Классификация технологических процессов.
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению состояния предмета труда. К предметам труда относят заготовки и изделия.
По последовательности выполнения различают техпроцессы:
Изготовления исходных заготовок;
В техпроцессе изготовления заготовок происходит превращение материала в исходные заготовки деталей машин заданных размеров и конфигурации путем литья, обработки давлением, резки сортового проката, а также комбинирования.
Термической обработки;
В процессе термической обработки происходит превращения материала заготовок, изменяющие его свойства.
Механической обработки заготовок;
При мех.обработке наблюдается последовательное изменение состояния исходной заготовки (еегеометрических форм, размеров и количества поверхностей) до получения готовой детали.
Сборки изделий.
Техпроцесс сборки связан с образованием разъемных и неразъемных соединений составных частей изделия.
Для осуществления любого техпроцесса необходимо применение орудий производства, называемые средствами технологического оснащения.Но необходимо еще для выполнения техпроцесса технологическая оснастка (режущий инструмент, штампы, калибры, приспособления). Техпроцесс выполняют на рабочих местах (это элементарная единица структуры предприятия, где размещены исполнители работы, технологическое оборудование, оснастка и предметы труда). Т.е. это участок производственной площади, оборудованный в соответствии с выполняемой на нем работой.
Технологическая операция – законченная часть ТП, выполняемая на одном рабочем месте. При обработке на станке операция включает все действия рабочего, управляющего станком, а также автоматические движения станка. Число операций может быть различным в зависимости от сложности изготовления деталей. Существует многооперационный станок. Кроме технологических операций, различают и вспомогательные операции (транспортирование, контроль, маркирование и т.д.). При выполнении ТП заготовка или сборочная единица последовательно проходит по цехам. Эта последовательность называется технологическим маршрутом. Различают межцеховой и внутрицеховой технол. маршруты.
Классификация техпроцессов (ГОСТ 3.1109 – 83):
По стадии создания изделия:
· перспективный (это укрупненный, упрощенный без детализации, разрабатывается при отсутствии полного комплекта исходной документации);
· проектный (разрабатывается на стадии разработки технологического процесса);
· рабочий.
В зависимости от программы выпуска изделия:
· единичный (разрабатывается для конкретной детали, разовое изготовление, либо в очень ограниченных пределах);
· типовой (для близких повторяющихся изделий, т.е. создан для группы изделий. Обладающих общностью конструкционных признаков. В группе деталей выделяют типовую деталь.
· Групповой (предназначен для совместного изготовления или ремонта группы изделий различной конфигурации в конкретных условиях производства. Отличие между типовыми и групповыми процессами в том. Что типовая технология характеризуется общностью технологического маршрута, а групповая – общностью оборудования и оснастки, необходимых для выполнения определенной операции.
В зависимости от детализации разработки:
· Маршрутный (отражает основные этапы изготовления деталей и их последовательность);
· Операционный (включает в себя детальное описание по операционной последовательности работ на одном из этапов маршрутного процесса);
· Маршрутно–операционный (включает в себя и маршрутную технологию и поопераационное описание каждого этапа).
3 Технологичность изделий
Технологичностью изделий называется степень оптимальности и рациональности изготовления и сборки и как следствие наименьшая себестоимость.
Для оценки оптимальности используются различные критерии. В процессе разработки изделия и технологии его изготовления используется ряд принципов, повышающих технологичность изделия.
В недалеком прошлом оптимизация технологического процесса заключалась в том, что на основе опыта и интуиции технолога из множества вариантов технологического процесса выделялось 2-3, которые детально анализировались, сравнивались, и выбирался основной вариант. С развитием вычислительной техники появились программные продукты, позволяющие за короткое время просчитывать множество вариантов и по заданным критериям выбирать оптимальный.
Технологичность изделия оценивается в соответствии с ГОСТ 14202073. При этом вводятся следующие показатели и критерии.
1. Трудоемкость изготовления конструкции, которая характеризуется временем, затрачиваемым на изготовление и сборку изделия. Суммируя время определенных операций, может быть определена общая трудоемкость в нормочасах.
2. Себестоимость изготовления деталей, сборочных единиц, изделия. Себестоимость изготовления изделия зависит от трудоемкости, квалификации рабочих и технико-экономических условий изготовления изделий. Для предварительного определения себестоимости могут быть сделаны оценки, исходя из веса изделия и степени его сложности.
3 Коэффициент использования материала (КИМ).
КИМ=  ,
,
где q0 – полезный расход, Ндет- общий расход материала, включая потери и отходы.
4. Степень использования стандартных и нормализованных деталей и сборочных единиц. Чем больше использовано в изделии, тем выше его технологичность.
5. Процентное отношение количества деталей оригинальной и сложной конструкции к общему количеству деталей. Снижение количества оригинальных деталей повышает технологичность изделия.
Дополнительными показателями технологичности являются:
1) характеристика условий эксплуатации и ремонта;
2) условия выполнения работ по техническому обслуживанию изделий в том числе требования по квалификации и составу персонала для проведения этих работ;
3) средняя трудоемкость ремонта и технического обслуживания.
В процессе создания изделий следует придерживаться определенных принципов для повышения технологичности конструкции. В качестве основных можно рекомендовать следующие принципы:
1) максимально широкое использование унифицированных комплектующих деталей;
2) снижение номенклатуры применяемых материалов, крепежных изделий, а также разнообразия деталей и узлов;
3) конструкторская проработка, обеспечивающая создание деталей рациональной формы, обусловливающая минимум затрат на изготовление и простоту сборки и разборки изделия;
4) наличие на деталях удобных базирующих поверхностей для изготовления;
5) выбор рационального способа получения заготовок с размерами и формой, наиболее близким к готовым деталям.
4. Оптимизация производственного процесса. Календарное планирование.
Цель - оптимизация материальных потоков внутри предприятий, создающих материальные блага или оказывающих услуги.
• - минимизация времени выполнения всех необходимых работ;
• - повышение коэффициента загрузки оборудования;
• - минимизация затрат на пусконаладочные работы;
• - минимизация объемов незавершенного производства;
- установление оптимальных сроков выполнения работ.
Пример. В токарный цех с главного конвейера поступил заказ на изготовление различных видов метизных изделий. Срок выполнения заказа — 24 ч. Технологическим процессом предусмотрены две операции — изготовление заготовки и нарезка резьбы, что предполагает использование двух видов оборудования. Затраты времени на выполнение этих работ указаны в таблице.
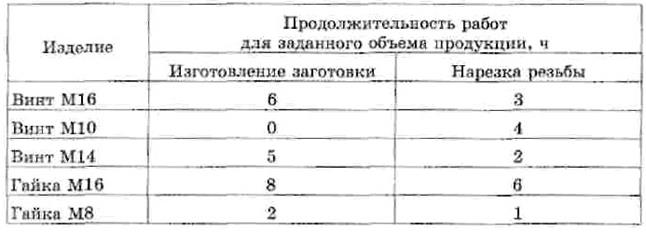
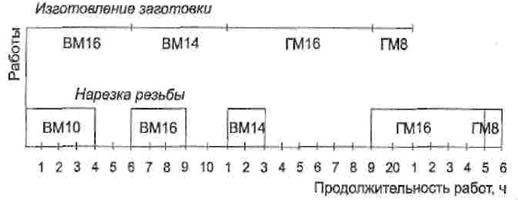
Необходимо составить график запуска изделий в производство таким образом, чтобы уложиться в указанное время. Если производить работы в той последовательности, которая задается заявкой главного конвейера (Винт М16 -Винт М10 - Винт М14 - Гайка М16 - Гайка М8), то на выполнение заказа уйдет 26 ч (рисунок) и условия заказа выполнены не будут.
Метод сетевого планирования (предполагает последовательное или последовательно-параллельное выполнение определенных работ и их этапов, что сокращает длительность производственного цикла.
FIFO – (первым поступил – первым обслужен)
LIFO – (последним пришел – первым обслужен)
SOT – (минимальное время выполнения
Типы производств
Тип производства – комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, объемом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Уровень специализации рабочих мест выражается рядом показателей, характеризующих конструктивно-технологические и организационно-плановые особенности продукции и производства. К таким показателям относятся удельный вес специализированных рабочих мест в подразделении; число закрепленных за ними наименований деталеопераций; среднее число операций, выполняемых на рабочем месте за определенный период времени. Среди этих показателей последний наиболее полно характеризует организационные и экономические особенности, соответствующие конкретному типу производства, уровню специализации-рабочих мест. Этот уровень определяется коэффициентом закрепления операций Кз.о.
Коэффициент Кз.о показывает отношение числа различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест.
В зависимости от значения Кз.о рабочие места серийною производства подразделяются на крупно-, средне- и мелкосерийные: при 1 <= Кз.о < 10 рабочие места относятся к крупносерийному производству, при 10 <= Кз.о < 20 рабочие места соответствуют среднесерийному производству, при 20 <= Кз.о <= 40 – мелкосерийному производству.
Массовый тип производства характеризуется непрерывным изготовлением ограниченной номенклатуры изделий на узкоспециализированных рабочих местах.
Серийный тип производства обусловливается изготовлением ограниченной номенклатуры изделий партиями (сериями), повторяющимися через определенные промежутки времени на рабочих местах с широкой специализацией. Серийный тип производства подразделяется также на крупно-, средне- и мелкосерийный в зависимости от преобладающей группы рабочих мест.
Единичный тип производства характеризуется изготовлением широкой номенклатуры изделий в единичных количествах, повторяющихся через неопределенные промежутки времени или вовсе не повторяющихся, на рабочих местах, не имеющих определенной специализации.
Крупносерийный тип производства приближается по своей характеристике к массовому, а мелкосерийный – к единичному типу производства.
Движение деталей (изделий) по рабочим местам (операциям) может быть: во времени – непрерывным и прерывным; в пространстве – прямоточным и непрямоточным. Если рабочие места расположены в порядке последовательности выполняемых операций, т. е. по ходу технологического процесса обработки деталей (или изделий), то это соответствует прямоточному движению, и наоборот.
Производство, в котором движение изделий по рабочим местам осуществляется с высокой степенью непрерывности и прямоточности, называется поточным.
В связи с этим в зависимости еще от формы движения изделий по рабочим местам массовый и серийный типы производства могут быть поточными и непоточными, т. е. может быть массовый, массово-поточный, серийный и серийно-поточный тип производства. В единичном типе производства осуществить непрерывность и прямоточность прохождения всех изделий, изготовляемых на группе рабочих мест, как правило, трудно, и потому единичный тип производства не может быть поточным.
По преобладающему типу производства определяется и тип участка, цеха и завода в целом.
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так, автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Серийное производство является наиболее распространенным типом производства. На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах. Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели. Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры.
Дата добавления: 2015-10-26; просмотров: 6896;