Сварных конструкций
Деформациейназывается изменение формы и размеров тела под действием силы. Деформации подразделяются на упругие и пластические.
Упругие деформации имеют место, когда после прекращения действия силы форма и размер тела восстанавливаются. Упругая деформация по величине небольшая (для малоуглеродистой стали – это любое усилие, вызывающее относительное удлинение не более 0,2%) и находится ниже предела текучести металла (точки начала текучести).
Пластическая деформация происходит при величине силы, превышающей предел упругости и текучести металла. После прекращения действия силы тело не восстанавливает форму и размеры. Она еще называется остаточной деформацией.
К деформациям после сварки приводят внутренние напряжения в сварном узле.
Внутренние напряжения – это напряжения, существующие в теле при отсутствии внешних сил. Они бывают различного характера действия: растяжения, сжатия и др. Между деформацией и напряжением существует определенная связь, т.е. чем больше величина пластической деформации, тем меньше в теле внутренние напряжения. Внутренние напряжения возникают в теле (детали) при невозможности свободной деформации нагреваемой детали. Основными причинами возникновения напряжений и деформаций при сварке являются: неравномерный нагрев основного металла, большая величина погонной энергии, когда скорость сварки низкая, а сечение шва относительно большое, литейная усадка и, особенно, структурные изменения металла шва и околошовной зоны.
Неравномерный нагрев приводит к деформации, или внутренним напряжениям, следующим образом. Если нагреть небольшой участок стального листа, то при нагревании металл начнет расширяться в зоне нагрева, но этому расширению будут препятствовать менее нагретые части листа вокруг зоны нагрева. В результате возникновения этих внутренних напряжений лист в зоне нагрева либо потеряет устойчивость и начнет деформироваться, если он относительно тонкий, либо создаст в себе внутренние напряжения. Они после сварки могут быть настолько большими, что вызывают разрушение шва или металла конструкции.
Усадка металла – уменьшение объема стали при переходе из жидкого состояния в твердое. Чугуны при таком переходе несколько увеличивают свои размеры, этим свойством они схожи с водой при замерзании.
Усадка швов при сварке вызывает в них продольные и поперечные силы после охлаждения.
Структурные изменения состоят в том, что происходит изменение размера кристаллической решетки и взаимного расположения кристаллов, которое сопровождается изменением объемов тела. В некоторых марках стали размер кристаллической решетки уменьшается, например, с 2,8 А до 2,6 А (А – ангстрем – одна десятимиллионная доля миллиметра). После нагрева кристаллы приходят в прежнее состояние. Но в некоторых сталях размер кристаллической решетки после трех-четырехкратного нагрева возрастает с 2,8 А до 3,6 А безвозвратно, и сталь себя распирает в более слабой зоне, образуя трещину. К такой стали относится сталь 30 ХГСА и др. Они характеризуются боязнью термического удара, т.е. многократного нагрева.
Внутренние напряжения бывают и от неудачного конструктивного сочетания свариваемых элементов или от нетехнологичности сварного узла. При этом затвердевающий металл шва уже прочно связан с основным металлом, а усадка шва встречает сильное препятствие, и если шов не разорвет внутренними напряжениями от усадки, то внутренние напряжения останутся в сварном узле постоянно действующей незримой силой, до приложения внешних (рабочих) нагрузок (рис. 16).
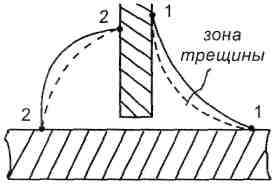
Рисунок 16 – Сечение шва
Напряженное состояние малопластичных материалов способствует образованию трещин в сварном шве или основном металле.
Внутренние напряжения от сварки вызывают коробление сварных конструкций.
Чем менее пластичный металл, чем меньше его теплопроводность, тем больше он подвергается деформации, так как зона нагрева становится (по тепловложению) точечной, т.е. неравномерной, без достаточного теплоотвода. Например, для изделий одинаковой конструкции при изготовлении из хромоникелевой стали (типа Х18Н9) величины деформаций и внутренних напряжений будут очень большими, больше, чем при изготовлении из низкоуглеродистой, а у произведенных из меди их, как правило, не бывает.
Изменение размеров и объема кристаллической решетки металла от температуры всегда порождает внутренние напряжения в нем. Если олово длительное время будет находиться на двадцатиградусном морозе, то оно начнет самопроизвольно растрескиваться.
Механизм образования деформаций и внутренних напряжений в металле для конкретных сварных узлов достаточно сложный и не поддается расчету, даже приближенному к реальному результату, по причине влияния очень многих нестабильных факторов. Это задача со многими неизвестными и меняющимися во времени. Поэтому в прочностных расчетах в зависимости сварных конструкций от внешних (рабочих) нагрузок величины сварочных напряжений в них не учитывают, но проектируют сопряжения, соединения отдельных элементов таким образом, чтобы такие напряжения свести до минимума.
Дата добавления: 2016-01-09; просмотров: 1023;