Газопламенное напыление
В качестве источника энергии для нагрева и расплавления напыляемого материала используется газокислородное пламя, а его распыление и перенос на поверхность детали – струя сжатого воздуха или другого газа.
В качестве напыляемого материала может быть использована проволока или порошок. На рис.12.44. показаны схемы газопламенного напыления при использовании в качестве напыляемого материала проволоки и порошка.
Рассмотрим особенности применения в качестве напыляемого материала проволоки и порошка. Проволока подается с заданной постоянной скоростью в зону пламени с наиболее высокой температурой, где расплавляется, а затем струей сжатого воздуха или газа распыляется на мелкие частицы и ускоряется в направлении поверхности детали. Однако для расплавления проволоки требуется большое количество тепла. Поэтому применение проволоки в качестве материала для напыления целесообразно для нанесения низкотемпературных металлов и сплавов (алюминий, цинк, медь и их сплавы).
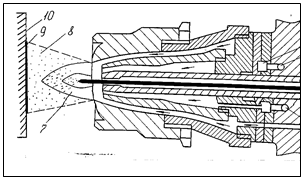 |
а)
1–смесительная камера; 2–канал подачи кислорода; 3–проволока; 4–направляющая втулка; 5–канал подачи ацетилена; 6–канал подачи воздуха; 7–ацетилено-кислородное пламя; 8–газометаллическая струя; 9–напыленный слой; 10–деталь.
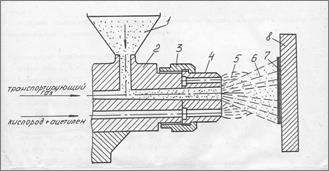
б)
1–бункер с порошком; 2–корпус головки; 3–гайка; 4–сопло; 5–факел газового пламени; 6–газометаллическая струя; 7–напыленный слой; 8–деталь.
Рис.12.44. Схема газопламенного напыления проволокой (а) и порошком (б)
Для нанесения более тугоплавких металлов и сплавов целесообразнее применять напыляемый материал в виде порошков, что резко повышает интенсивность нагрева и плавления. Порошки подаются в горелку из бункера с помощью транспортирующего газа.
В зависимости от назначения, материала и условий эксплуатации детали при восстановлении деталей используют следующие методы газопламенного напыления:
1. Напыление порошка без последующего оплавления.Применяется для деталей с износом до 2 мм на сторону без деформаций, искажений или изменений структуры металла, не подвергающихся в процессе эксплуатации ударам, знакопеременным нагрузкам, большому нагреву.
2. Напыление с одновременным оплавлением. Применяется для восстановления деталей с местным износом до 3–5 мм, работающих при знакопеременных и ударных нагрузках, изготовленных из серого чугуна, конструкционных и коррозионностойких сталей и др.
3. Напыление с последующим оплавлением. Применяется для восстановления деталей типа валов с износом до 2,5 мм на сторону. Восстановленные детали устойчивы против коррозии, абразивного износа, действия высоких температур.
Техпроцесс газопламенного напыления состоит из трех этапов.
1. Нагрев поверхности детали до 200–250 ºС.
2. Нанесение подслоя, который дает необходимую основу для наложения основных слоев.
3. Напыление основного слоя.
Дата добавления: 2015-12-26; просмотров: 1887;