Монтаж электрических машин
Перед началом монтажа проводят проверки:
-соответствия машины ее проектной документации;
-комплектности машины и сохранности крепежных деталей;
-появления возможных повреждений за время транспортировки и хранения путем предварительного осмотра после расконсервации;
-состояния подшипников, коробки выводов, коллектора, контактных колец, щеточного механизма и др.;
-сопротивления изоляции обмоток, подшипников и щеточных траверс. Если сопротивление изоляции обмоток меньше минимально допустимого, проводят сушку обмоток (см. § 3.3);
-воздушного зазора между статором и ротором, а также зазоров в подшипниках скольжения и уплотнений валов.
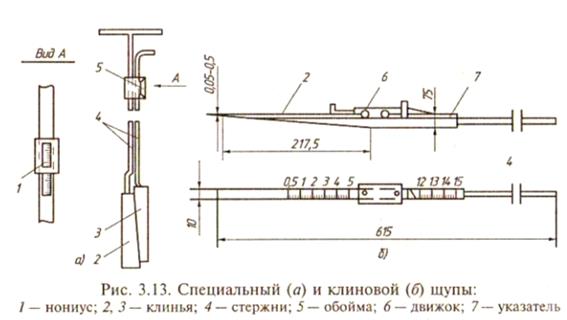
Осуществляется с помощью пластинчатых (рис. 3.12) и клиновых (рис. 3.13) щупов. Проверка воздушного зазора возможна лишь для машин открытого и защищенного исполнений, поскольку она проводится без разборки машины; на отсутствие задевания ротора о статор. Ротор машины должен свободно вращаться в подшипниках при его повороте рукой (при мощности до 10...15 кВт) или рычагом (для машин большей мощности).

Рис 3.12. Пластинчатые щупы (а — раздвижной; 6— со сменными пластинами):
1-калиброванные пластины; 2— штифт; 3 —винт; 4-накладка-прижим; 5 — ручка; 6 — пробка
Выявленные в процессе осмотра неисправности следует устранить до начала монтажа. Если нет уверенности в том, что во время хранения и транспортировки машина осталась неповрежденной, проводят ее полную разборку с ревизией отдельных узлов. При необходимости заменяют смазку в подшипниках и затягивают болтовые соединения.
В зависимости от мощности и конструктивного исполнения электрические машины могут поступать на место монтажа в собранном или разобранном виде. В первом случае по известным установочным размерам машины заранее изготавливают крепежные детали и конструкции. Машины устанавливаются на металлических рамах или фундаментах (общих с приводным двигателем или с приводом или отдельных от них). Поскольку установочные размеры имеют допуски, указанные в чертежах, перед монтажом следует заготовить комплект прокладок, перекрывающий поле допусков.
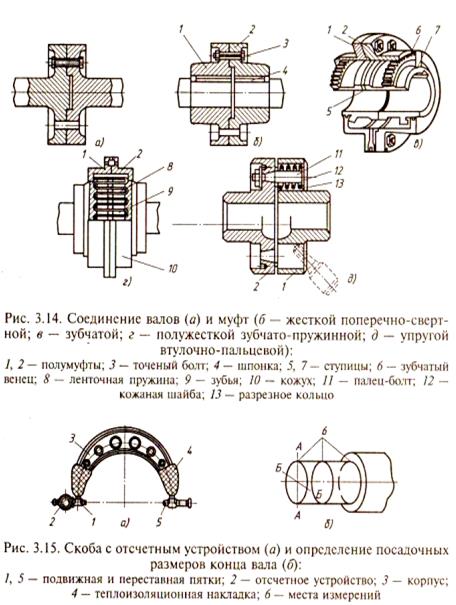
Монтаж машин малой и средней мощности.Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. 3.14 показаны наиболее часто встречающиеся типы муфт.
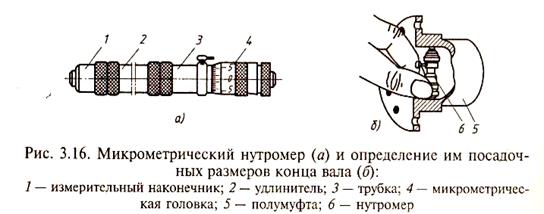
При соединении с помощью муфт на концы валов соединяемых машин насаживают полумуфты, предварительно проверив цилиндричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб (рис. 3.15) и нутромеров (рис. 3.16). Величина натяга при посадке указывается на чертеже, а сама посадка осуществляется в горячем состоянии.
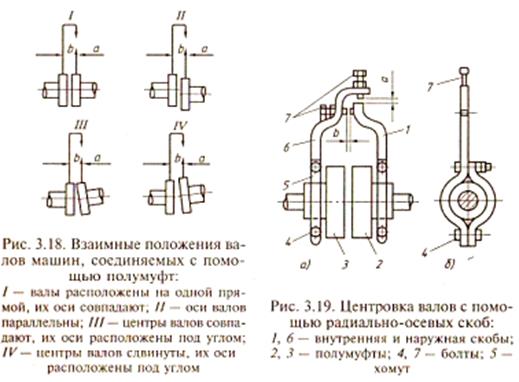
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 3.17), что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.


При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 3.17), что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
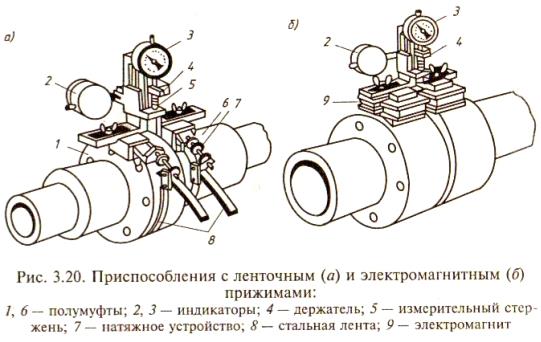
Для этого проводят центровку валов с помощью центровочных скоб различной конструкции. Некоторые из них приведены на рис. 3.19—3.21. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0, 90, 180 и 270° После получения удовлетворительных отклонений (каждый тип муфт имеет свои допустимые отклонения в радиальных и осевых зазорах) окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой.
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цени или ремня. Средние линии звездочек и шкивов, как правило, совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещаться в плоскости, образованной осями вращения соединяемых машин. В ряде случаев для создания натяжения используются специальные натяжные ролики.
При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Допуск на несоосность валов в этом случае обычно не превышает 0,5°. Контроль несоосности проводится с помощью индикаторов.
После закрепления электрической машины на фундаменте ее корпус заземляется.
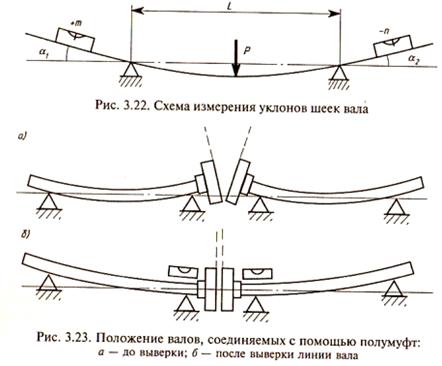
Монтаж машин большой мощности.Особенность монтажа крупных электрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину, после чего проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине L ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости (рис. 3.22). Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рис. 3.23, а.
Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую (рис. 3.23, 6), а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяется по уровню (см. рис. 3.7), установленному горизонтально на выходном конце вала.
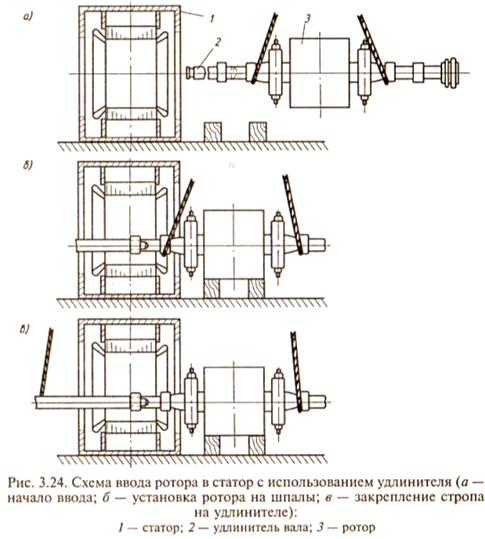
Если крупная электрическая машина поступает на сборку в разобранном состоянии (статор и ротор отдельно), то ее собирают в такой последовательности. Сначала на монтажной площадке размещают и осматривают все узлы машины, затем подготавливают фундамент (разметка, колодцы под фундаментные болты и пр.), устанавливают и выверяют фундаментную плиту, монтируют стояковые подшипники, устанавливают статор. Затем в него вводится ротор (см. рис. 3.24), а шейки ротора устанавливаются на подшипники.
Центровка валов осуществляется так же, как и в предыдущем случае, но прокладки устанавливаются под корпуса подшипников. После центровки закрепляют корпуса машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины. Устанавливают дополнительное оборудование, необходимое для работы машины (системы охлаждения, смазки подшипников и т. д.), производят монтаж и регулировку токосъемных механизмов, соединение электрических цепей, заземляют корпус машины.
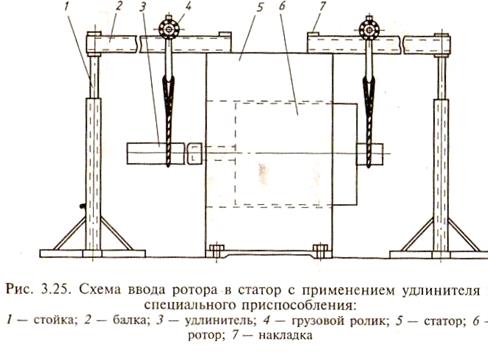
При отсутствии грузоподъемных механизмов в помещении сборки электрической машины для ввода ротора в статор можно использовать деревянные стойки /, на которых установлена балка 2 (рис. 3.25).
Дата добавления: 2015-10-19; просмотров: 3731;