Технологический процесс и его структура
ПРОИЗВОДСТВЕННЫЕ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Производственные и технологические процессы ремонта вагонов.
Проектирование технологических процессов ремонта вагонов и составление технологической документации. Параметры технологического процесса ремонта вагонов. Система обеспечения качества ремонта вагонов.
Совокупность взаимосвязанных действий людей и орудий производства, необходимых для ремонта выпускаемых предприятием изделий, составляет производственный процесс. Он может быть представлен системой основных, вспомогательных и обслуживающих процессов, в результате которых исходные материалы превращаются в готовые изделия.
Основные процессы – процессы ремонта изделий, составляющих программу выпуска. Совокупность основных процессов образует основное производство. Основное производство вагоностроительного предприятия состоит из трех стадий: заготовительной, обработочной и сборочно-отделочной. На заготовительной стадии производства получают литые, кованые, штампованные заготовки или детали; на обработочной стадии заготовки подвергают механической, термической и другим видам обработки. Сборочно-отделочная стадия является заключительной и включает процессы сборки составных частей вагонов и вагонов в целом, а также процессы их отделки, контроля, испытания и сдачи представителям заказчика.
Вспомогательные процессы служат для изготовления продукции, которая потребляется самим предприятием в основном производстве (инструмента, штампов, нестандартного оборудования), производства ремонта оборудования и оснастки, выработки электроэнергии, пара, сжатого воздуха и др. Совокупность вспомогательных процессов образует вспомогательное производство.
К обслуживающим процессам можно отнести процессы, связанные с оказанием различных услуг основному и вспомогательному производствам. Это прежде всего транспортирование, складирование, хранение и выдача материалов, контроль точности инструмента, приборов и др.
Наиболее значимой составной частью производственного процесса является технологический процесс.
Технологический процесс и его структура
Часть производственного процесса, которая содержит целенаправленные действия по изменению или определению состояния предмета труда, называют технологическим процессом. По последовательности выполнения и видам работ различают технологические процессы изготовления заготовок (отливок, поковок, и др.), процессы обработки (механической, термической, электрохимической и др.), процессы сборки, сварки, отделки, контроля, испытаний. Технологические процессы выполняются на рабочих местах при помощи технологического оборудования и оснастки.
Рабочее место — это часть производственной площади, на которой размещены исполнители работ и обслуживаемая ими единица технологического оборудования.
Технологическое оборудование — это средства технологического оснащения, в которых для выполнения какой-либо части технологического процесса размещают материалы, заготовки или детали, также средства воздействия на них (например, формовочные и литейные машины, прессы, станки, сборочные стенды и др.).
Технологическая оснастка — это средства технологического оснащения, добавляемые к технологическому оборудованию для выполнения технологического процесса (например, опоки, инструменты, различные приспособления и др.).
Технологические процессы в вагоностроении и при ремонте вагонов весьма сложны и разнообразны. Для удобства описания технологические процессы расчленяют на отдельные элементы. Основной структурной составляющей технологического процесса является операция.
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте. Постоянство рабочего места является необходимым, но недостаточным признаком технологической операции. На одном рабочем месте может выполняться несколько операций. Обязательным признаком перехода к другой операции является изменение вида работ. Технологической операции присваивают определенный номер (5, 10, 15 и т.д.), наименование и содержание. Для наименований операций используют ключевые слова, установленные государственными или отраслевыми стандартами. В операциях обработки резанием наименование операции, как правило, определяет вид оборудования, на котором она будет выполняться, например: токарная, фрезерная, сверлильная и т.д. При слесарных и слесарно-сборочных работах наименование операции отражает характер выполняемых работ, например: зачистка, керновка, сборка, клепка, свинчивание и др. В содержании операции раскрывается суть выполняемых работ. Запись содержания операции в технологических документах тоже начинается с ключевого слова, выражаемого глаголом в неопределенной форме, например: точить корпус буксы согласно эскизу; собрать раму вагона согласно чертежу. Технологическая операция являетя основой для производственного планирования и нормирования технологического процесса. Она служит основанием для расчета трудоемкости изделия, необходимого оборудования, оснастки, материалов, требуемого числа рабочих по профессиям и квалификациям. Элементами технологических операций являются: установ, технологический переход, вспомогательный переход и позиция.
Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Например, обработку ступенчатого валика на одном универсальном токарном станке с применением двухрезцовой державки можно выполнить при одной токарной операции за два установа и два перехода: первый установ и первый переход — точить валик до получения размеров (рис.1.,  ); второй установ и второй переход — точить валик до получения размеров
); второй установ и второй переход — точить валик до получения размеров  и
и  (рис. 1.,
(рис. 1.,  ). В случае обработки одним резцом и последовательного точения ступеней валика указанная операция будет выполнена за два установа и четыре перехода.
). В случае обработки одним резцом и последовательного точения ступеней валика указанная операция будет выполнена за два установа и четыре перехода.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода (например, установка заготовки, смена инструмента и др.). Переходы выполняют при различных положениях (позициях) обрабатываемой заготовки. 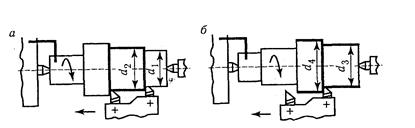
Рис. 1. Схема выполнения токарной операции на одном станке за два установа
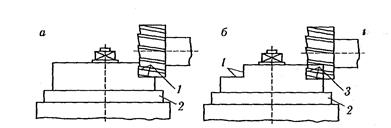
Рис. 2. Схема выполнения фрезерной операции за две позиции:
 первая;
первая;  вторая; 1 и З — фрезеруемые поверхности детали;
вторая; 1 и З — фрезеруемые поверхности детали;
2 — приспособление
Позиция — фиксированное положение, занимаемое закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования (рис. 2).
Дата добавления: 2015-12-22; просмотров: 916;