с содержанием углерода примерно до 1,2 % после закалки и низкого отпуска свободных карбидов в структуре практически нет, и изменение содержания углерода в стали изменяет содержание углерода в мартенсите, что позволяет судить об износостойкости мартенситной матрицы.
После высокого отпуска закаленных сталей их структурное состояние характеризуется ферритной матрицей с карбидами. Повышение содержания углерода в стали в этом случае является показателем увеличения количества карбидной фазы. Износостойкость ферритной матрицы существенно ниже, чем мартенситной, особенно при ударно-абразивном изнашивании, где большое значение имеет сопротивление материала ударному внедрению в металл абразива. Увеличение количества карбидов более эффективно влияет на износостойкость при трении по абразиву и менее эффективно – при ударно-абразивном изнашивании.
Влияние содержания углерода в наплавленном металле при абразивном и ударно-абразивном изнашивании связано с характером разрушения изнашиваемой поверхности. При абразивном изнашивании скольжению или трению по абразиву особое значение имеет сопротивление металла внедрению и перемещению внедренной абразивной частицы. Этот комплекс характеристик определяется сопротивлением металла упругим и пластическим деформациям (силовой показатель). Показательной характеристикой свойств при этом может быть твердость металла и твердость его отдельных фазовых составляющих. Хотя не всегда твердость может однозначно характеризовать стойкость наплавленного металла против абразивного изнашивания. Например, при одинаковой твердости металла в мартенситном и мартенситно-карбидном состояниях износостойкость в последнем состоянии будет выше.
При ударно-абразивном изнашивании важное, а иногда и определяющее значение приобретает энергетический показатель свойств металла, связанный с его сопротивлением динамическому воздействию абразива. В этом случае рост силового показателя свойств металла, например твердости, не свидетельствует о росте износостойкости, если при этом одновременно не будет возрастать энергетический показатель разрушения.
Показателем стойкости против ударно-абразивного изнашивания может быть сочетание силового и энергетического показателей свойств (прочности и вязкости). Например, при скольжении по абразиву более износостойкими являются стали после закалки и низкого отпуска (более твердые и менее вязкие), а при ударно-абразивном износе – стали после закалки и высокого отпуска (менее твердые и более вязкие).
Кроме мартенсита и феррита, матрицами износостойкого наплавленного металла могут быть аустенит и ледебурит. Аустенитная матрица имеет ряд преимуществ перед ферритной. Аустенит более вязкий и прочный и лучше удерживает твердые частицы карбидов и других выделений. Кроме того, аустенит может быть полностью или частично неустойчивым (нестабильным) и претерпевать превращение в мартенсит при пластической деформации, сопровождающей процесс изнашивания, что приведет к дополнительному повышению износостойкости как при трении по абразиву, особенно при повышенном давлении на абразив, так и при ударно-абразивном изнашивании.
Для износостойкого наплавленного металла особенно благоприятно, когда при изнашивании имеющийся в матрице аустенит частично сохраняется, а частично превращается в мартенсит (30…50 %). Это позволяет при сохранении вязкости сплава повысить его износостойкость.
Ледебурит может быть матрицей в высокоуглеродистом легированном наплавленном металле. Назвать ледебурит матрицей можно условно, так как он содержит значительное количество феррита, мартенсита или аустенита. Однако однотипность и относительная однородность позволяют считать его основой, в которой размещаются дополнительные включения твердых фаз, чаще всего карбидов и боридов.
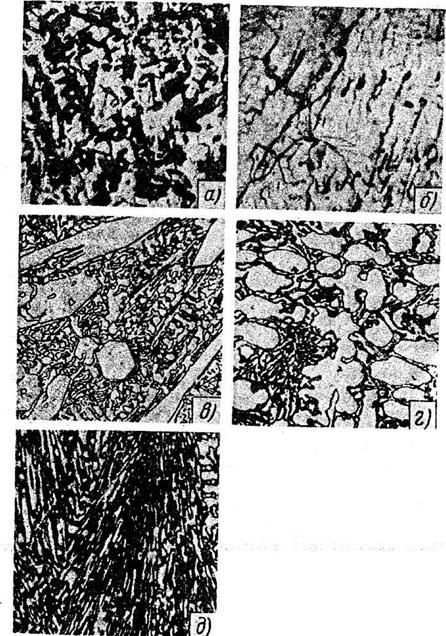
Таким образом, учитывая приведенное ранее о твердых фазах и матрице износостойкого наплавленного металла, можно заключить, что по структурно-фазовому состоянию они могут быть мартенситными (М), мартенситно-карбидными (М+К), ферритно-карбидными (Ф+К), аустенитно-карбидными (А+К), ледебуритно-карбидными (Л+К) и со смешанными матрицами, состоящими из М+А, М+Ф, А+Л, М+Л. Характерные структуры наплавленного металла приведены на рис. 37.
Учитывая, что наплавленный металл используется в работе чаще всего без термической обработки, его структурно-фазовое состояние и износостойкость определяются главным образом содержанием углерода и легирующих элементов.
Структурное состояние износостойкого наплавленного металла определяется его составом. Однако влияние может оказать и технология наплавки (тепловой режим процесса). Увеличение погонной энергии при наплавке, увеличение силы сварочного тока, уменьшение скорости перемещения наплавочного электрода (источника теплоты) приводит к увеличению длительности существования ванночки жидкого металла и уменьшению скорости охлаждения наплавленного металла. То же достигается при предварительном подогреве наплавляемого металла. Такие условия приводят к увеличению размеров кристаллизующихся фаз, например первичных карбидов. В связи с этим условия ведения процесса наплавки должны быть жестко регламентированы во избежание ухудшения свойств наплавленного металла.
|
а – мартенситно-карбидная; б – аустенитно-карбидная;
в – ледебуритно-карбидная; г — ледебуритно-аустенитная;
д – аустенитно-мартенситная с карбидами
Рисунок 37 – Характерные микроструктуры износостойкого
наплавленного металла
Дата добавления: 2016-01-09; просмотров: 936;