Методы и формы организации ТО автомобилей в АТП
Одним из путей повышения производительности труда и снижения простоев автомобилей в ТО и ТР является рациональная организация рабочих мест и, следовательно, улучшение их использования.
Рабочее место – это зона трудовой деятельности исполнителя, оснащенная необходимыми средствами и предметами труда, размещенными в определенном порядке: все виды работ по ТО и ТР начинают и заканчивают на автомобиле. Для проведения работ на автомобиле организуют рабочие посты. Рабочим местом рабочего или бригады рабочих называется участок производственной площадки, оснащенный необходимым оборудованием, приспособлениями и инструментом для выполнения определенного комплекса работ по техническому обслуживанию и ремонту автомобилей. Рабочие места ремонтных рабочих располагаются на постах ЕО, ТО-1 и ТО-2, в зонах текущего ремонта и в цехах производственного корпуса АТП.
Рабочий пост – это участок производственной площади, предназначенный для размещения автомобиля и включающий одно или несколько рабочих мест для проведения ТО и ТР. Таким образом, при организации рабочих мест на АТП применяются два метода их размещения – на рабочем посту, т.е. около предмета труда и около орудия производства – у стенда, станка, верстака.
В зависимости от числа постов, между которыми распределяется комплекс работ данного вида обслуживания, различаются два метода организации работ: на универсальных и на специализированных постах.
Метод ТО автомобилей на универсальных постахзаключается в выполнении всех работ ТО (кроме УМР) на одном посту группой исполнителей, состоящей из рабочих всех специальностей (слесарей, смазчиков, электриков) или рабочих универсалов, где исполнители выполняют свою часть работ в определенной технологической последовательности. При данном методе организации технологического процесса посты могут быть тупиковые и проездные. Тупиковые посты в большинстве случаев используются при ТО-1 и ТО-2. Проездные – преимущественно при ЕО.
Недостатками метода (при тупиковом расположении постов) являются следующие: значительная потеря времени на установку автомобилей на посты и съезд с них; загрязнение воздуха отработанными газами при маневрировании автомобиля в процессе заезда на посты и съезда с них; необходимость неоднократного дублирования одинакового оборудования.
Сущностью метода ТО автомобилей на специализированных постахявляется распределение объема работ данного вида ТО по нескольким постам. Посты, рабочие и оборудование на них специализируются с учетом однородности работ или рациональной их совместимости.
Метод специализированных постов может быть поточным и операционно-постовым.
Поточный методоснован на применении поточной линии – такой совокупности постов, при которой специализированные посты располагаются последовательно по одной линии.
Необходимым условием при этом является одинаковая продолжительность пребывания автомобиля на каждом посту (синхронизация работы постов), которая обеспечивается при различных объемах выполняемых работ по постам соответствующим количеством рабочих при соблюдении условия

где t – продолжительность простоя автомобиля на посту (такт поста), ч; t0 – объем работ по ТО, выполняемых на посту, чел.-ч;
Р – число рабочих на посту, чел.
При поточном методе специализированные посты могут быть расположены прямоточно, как это организуется при ЕО (рис. 2.4), и поперечно по отношению к направлению движения потока.
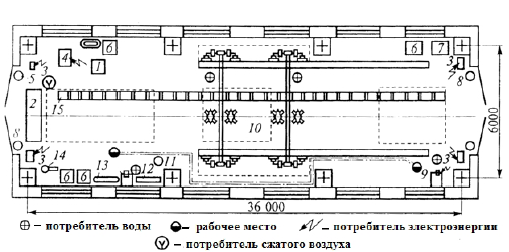
Рис. 2.4. Технологическая планировка поста уборки и мойки автомобиля:
1 – контейнер для мусора; 2 – электротельфер; 3 – установка создания воздушной завесы; 4 – пульт управления; 5 – огнетушитель углекислотный; 6 – ящик для песка; 7 – ларь для обтирочного материала; 8 – ворота механизированные; 9 – барабан с самонаматывающимся шлангом и пистолетом для воды; 10 – автоматическая моечная установка; 11 – воздухораздаточная колонка; 12 – знаки безопасности; 13 – щит для инвентаря; 14 – пылесос; 15 – конвейер
Достоинствами метода являются: сокращение потерь времени на перемещение автомобиля (рабочих) и экономное использование производственных площадей. Недостатком является невозможность изменения объема работ (в сторону увеличения) на каком-либо из постов, если не предусмотреть для этой цели резервных (скользящих) рабочих, включающихся в выполнение дополнительно возникших работ, чтобы обеспечить соблюдение такта линии. Часто функции скользящих рабочих возлагаются на бригадиров.
При организации ТО на поточных линиях различают потоки непрерывного и периодического действия. Потоком непрерывного действия (применяется только для работ ЕО) называют такую организацию технологического процесса, при которой ТО производится на непрерывно перемещающихся по рабочим зонам автомобилях. Скорость конвейера при этом выбирают в пределах 0,8–1,5 м/мин. Расстояние между перемещаемыми друг за другом автомобилями А (2–4 м) в зависимости от скорости конвейера) выбирается с учетом того, что оно является частью длины рабочей зоны Lр.з. = Lа + А, где Lа – длина автомобиля.
Потоком периодического действия называют организацию технологического процесса, при котором автомобили периодически перемещаются с одного рабочего поста на другой (скорость конвейера – до 15 м/мин, А = 1 м).
При операционно-постовом методе обслуживания объем работ данного вида ТО распределяется также между несколькими специализированными, но параллельно расположенными постами, за каждым из которых закреплена определенная группа работ или операций. При этом работы или операции комплектуются по виду обслуживаемых агрегатов и систем (например: механизмы передней подвески и переднего моста; задний мост и тормозная система; коробка передач, сцепление и карданная передача). Обслуживание автомобилей в этом случае выполняют на тупиковых постах.
Преимуществами данного метода являются: возможность специализации оборудования, повышение уровня механизации, повышение качества работ и производительности труда, более оперативная организация технологического процесса (независимость постановки автомобилей на пост). Недостатком метода является то, что необходимость перестановки автомобилей с поста на пост требует маневрирования автомобиля, что вызывает увеличение непроизводительных потерь времени, а также загазованность помещений отработавшими газами.
При данном методе ТО целесообразно организовывать в несколько приемов (заездов), распределив все работы ТО на несколько дней.
Организация ТО-1 иТО-2 на универсальных постах.При небольшом списочном составе парка АТП, а следовательно, небольшой программе ТО не удается использовать поточный метод обслуживания. В этом случае ТО проводят на универсальных постах, обеспечивающих полное выполнение перечня обязательных операций ТО-1 (или ТО-2) на каждом из них.
При выполнении ТО автомобилей на универсальных постах применяется частичная или полная специализация исполнителей – по видам работ или группам агрегатов.
Посты используются тупикового и проездного типов. Проездные посты, позволяющие сохранить маневрирование подвижного состава, наиболее предпочтительны для обслуживания автопоездов и автобусов сочлененного типа.
При программе обслуживания до восьми автобусов в сутки НИИАТ рекомендует выполнять ТО-1 на универсальном проездном посту (рис. 2.5).
На таких постах выполняются контрольные, регулировочные и крепежные работы по агрегатам и механизмам автомобиля, а также работы электротехнические, по системе питания и шинам. При этом выполнение смазочных, заправочных и очистительных работ предусматривается на отдельном посту смазки.
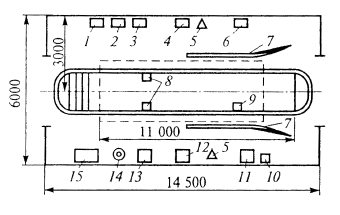
Рис. 2.5. Технологическая планировка универсального поста для ТО-1 автобусов:
1 – тележка для сброса фильтрующих элементов; 2 – стол-ванна для промывки фильтров; 3 – стол-ванна для чистого масла на подставке; 4 – ларь для чистых обтирочных материалов; 5 – наконечник с манометром для воздухораздаточного шланга; 6 – стационарная установка; 7 – направляющие для колес автобуса; 8 –подъемник с креплением на стенке канавы; 9 – подставка для работы в осмотровой канаве; 10 – переносной ящик для инструментов и крепежных деталей; 11 – маслораздаточный бак; 12 – электромеханический солидолонагнетатель; 13 – маслораздаточная колонка; 14 – стеллаж-вертушка для крепежных деталей; 15 – слесарный верстак
Организация ТО-1 на потоке.К основным условиям, при которых достижима эффективность поточного метода, относятся:
– достаточная для полной загрузки поточной линии суточная или сменная программа обслуживания;
– строгое выполнение всего комплекса операций определенного для данного вида обслуживания автомобиля и условий его работы;
– четкое распределение перечня операций по отдельным исполнителям;
– правильный расчет такта линии и строгое его выполнение; максимальная механизация и автоматизация работ, включая передвижение автомобиля с поста на пост;
– максимально возможная специализация отдельных постов по виду выполняемых работ при большой программе обслуживания, совмещение работ различного вида на одном посту при относительно небольшой программе;
– хорошо налаженное снабжение поточной линии всеми необходимыми деталями, материалами и инструментом, хранящимся вблизи от рабочих постов или непосредственно на постах;
– возможность переходов рабочих с поста на пост и наличие так называемых «скользящих» рабочих для продолжения незаконченной операции или оказания помощи в работе соседним постам (особенно при разномарочном составе автомобилей), а также наличие необходимости дополнительного поста для завершения работ, по каким-либо причинам не выполненных на самой линии.
Типаж поточных линий включает два типа линий: на два и три рабочих поста (рис. 2.6). Для трехпостовой поточной линии с производительностью 17–20 автомобилей в смену, при семи рабочих на постах, распределение видов работ по постам может иметь следующий вид.
Первый пост предназначен для выполнения контрольно-диагностических, крепежных и регулировочных работ, связанных с вывешиванием колес автомобиля (по переднему и заднему мостам, тормозной системе, рулевому управлению и подвеске автомобиля). На втором посту выполняются контрольно-диагностические, крепежные и регулировочные работы, не связанные с вывешиванием колес автомобиля (по электрооборудованию, системе питания, КПП, сцеплению и др.). На третьем посту производятся работы по двигателю, смазочные, заправочные и очистительные операции по всему автомобилю.
На линии может быть предусмотрен нерабочий пост, который чаще всего используется для стоянки автомобиля, ожидающего ТО.
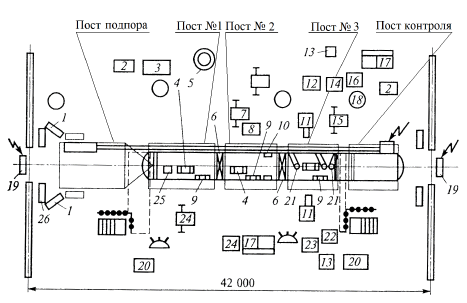
Рис. 2.6. Технологическая планировка поточной линии ТО-1 на трех постах:
1 – направляющий ролик; 2 – конторский стол; 3 – слесарный верстак; 4 – регулируемые подставки под ноги; 5 – стеллаж-вертушка для крепежных деталей; 6 – переходный мостик; 7 – передвижной пост электрика; 8 – тележка для транспортировки аккумуляторных батарей; 9 – ящик для инструмента и крепежных деталей; 10 – гидравлический передвижной подъемник; 11 – гайковерт для гаек колес; 12 – стол-ванна для промывки фильтров; 13 – воздухораздаточная автоматическая колонка; 14 – маслораздаточная колонка; 15 –передвижной пост смазчика-заправщика; 16 – маслораздаточный бак; 17 – ларь для обтирочных материалов; 18 – установка для отсоса отработавших газов; 19 – механизм привода ворот; 20 – лари для отходов; 21 – воронка для слива отработавших масел; 22 – установка для заправки трансмиссионным маслом; 23 – передвижной нагреватель смазки; 24 – передвижной пост слесаря-авторемонтника; 25 – гайковерт для гаек стремянок рессор; 26 – установка для тепловой воздушной завесы ворот
Организация ТО-2 на потоке.ТО-2 на потоке имеет следующие основные особенности:
– распределение всего комплекса операций ТО-2 по месту их выполнения (специализированным постам), исходя из технологической разнородности различных групп операций, технологической последовательности их выполнения, специфичности применяемого оборудования, санитарных и других условий;
– включение в ТО-2 операций ТР малой трудоемкости, не нарушающих ритмичности выполнения собственно обслуживания (по разработанному примерному перечню таких операций);
– вариантность технологических схем, предусматривающая возможность их использования различными по масштабу АТП, с выполнением обслуживания как на постах тупикового типа, так и на поточной линии (на наиболее крупных предприятиях);
– возможность унификации поточных линий ТО-2 в целях проведения работ на них в различные смены (на одних и тех же производственных площадях).
В зависимости от масштаба производственной программы могут применяться различные организационные схемы обслуживания ТО-2 на потоке с делением поступивших автомобилей на четыре группы.
По первой из этих схем после выполнения контрольно-диагностических операций на посту диагностики (рис. 2.7) автомобили 1-й группы следуют в зону ТО-2 на посты тупикового типа, где выполняются операции 2-й и 3-й групп. Смазочно-очистительные операции 4-й группы выполняются на посту смазки зоны ТО-1 или на соответствующем посту поточной линии ТО-1.
По второй и третьей схемам все операции, кроме контрольно-диагностических, выполняются на четырех- или пятипостовой поточной линии ТО-2.
Рекомендациями по выбору схемы организации ТО-2 устанавливаются, что при программе, равной 2–3 обслуживаниям грузовых автомобилей в смену, принимается первая схема с постами тупикового типа. При программе на 4–5 обслуживаний применима вторая схема – с четырехпостовой поточной линией.
При программе на 6–7 обслуживаний – пятипостовая линия.
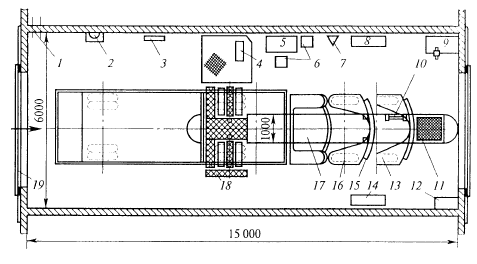
Рис. 2.7. Технологическая планировка поста диагностирования Д-2:
1 – вывод отработавших газов; 2 – раковина для мытья рук; 3 – шкаф для одежды; 4 – пульт управления стендом; 5 – стол; 6 – стул; 7 – подвод сжатого воздуха; 8 – прибор для проверки системы зажигания; 9 – верстак с параллельными тисками; 10 – переносная лестница; 11 – площадочный винтовой подъемник; 12 – вентилятор для охлаждения; 13 – второе положение автомобиля; 14 – шкаф для переносного оборудования; 15 – передвижной подъемник; 16 – первое положение автомобиля; 17 – осмотровая канава; 18 – стенд для диагностики тягово-экономических показателей; 19 – раздвижные ворота
При проведении ТО-2 допускается выполнение сопутствующих ремонтных операций, имеющих относительно малую трудоемкость (до 0,3 чел.-ч), при общем их объеме не более 20% от нормативного объема работ ТО-2. К таким операциям относятся: замена рулевых тяг, топливного насоса, тормозных колодок, карданного вала и т.п.
Для обеспечения ритмичности в работе поточной линии предусматривается выделение нескольких «скользящих» слесарей-ремонтников.
Распространению поточных линий ТО-2 препятствует значительная сложность организации их работ. Наиболее трудно сохранить заданную расчетом ритмичность в работе поточной линии, так как выполнять ТО-2 без операций ремонта не удается (объем работ ремонта при ТО-2 достигает 50 % и более от трудоемкости самого обслуживания).
Таким образом, основными показателями для применения ТО-2 на потоке должны стать: улучшенная организация снабжения запасными частями; большая равнопрочность и долговечность узлов и агрегатов автомобиля (что позволит уменьшить объем ремонтных работ и стабилизировать перечень операций при ТО-2); применение углубленной диагностики автомобилей перед постановкой их на ТО-2 с целью уточнения состава требуемых операций ремонта; увеличение в АТП количества зданий, позволяющих оборудовать поточные линии в соответствии с рациональной технологией обслуживания.
Операционно-постовой метод ТО-2.Основными идеями метода являются: выполнение всего объема ТО-2 и сопутствующего ремонта (ТРСОП) только в межсменное время, в несколько приемов-заездов, осуществляемых в течение ряда следующих друг за другом дней; распределение и специализация рабочих по определенным группам обслуживаемых и ремонтируемых агрегатов и систем автомобиля.
Практически весь объем ТО-2 по данному методу распределяется на шесть групп операций («постов»), каждая из которых выполняется рабочими определенного поста. Число приемов-заездов на обслуживание ограничивается четырьмя или двумя, в каждый из которых работы на автомобиле выполняются сразу несколькими «постами».
Под словом «пост» при операционно-постовом методе понимается не место рассматриваемое в плане габаритных размеров автомобиля, а группа операций, выполняемая рабочими определенной специализации. Специализация автомобилемест (за исключением работ по кузову) не осуществляется. Сутью метода является не перестановка автомобиля в процессе выполнения работ ТО-2 с поста на пост, а перемещение по постам передвижных групп исполнителей. В состав общей бригады ТО-2, кроме закрепленных специалистов, могут входить некоторые специалисты, не закрепленные за отдельными постами, – арматурщики, электрики и др.
Внедрение операционно-постового метода позволяет довести КТТ автомобилей парка до 0,97.
Недостатками метода являются: отсутствие специализации автомобилемест, свойственной поточному методу; отсутствие строгой технологической связи между автомобилеместами и производственными цехами; нечеткое распределение функций между основной бригадой, выполняющей ТО-2 и большую часть ремонтов, и вспомогательной бригадой, выполняющей только ТР, что снижает ответственность отдельных исполнителей за качество работ и, как следствие, способствует излишней повторяемости ремонта.
Лекция 3
Дата добавления: 2015-11-26; просмотров: 25718;