Детонационное напыление
При данном способе напыления нагрев и транспортирование частиц порошкообразного материала на поверхность детали осуществляются в результате энергии детонации газовой смеси. Схема процесса представлена на рис. 12.46. В камеру ствола подается кислородо-ацетиленовая смесь. Ствол одним концом направлен на обрабатываемую деталь. В другом конце ствола находится напыляемый порошок. Электрическая искра вызывает взрыв газовой смеси, в результате детонации газовой смеси происходит выделение теплоты и образуется ударная волна. Частицы порошка разогреваются в продуктах детонации, получают большую кинетическую энергию и направляются к открытому концу ствола. Напротив него помещают деталь. Частицы порошка имеют большую скорость полета, которая на расстоянии 75 мм от среза ствола достигает 800 м/с. При соударении с поверхностью детали кинетическая энергия частиц трансформируется в тепловую. При этом температура в месте контакта может повышаться до 4000°С.
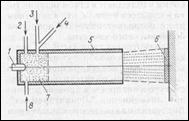
Рис.12.46. Схема детонационного напыления
1–электрическая свеча; 2–подача кислорода; 3–продувка азотом; 4–порошок материала покрытия; 5–ствол; 6–напыленный металл; 7–взрывная камера; 8–подача ацетилена
После каждого выстрела ствол аппарата продувают азотом для удаления продуктов сгорания. Процесс напыления повторяют с определенной периодичностью. В зависимости от типа установок скорострельность (периодичность повторения цикла) может достигать 10 выстрелов/с. За один цикл напыления можно нанести покрытие толщиной 6–10 мкм. Последовательно напыляя слои друг на друга, можно получить покрытие толщиной 1‑2 мм. При диаметре ствола 25 мм в течение 15 с можно получить покрытие на площади 5 см2 толщиной 0,3 мм. Детонационное напыление предназначено в основном для получения износостойкого покрытия, состоящего из карбидов и металлической связки. Высокие температуры и давление, контакт частиц порошка с активной газовой средой, деформация частиц при соударении с поверхностью детали способствуют протеканию различных физико-химических процессов в напыленном слое. Покрытия, полученные детонационным напылением, обладают высокой плотностью и прочностью сцепления с основным металлом. В то же время температура нагрева упрочняемой детали не превышает 200°С.
На Бийском машиностроительном заводе и Атакском опытном заводе ВНПО "Ремдеталь" серийно выпускают установки "Катунь" и "Днепр-3" для детонационного напыления. Установки предназначены для нанесения покрытий из порошковых материалов на рабочие поверхности деталей машин и аппаратов для восстановления и повышения их износостойкости, коррозионности и жаростойкости. Основные показатели установок приведены в табл.12.17. Оборудование для детонационного напыления представляет собой сложный технический комплекс, состоящий из детонационной установки, звукоизоляционного бокса, газораспределительного щита и дистанционного пульта управления.
Таблица 12.17
Дата добавления: 2015-12-26; просмотров: 1783;