Материалы, обеспечивающие снижение материало-, энерго- и
Трудоёмкость машин
5.1 Материалы для элементов рабочего оборудования
Долговечность элементов рабочих органов землеройных, землеройно-транспортных и дорожно-строительных машин колеблется в значительных пределах в зависимости от условий эксплуатации.
Наиболее интенсивному изнашиванию в процессе эксплуатации подвергаются зубья и режущие кромки ковшей экскаваторов, ножи отвалов бульдозеров и автогрейдеров, ножи ковшей скреперов, клыки кирковщиков и др. Так, зубья ковшей экскаваторов служат от нескольких десятков до нескольких сотен часов, долговечность ножей отвалов бульдозеров различается в 3 – 4 раза.
Быстрый выход из строя деталей рабочих органов требует их частой замены, что не только снижает показатели ремонтопригодности машин, но и в значительной мере увеличивает расходы на эксплуатацию машин.
Наплавка рабочих поверхностей деталей строительных машин, непосредственно контактирующих с грунтом, обладающим абразивными свойствами, позволяет повысить твердость и износостойкость рабочих поверхностей. В зависимости от свойств сплава наплавочные материалы классифицированы на пять основных групп:
1. Стали – углеродистые, марганцевые, хромомарганцевые, хромистые, высокоуглеродистые, высоковольфрамовые и молибденовые;
2. Сплавы на основе железа – высокохромистые, вольфрамовые и молибденовые чугуны, сплавы с бором и хромом, с кобальтом и молибденом или вольфрамом;
3. Сплавы на основе никеля и кобальта – нихромы и нимоники, сплавы с бором и хромом (колмонои), с молибденом (хастеллои), кобальта с хромом и вольфрамом (стеллиты);
4. Карбидные псевдосплавы – сплавы с карбидом вольфрама, с карбидом хрома;
5. Сплавы на основе меди – алюминиевые и оловянно-фосфористые бронзы.
Выбор наплавочных материалов производится с учетом работы рабочего органа, характеристики абразивности грунтов, характера изнашивания рабочей поверхности, динамических нагрузок на рабочий орган и экономических показателей.
Марганцевые, хромистые и хромомарганцевые наплавочные материалы марок Т – 590, Т – 620, КБХ, ЭТН – 4 и др. обеспечивают повышение долговечности деталей в 2 – 3 раза. Марганцевая наплавка является стойкой к ударным нагрузкам. Для повышения ударной вязкости в марганцевую наплавку добавляют никель, что увеличивает сопротивляемость наплавки при работе с большими нагрузками, сопровождаемыми ударами.
Широкое применение для наплавки деталей рабочих органов строительных машин получили хромовые наплавки, (стержневые электроды Т – 590 и Т – 620), порошкообразная смесь КБХ и др.
Хромомарганцевые наплавки обеспечивают высокую износостойкость при изнашивании рабочих поверхностей без ударов или с незначительными ударами. В качестве примера хромомарганцевой наплавки можно привести трубчатые электроды, наполненные сталинитом (ЭТН – 2).
Применение наплавочного материалов, содержащих карбиды вольфрама и молибдена, ограничено из-за их высокой стоимости и дефицитности.
Наплавочные работы можно вести различными способами в зависимости от места выполнения работ (ремонтное предприятие или строительная площадка), серийность наплавки деталей, геометрической формы наплавляемой поверхности, производительности способа и т.д. Основными способами наплавки являются электродуговая (ручная, полуавтоматическая и автоматическая), электрошлаковая, газопламенная, индукционная и др.
Производительность различных способов наплавки колеблется в широких пределах, что видно из таблицы 5.1.
Таблица 5.1 – Производительности различных способов наплавки
| Способы наплавки | Производительность, кг/ч |
| Ручная электродуговая Автоматическая однодуговая под флюсом трехфазная многоэлектродная многоэлектродной лентой Многоэлектродная электрошлаковая Плавящимся электродом в углекислом газе Полуавтоматическая с порошковой проволокой с внутренней защитой Лежачим пластинчатым электродом Механизированная угольным электродом Газопламенная Вибродуговая Индукционная Плазменная | 0,8 – 3 2 – 15 10 – 23,5 10 – 30 10 – 30 15 – 25 1,5 – 8 1 – 6 до 12 2 – 6 до 1,5 1,2 – 2,8 1 – 20 до 27 |
Ручная электродуговая наплавка является наиболее простой, обеспечивающей нанесение практически всех видов износостойких наплавочных материалов. Она позволяет наплавлять детали в труднодоступных местах в любых пространственных положениях наплавляемой поверхности. Хорошие результаты ручная наплавка дает при применении порошкообразных смесей, стержневых и трубчатых электродов.
Перспективным способом является механизированная наплавка под слоем флюса, обеспечивающая высокую производительность процесса, экономичность и стабильность наплавленного слоя. Флюсовое покрытие сохраняет тепло дуги, препятствуя окислению расплавленного металла и предотвращая его разбрызгивание.
Широкое применение имеет механизированная наплавка открытой дугой, которая имеет три разновидности: наплавка электродной поволокой без дополнительной защиты (например, проволокой ЭП – 317); наплавка в защитной среде аргона или углекислого газа и наплавка порошковой проволокой. Механизированная наплавка открытой дугой не имеет тех преимуществ, которые свойственны наплавке под слоем флюса, но отличается возможностью вести наблюдение непосредственно за ходом процесса наплавки.
Ручная наплавка ацетиленокислородным пламенем наиболее рациональна при использовании трубчатых электродов с релитом (ТЗ – 2, ТЗ – 3) и литых прутков твердого сплава (сормайт № 1, 2, стеллиты В2К, В3К и др.). При использовании порошкообразных смесей типа сталинита для предотвращения сдувания порошков пламенем горелки их перемешивают с глицерином или жидким стеклом и наносят в таком виде на наплавляемую поверхность, а затем расплавляют.
Другие способы износостойкости наплавок рабочих органов строительных машин применяются реже.
Наплавка ножей автогрейдеров, изготовленных из стали Ст 3 и имеющих толщину 12 мм, улучшенным сталинитом повышает их долговечность в 2,5 раза по сравнению с серийно выпускаемыми ножами, изготовленными из стали 65Г. Наплавка зубьев ковшей экскаваторов порошковой проволокой ПП – У15Х12М диаметром 2,9 – 3,2 мм, обеспечивающей твердость наплавленного металла HRC 40…50, при постоянном токе обратной полярности обеспечивает повышение их долговечности в 2 раза по сравнению с ручной наплавкой электродами Т – 590. Наплавка клыков кирковщиков дорожной фрезы Д – 530 порошковой проволокой ПП – У30Х14МСФ повышает их долговечность (по сравнению с наплавкой сталинитом) в 1,2 – 1,3 раза.
Приведенные примеры свидетельствуют о целесообразности применения износостойких наплавок при восстановлении рабочих органов строительных машин как средства, повышающего такие показатели надежности машин как долговечность и ремонтопригодность.
5.2 Полимеры и композиционные материалы на их основе
В качестве конструкционных и триботехнических материалов в основном используют сплавы чёрных и цветных металлов, достоинства которых общеизвестны. Вместе с тем, с помощью металлических материалов невозможно решить все проблемы, которые ставят перед материаловедением современное машиностроение, особенно в плане ресурсосбережения.
Во многом снижение материало- и энергоёмкости техники, обеспечение экологической чистоты машиностроительного комплекса связаны с разработкой и эффективным использованием композиционных материалов (композитов) на основе полимеров, а так же с объёмами производства и потребления изделий из них. Отметим, что это направление современного материаловедения – композиционные материалы на основе полимеров и изделия из них – отнесено к единому из приоритетных направлений развития науки и техники Беларуси.
Итак, композиционные материалы – это материалы сложного состава, состоящие из двух и более разнородных компонентов с границей раздела между ними. Компонент, непрерывный по всему объёму композиционного материала и обеспечивающий его монолитность, называют матрицей. Компоненты, распределённые в матрице, называют наполнителями.
Матрицу на стадии подготовки и изготовления материала называют связующим. Связующее означает полимерный состав, предназначенный для получения полимеров, который содержит (в зависимости от свойств полимера как основного компонента) различные модифицирующие добавки технологического назначения, обеспечивающие или облегчающие процесс получения композита. К ним относятся пластификаторы, катализаторы, растворители, ускорители отвердителя, антиоксиданты и другие добавки, которые обеспечивают жизнеспособность связующего, его вязкость, смачивающую способность и другие технологические характеристики.
В матрице на границе её раздела с наполнителем располагаются переходные слои, которые имеют структуру, отличную от структуры матрицы в объёме, и могут играть существенную роль в обеспечении свойств композитов.
Композиционные материалы классифицируют по ряду основных признаков.
По назначению различают композиты конструкционного, триботехнического, электротехнического, декоративно-защитного и другого назначения.
По типу материала матрицы различают:
а) полимерные композиты;
б) металлические композиты;
в) неорганические композиты (неорганические полимеры, минералы, керамику, углерод).
Как уже отмечалось, остановимся только на полимерных композитах как наиболее распространённых и относительно недорогих материалах.
В полимерных композитах матрицами (или связующими) являются синтетические полимеры, т.е. вещества, макромолекулы которых состоят из многочисленных элементарных звеньев одинаковой структуры. Химическое строение полимера характеризуют его элементарным звеном, которое выражают структурной формулой полимера, учитывающей количество звеньев в цепи молекулы полимера. В частности, структурная формула самого известного полимера (полиэтилена) имеет вид  , где n – число звеньев в цепи, называемое степенью полимеризации.
, где n – число звеньев в цепи, называемое степенью полимеризации.
Соответственно, молекулярная масса полимера выражается формулой
 ,
,
где Мзв – молекулярная масса звена.
Молекулярная масса влияет на агрегатные состояния (жидкое, твёрдое) и свойства материала. У полимеров этот показатель составляет от 4 103 до 106 и более единиц.
К органическим полимерам (самым распространённым связующим композиционных материалов) относят соединения, молекулы которых содержат атомы С, Н, О, N, S и ряда других элементов, входящих в состав главной цепи и боковых групп.
По характеру строения полимерных макромолекул различают полимеры линейного, разветвлённого и сетчатого строения. Макромолекулы линейных полимеров состоят из длинных неразветвлённых молекулярных цепей, в которых содержатся, как правило, одинаковые атомные группировки. Атомы, входящие в главную цепь, связаны между собой прочными химическими (ковалентными) связями. Силы взаимодействия между макромолекулами имеющие физическую природу (например, Ван-дер-Ваальса), на один-два порядка меньше. Наличие гибких макромолекул с прочными связями в их цепи и слабыми межмолекулярными связями обуславливает высокую деформационную способность линейных полимеров. Их свойства существенно зависят от плотности упаковки макромолекул, с увеличением которой повышаются и их прочностные характеристики.
В полимерах разветвлённого строения длина боковых ответвлений макромолекул может быть соизмерима с длиной её основной цепи. Наличие значительных боковых ответвлений препятствует формированию плотной упаковки макромолекул и обуславливает пониженное межмолекулярное взаимодействие, что сказывается на прочностных характеристиках полимера, а также на его растворимости в химически активных средах.
У полимеров сетчатого строения цепи макромолекул связаны между собой прочными химическими связями, образуя сетчатую (пространственную сшитую) структуру. В результате полимеры становятся неплавкими и нерастворимыми. В зависимости от густоты сетки физико-механические характеристики полимеров могут меняться в значительных пределах. Полимеры, имеющие густую сетку, обладают повышенными показателями теплостойкости, прочности и твёрдости, а также низкой деформационной способностью.
Макромолекулы полимеров образуют так называемую надмолекулярную структуру, которая формируется в процессе их укладки. Упорядоченность расположения макромолекул зависит от многих факторов и определяется в основном пространственным расположением и гибкостью цепи макромолекул и составляющих её элементов. По степени упорядоченности структуры различают аморфные и кристаллические полимеры. Аморфные полимеры, для которых характерен только близкий порядок расположения элементов структуры, имеют довольно компактную форму расположения макромолекул в виде глобул, в которых они собраны в пачки или свёрнуты в клубки. Макромолекулы линейных и слаборазветвлённых полимеров формируются в кристаллические образования, имеющие дальний порядок расположения элементов структуры. Гибкие пачки складываются в ленты, образуя фибриллы, в которых молекулярные цепи ориентированы в одном направлении. В свою очередь фибриллы соединяются между собой, образуя пластины и сферолиты, размеры которых составляет десятки микрометров. Увеличение степени кристалличности полимеров способствует повышению их прочностных характеристик.
По изменению свойств под воздействием температуры различают термопластичные и термореактивные полимеры. Термопластичные полимеры (термопласты), имеющее линейное и разветвлённое строение макромолекул, при нагревании выше температуры их плавления переходят в состояние расплава. Это свойство термопласты сохраняют при многократных нагревах. В термореактивных полимерах (реактопластах) при нагревании, УФ - облучении или взаимодействии с введенными в их состав специальными веществами (сшивающими агентами) образуется сетчатая структура. Поэтому реактопласты становятся неплавкими, т.е. необратимо переходят в так называемое отверждённое состояние.
В качестве связующих термопласты и реактопласты на стадии формирования композитов находятся в вязкотекучем состоянии (в виде расплава или раствора), а при эксплуатации полимерные матрицы композитов находятся в твёрдом (кристаллическом или стеклообразном) состоянии.
По основным эксплуатационным показателям полимерные композиты разделяют на три группы (в качестве этих характеристик использована прочность при растяжении σр и теплостойкость по Вика kв):
а) композиты общетехнического назначения, имеющие σр ≤ 50 МПа и
kв ≤ 150о С. Изделия из этих материалов выдерживают постоянные внешние нагрузки до 15 МПа и обеспечивают работоспособность в конструкциях до 100о С. Матрицами этих материалов являются, как правило, термопласты с гибкими цепями макромолекул (полиэтилен, полипропилен, полиуретан, поливинилхлорид и др.);
б) композиты инженерно-технического назначения, имеющие σр ≤ 130 МПа и kв ≤ 220о С, что обеспечивает работоспособность изделий под нагрузкой до 20 МПа и при температуре до 160о С. К ним относятся композиты на основе алифатических полиамидов, полиацеталей, полисульфона, фторопластов, эпоксидных смол и др.;
в) высокопрочные и термостойкие композиты, имеющие σр > 130 МПа и kв > 220о С. Из них изготавливают изделия, работающие под нагрузкой более 20 МПа и при температурах более 160о С. К ним относятся композиты на основе ароматических полиамидов, полиарилатов и др.
Из первой группы выделим самые распространённые термопластичные полимеры – полиэтилен, полипропилен и поливинилхлорид.
Полиэтилен  относится к кристаллизующимся термопластичным полимерам. Он имеет высокую химическую стойкость и отличные диэлектрические характеристики, поскольку является неполярным полимером. В композитах триботехнического назначения на основе более прочных полимеров (например, алифатических полиамидов) при трении играет роль твёрдой смазки.
относится к кристаллизующимся термопластичным полимерам. Он имеет высокую химическую стойкость и отличные диэлектрические характеристики, поскольку является неполярным полимером. В композитах триботехнического назначения на основе более прочных полимеров (например, алифатических полиамидов) при трении играет роль твёрдой смазки.
Полипропилен  также является кристаллизующимся неполярным полимеров. Более жёсткие цепи макромолекул, обуславливают повышенные по сравнению с полиэтиленом прочностные характеристики. Его химическая стойкость и диэлектрические характеристики несколько хуже, чем у полиэтилена.
также является кристаллизующимся неполярным полимеров. Более жёсткие цепи макромолекул, обуславливают повышенные по сравнению с полиэтиленом прочностные характеристики. Его химическая стойкость и диэлектрические характеристики несколько хуже, чем у полиэтилена.
Поливинилхлорид  является аморфным полимером. Его отличает высокая атмосферная и химическая стойкость, хорошие диэлектрические характеристики, стойкость к знакопеременным нагрузкам и вибрации.
является аморфным полимером. Его отличает высокая атмосферная и химическая стойкость, хорошие диэлектрические характеристики, стойкость к знакопеременным нагрузкам и вибрации.
Из второй группы отметим поликапроамид, фторопласты, поликарбонат и эпоксидную смолу.
Поликапроамид (полиамид – 6, капрон)  относится к алифатическим полиамидам. Он обладает высокой износостойкостью и ударной прочностью. Являясь полярным полимером, он имеет высокую адгезионную способность, что позволяет использовать его в качестве материала триботехнических покрытий на деталях машин.
относится к алифатическим полиамидам. Он обладает высокой износостойкостью и ударной прочностью. Являясь полярным полимером, он имеет высокую адгезионную способность, что позволяет использовать его в качестве материала триботехнических покрытий на деталях машин.
Фторопласты являются полимерами фторпроизводных этиленового ряда. Отметим политетрафторэтилен (фторопласт – 4)  политрифторохлорэтилен (фторопласт – 3)
политрифторохлорэтилен (фторопласт – 3)  .Фторопласт – 4 (тефлон) относится к неполярным кристаллизующимся полимерам и отличается очень высокой химической стойкостью и прекрасными диэлектрическими характеристиками. Он имеет очень малый коэффициент трения и низкую износостойкость, что позволяет использовать его в качестве твёрдой смазки. У фторопласта – 3 более низкие показатели химической стойкости и диэлектрических свойств. Он легче перерабатывается в изделия, чем фторопласт – 4.
.Фторопласт – 4 (тефлон) относится к неполярным кристаллизующимся полимерам и отличается очень высокой химической стойкостью и прекрасными диэлектрическими характеристиками. Он имеет очень малый коэффициент трения и низкую износостойкость, что позволяет использовать его в качестве твёрдой смазки. У фторопласта – 3 более низкие показатели химической стойкости и диэлектрических свойств. Он легче перерабатывается в изделия, чем фторопласт – 4.
Поликарбонат (дифлон)  обладает высокими прочностными характеристиками, высокой атмосферостойкостью, стойкостью к действию растворов солей, разбавленных кислот и щелочей. Его используют в качестве связующего композитов на основе волокнистых наполнителей.
обладает высокими прочностными характеристиками, высокой атмосферостойкостью, стойкостью к действию растворов солей, разбавленных кислот и щелочей. Его используют в качестве связующего композитов на основе волокнистых наполнителей.
Эпоксидные смолы относятся к термореактивным полимерам, которые в исходном (жидком) состоянии являются олигомерами или полимерами, содержащими эпоксидные  или другие группы.
или другие группы.
В процессе их переработки при введении отвердителей происходит химическая реакция образования трёхмерного полимера сетчатой структуры. Отверждённые эпоксидные смолы отличаются от упомянутых полимеров линейного строения большей деформационной устойчивостью, менее низкой зависимостью свойств от температуры. Эпоксидные смолы являются основным видом связующих для конструкционных композитов.
Из третьей группы выделим полиарилаты  , которые относятся к сложным полиэфирам. Они имеют высокие показатели физико-механических свойств, теплостойкости и атмосферостойкости.
, которые относятся к сложным полиэфирам. Они имеют высокие показатели физико-механических свойств, теплостойкости и атмосферостойкости.
Основное отличие полимеров от металлов состоит в особенностях их строения, обусловленных спецификой межатомных и межмолекулярных связей и отражающихся на свойствах.
Особенностью атомно-кристаллического строения металлов является кристаллическая решётка, состоящая из атомов, окружённых обобществлёнными электронами (электронным газом). Наличие слабо связанных с решёткой электронов обуславливает высокие показатели тепло- и электропроводности металлов, а также высокую химическую активность большинства металлов. Кроме того, наличие компактной кристаллической решётки определяет большую плотность металлов.
В полимерах атомы связаны между собой прочными химическими связями ковалентного и ионного типа, которые обуславливают высокий уровень тепло- и электроизоляционных свойств, а также высокую химическую стойкость. Большая длина макромолекул определяет их низкую плотность (в 2 – 5 раза меньшую, чем металлов).
Как уже отмечалось, полимеры без модифицирующих добавок в качестве связующих (матриц) не используют. Добавки, которые могут быть химически активными или инертными, вводят для улучшения технологических характеристик связующего или усиления эксплуатационных свойств изделий из полимеров.
По виду армирующих (усиливающих) элементов наполнителяразличают дисперсноармированные и волокноармированные композиты.
Дисперсноармированные композиты содержат дисперсные наполнители, основные размеры которых (по всем трём осям) близки между собой. Это порошки, чешуйки, хлопья, очень короткие волокна и другие наполнители, размеры которых, как правило, не превышают 200 мкм. Упрочнение полимерной матрицы при введении дисперсных наполнителей происходит за счёт изменения структуры и усиления свойств в слоях матрицы, граничных с частицами наполнителя. В результате повышаются физико-механические характеристики композита в целом.
Волокноармированные композиты содержат волокна, у которых длина значительно (на два – пять порядков) превосходит их диаметр.
В свою очередь волокноармированные композиты можно разделить на три группы:
– композиты с дискретными (длиной до 10 мм) волокнами;
– композиты с длинными (более 10…50 мм) волокнами;
– композиты с непрерывными волокнами (в виде комплексных нитей или жгутов, лент, тканей и др.).
Волокноармированные композиты ещё называют волокноупрочнёнными, поскольку наполнитель вводят в матрицу с целью её упрочнения, т.е. изменения прочностных характеристик. По этому показателю их можно расположить в следующем порядке, представленном в таблице 5.1.
Таблица 5.1 – Влияние вида наполнителя на прочностные показатели
углепластиков
| Композит, содержащий наполнитель | Прочность, σр |
| Дисперсные частицы Дискретные волокна Длинные волокна Непрерывные волокна | 1,2…1,5 1,5…3 3…10 > 10 |
Естественно, что введение наполнителя сопровождается также изменением плотности материала, его триботехнических, теплофизических, электрофизических и других характеристик.
В таблице 5.2 представлены основные физико-механические свойства исходных компонентов композитов.
Таблица 5.2 – Физико-механические свойства компонентов композитов
(волокон и полимеров)
| Компонент | Плотность, г/см3 | σр, ГПа | Е, ГПа |
| Наполнитель | |||
| Стеклянное волокно Углеродное волокно Органическое волокно | 2,55 1,44 1,75 | 2,5 3,7 3,2 | |
| Полимер | |||
| Полиамид 6 Полисульфон Полипропилен Поликарбонат | 1,4 1,4 1,4 1,4 | 0,09 0,14 0,04 0,10 | 2,8 4,2 1,4 2,4 |
Видно, что они существенно отличаются друг от друга. В первом приближении (для простейших инженерных расчётов) для композитов на основе волокнистых наполнителей используют модель параллельного соединения компонентов, из которой следует, что разрушающее напряжение σк и модуль Ек при растяжении композита можно оценить, используя соотношения
 ,
,
где σн, σп – прочностная характеристика волокнистого наполнителя и
полимерной матрицы;
Сн, Сп – содержание наполнителя и полимера в композите (отметим,
что Сн + Сп = 1).
По методу получения композитов их разделяют на материалы, формируемые в твёрдой, жидкой и газообразной фазе связующего (матрицы).
Твёрдофазные компоненты соединяют в композиты с помощью энергоёмких технологических процессов: высокотемпературным спеканием под давлением, прессованием, взрывом и др.
Композиты из газовой фазы матрицы получают, как правило, путём нанесения матричных тонкослойных покрытий на элементы наполнителя (волокна, жгуты, ткани). Эти методы отличаются довольно большой энергоёмкостью и низким показателем полезного использования полимера, поскольку перевод в газообразное состояние большими потерями материала.
Наибольшее распространение имеют процессы получения композитов из жидкой фазы матрицы, когда её расплавами или растворами пропитывают армирующий наполнитель, а затем систему термообрабатывают и изготавливают изделия. Из всех перечисленных методов он обладает наименьшей энерго- и трудоемкостью. Кроме того, удельные затраты энергии при производстве полимерных композитов в 15 раз меньше, чем при производстве изделий из алюминия (и в 20 раз из титана). При этом коэффициент использования полимерных композитов составляет 0,9…0,95, а металлов и сплавов всего 0,5…0,6.
Методы получения композитов из жидкой фазы связующего отличаются большим разнообразием. В зависимости от типа и структуры наполнителя, вида и свойств связующего применяют тот или иной метод.
Термопласты перед совмещением с наполнителем находятся, как правило, в твёрдом состоянии (в виде порошка, волокон, гранул, плёнок и др.). Затем их нагревают выше температуры плавления и совмещают с наполнителем с последующим изготовлением изделий. Для термопластов, наполненных порошкообразными частицами или короткими волокнами, для получения изделий из них используют прямое и литьевое прессование, литьё под давлением, экструзию и другие методы.
Литьё под давлением является одним из наиболее эффективных методов получения несиловых изделий из термопластов. Оно включает следующие стадии:
1. Подготовка исходных компонентов (термопласт в виде гранул, наполнитель в виде порошка с размером частиц до 200 мкм);
2. Предварительное смешение компонентов;
3. Пропускание компонентов через литьевую машину (полимер нагревается при температурах 120…350о С, в зависимости от температуры плавления полимера и расплавляется, затем расплав под давлением в пределах 80…250 МПа) заполняет полость пресс-формы, выполненную с учётом размеров детали;
4. После охлаждения извлекаются детали (зубчатые колёса, уплотнительные, установочные и направляющие кольца и др.) из пресс-формы.
На рисунке 5.1 представлена принципиальная схема изготовления деталей из термопластов литьём под давлением.
Реактопласты перед совмещением с наполнителем находятся в твёрдом или жидком состоянии.
При изготовлении изделий из реактопластов, наполненных порошкообразными частицами или короткими волокнами, обязательно является стадия изготовления так называемых пресс-материалов (полуфабрикатов, обладающих необходимым набором компонентов нежной концентрации). Затем пресс-материалы перерабатывают в изделия различными видами прессования, а также литьём под давлением. Одним из наиболее эффективных методов изготовления несиловых деталей из реактопластов является литьевое прессование. На рисунке 5.2 представлена принципиальная схема этого метода. Он включает следующие операции:
1. Подготовка исходных компонентов;
2. Приготовление из них пресс-материала;
3. Пропускание пресс-материала через литьевой агрегат (полимер расплавляется в нагреваемой камере, затем под давлением 15…20 МПа заполняет полость пресс-формы, повторяющей конфигурацию детали);
4. Извлечение детали после охлаждения из пресс-формы.
Изготовление изделий из композитов, содержащие длинномерные и непрерывные (жгуты, нити, ленты, ткани) наполнители, осуществляется различными методами. Подавляющее большинство силовых конструкций изготавливают из реактопластов и непрерывных волокнистых наполнителей. Технологический процесс получения изделий в виде втулок включает следующие операции (принципиальная схема представлена на рисунке 5.3):
1. Подготовка исходных компонентов (жгута из стекловолокон и раствора реактопласта в органическом растворителе);
2. Намотка на оправку (дорн), повторяющую форму изделия, жгута, который предварительно пропитывают раствором связующего, пропуская его через ванну с раствором;
3. Размещение заготовки в автоклав и термообработка при давлении до 1 МПа и температуре, превышающей на 20 – 50о С температуру отверждения связующего;
4. Снятие изделия с оправки;
5. Нарезание втулок необходимых размеров.
Наиболее универсальным является технологический процесс получения изделий из композитов, который включает стадию изготовления препрегов, т.е. полуфабрикатов, содержащих слой наполнителя, пропитанный расплавом или раствором полимерного связующего. Таким образом, можно изготавливать изделия любой конфигурации, включая крупногабаритные силовые элементы конструкций и триботехнические детали в виде тел вращения. Реализовать этот процесс можно различными путями. На рисунке 5.4 представлена принципиальная схема метода получения композитов, получившая название порошковая технология (полимерное связующее в исходном состоянии представляют собой порошок).
Этот метод включает следующие операции:
1. Подготовка компонентов (полимера в порошкообразном состоянии с размером частиц не более 200 мкм и наполнителя в виде ленты или ткани);
2. Нанесение частиц полимерного связующего на ленту наполнителя в камере аппарата псевдоожижения;
3. Термообработка препрега и его смотка в рулон;
4. Выкладка необходимого количества слоёв препрегов по форме детали;
5. Прессование и термообработка системы для получения детали;
6. Механическая обработка детали;
7. Контроль качества детали.
Области применения полимеров и полимерных композитов достаточно обширны. Как уже отмечалось, они могут эффективно заменить традиционные конструкционные и триботехнические материалы в тех случаях, когда условия эксплуатации позволяют реализовать их достоинства. К основным достоинствам можно отнести:
1. низкую плотность (1,0…1,4 г/см3) и высокую удельную прочность (т.е. отношение прочности σ к плотности ρ);
2. высокую демпфирующую способность гасить механические и звуковые колебания (по этому показателю они на порядок превосходят металлы и сплавы);
3. высокую износостойкость в экстремальных условиях (в абразивно-агрессивных средах);
4. низкий коэффициент трения в сочетании с эффектом самосмазывания (при нагрузках до 10 МПа и скоростях скольжения до 0,5 м/с).
В настоящее время полимерные композиты наиболее успешно используются как материалы декоративно-конструкционного, конструкционного и триботехнического назначения. В частности, в авиационно-космической технике ряд аппаратов на 30 – 70 % масс состоит из композитов; в транспортном машиностроении применение композитов в автотранспортных средствах достигает тонны на единицу техники.
В различных отраслях машиностроения из композитов производят корпусные изделия (кузова, кабины, двери, бамперы, панели, ёмкости для различных жидкостей и др.); элементы ходового оборудования (шасси, рессоры, фрикционные диски и тормозные накладки и др.); элементы привода, включая элементы трансмиссии и системы управления; материалы, защищающие поверхности рабочих органов, в частности, облицовочные материалы, элементов транспортирующих и землеройных (роторные экскаваторы) машин (облицовка ковшей и элементов разгрузки).
Выбор полимерного композита, как и любого традиционного материала, для использования в узлах, агрегатах, конструкциях машин и механизмов базируются, прежде всего, на точном знании режимов их работы и условий эксплуатации.
Рисунок 5.1 – Принципиальная схема получения деталей из термопластичных полимеров литьём под давлением: 1 – формирующая полость, повторяющая конфигурацию детали; 2 – литьевая форма; 3 – литниковый канал поступления расплава в полость; 4 – мундштук литьевой машины; 5 – обогреваемый цилиндр с расплавом термопласта; 6 – приёмный бункер с исходным материалом в виде гранул; 7 – дозирующее устройство.
Рисунок 5.2 – Принципиальная схема получения деталей из термореактивных полимеров методом литьевого прессования: 1,2 – нижняя и верхняя половинки формы; 3 – отогреваемая камера; 4 – реактопласт; 5 – пуансон; 6 – литник; 7 – формирующая полость.
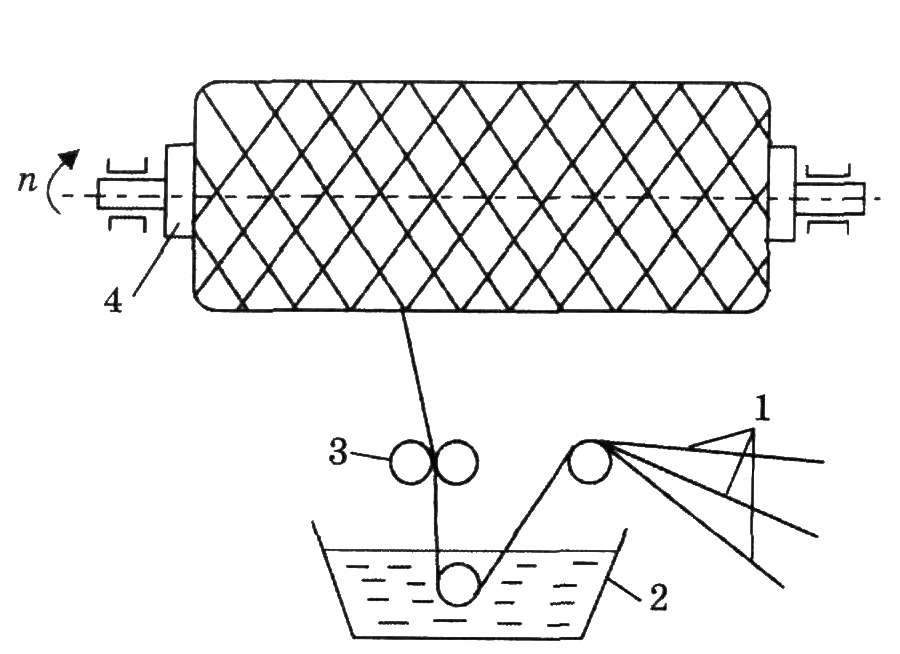
Рисунок 5.3 – Принципиальная схема изготовления трубчатых изделий накаткой стекложгута: 1 – стекложгут; 2 – пропиточная ванна с раствором полимера; 3 – отметочные ролики; 4 – оправка (дорн).
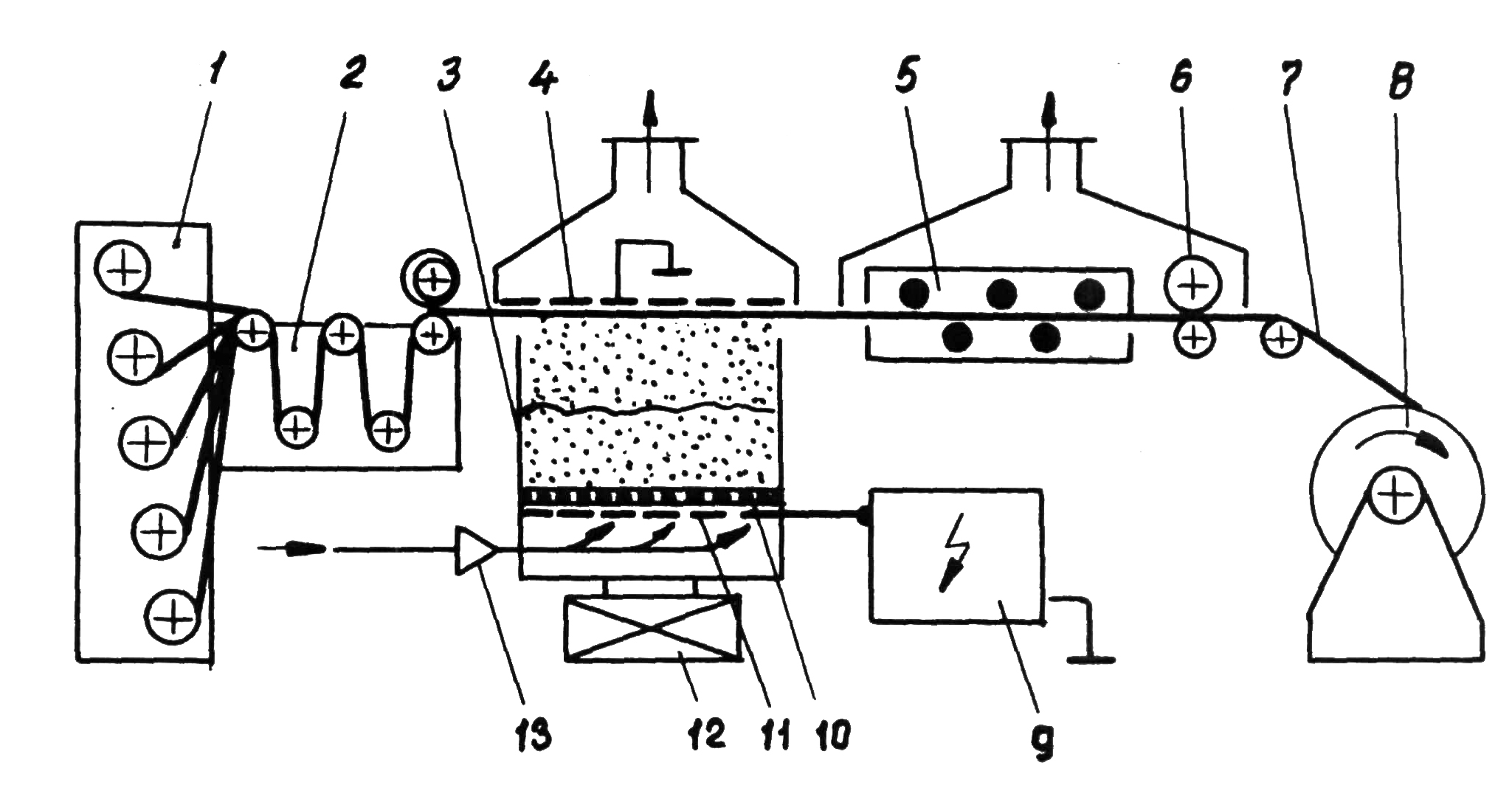
Рисунок 5.4 – Принципиальная схема получения препрегов углепластиков на основе порошкообразных полимерных связующих: 1 – стойка с рулонами наполнителя; 2 – блок роликоопор; 3 – аппарат электроосаждения; 4 – электрод осадительный; 5 – камера термообработки; 6 – валки тянуще-калибрующие; 7 – препрег; 8 – рулон готового препрега; 9 – источник высокого напряжения; 10 – решетка пористая; 11 – электрод высоковольтный; 12 – вибратор; 13 – система подачи псевдоожижающего агента.
В настоящее время материаловедение является одним из самых интенсивно развивающихся научных направлений, имеющих четкую практическую направленность. В основном развитие осуществляется преимущественно за счет неметаллических материалов, в том числе композиционных.
В машиностроении и других отраслях промышленности в основном научились использовать преимущества металлических и неметаллических материалов и их комбинаций. Каждая группа материалов обладает достоинствами в определенной области эксплуатации. Задача материаловедения – найти наиболее выгодные области использования различных материалов, не противопоставляя, их друг другу. Во многих случаях решение сложных задач может быть достигнуто только за счет комбинации металлических и неметаллических материалов, например, полимерных покрытий на металлических изделиях.
Развитие композиционных материалов обусловлено все возрастающими требованиями, предъявляемыми в различных отраслях машиностроения, включая транспортное, к машиностроительным изделиям. Именно они стимулируют создание композиционных материалов, способных к длительной эксплуатации в экстремальных условиях (под действием высоких температур и химически активных сред, больших статических и динамических нагрузок, радиации и прочее). Кроме того, эти материалы обладают по сравнению с традиционными конструкционными материалами (металлы и сплавы) значительно меньшей энергоемкостью процессов их производства и трудоемкостью изготовления изделий их них. Так удельные затраты энергии на единицу массы при получении композиционных материалов на основе полимеров в 15 раз меньше, чем при производстве изделий из алюминия и в 21 раз из титана. К этому следует добавить, что их плотность составляет 0,9…2,2 г/см3, т.е. в два – четыре раза ниже плотности аллюминевых и стальных сплавов. В 60 – 70-х годах ΧΧ столетия (на первом этапе их развития) композиционные материалы на основе полимеров и армирующих волокон применяли только в отраслях промышленности, определяющих уровень развития материаловедения (авиа- и космическая техника, радио- и электронная техника, судостроение и атомная промышленность), а также в тех случаях, когда высокая стоимость (по тем временам) компонентов была оправдана большой ответственностью узлов и высокими требованиями к изделиям. В частности, уже тогда в авиационно-космической технике США композиционные материалы использовали в качестве средненагруженных и даже силовых элементов конструкций, в ряде самолетов объем композиционных материалов доходит до 60…70 %. В настоящее время композиционные материалы используются в самых различных отраслях (в спортивной индустрии, строительстве, во всех отраслях машиностроения, включая транспортное), поскольку по ценам они вполне конкурентоспособны с другими традиционными материалами.
Выше упомянуто о так называемых высокопрочных композиционных материалах, которые по ряду физико-механических характеристик не уступают изделиям из металлических материалов. Вместе с тем, широкая гамма компонентов композиционных материалов позволяет варьировать их свойства в очень широких пределах.
Итак, композиционный материал (композит) – это сложный материал сложного состава, состоящий из двух и более разнородных компонентов с границей раздела между ними.
Композит состоит из двух видов компонентов. Основной компонент – это матрица, непрерывная по всему объему композита и обеспечивающая его монолитность. На этапе получения композита матрицу называют связующим.
Полимерные композиты имеют:
1. химическую стойкость;
2. электрические свойства (электроизоляционные свойства в пределах от 10 – 5 до 1017  , т.е. от проводников до диэлектриков);
, т.е. от проводников до диэлектриков);
3. прочностные свойства:
а) прочность от 1 до 104 МПа;
б) жесткость от 10 – 2 до 103 ГПа;
4. демпфирующая способность (гашение колебаний на порядок лучше, чем металлов);
5. твердость НВ 20…500.
Дата добавления: 2015-12-29; просмотров: 3960;