Лазерная резка и сварка.
Лазерным лучом можно резать решительно все: ткань, бумагу, дерево, фанеру, резину; пластмассу, керамику, листовой асбест, стекло, листы металла. При этом можно получать аккуратные разрезы по сложным профилям. При резке возгорающихся материалов место разреза обдувают струёй инертного газа; в результате получается гладкий, необожженный край среза. для резки обычно используют непрерывно генерирующие лазеры. Нужная мощность излучения зависит от материала и толщины заготовки. Например, для резки досок толщиной 5 см применялся С02-лазер мощностью 200 Вт. Ширина разреза составляла всего 0,7 мм; опилок, естественно, не было.
Для резки металлов нужны лазеры мощностью в несколько киловатт. Требуемую мощность можно снизить, применяя метод газолазерной резки - когда одновременно с лазерным лучом на разрезаемую поверхность направляется сильная струя кислорода. При горении металла в кислородной струе (за счет происходящих в этой струе реакций окисления металла) выделяется значительная энергия; в результате может использоваться лазерное излучение мощностью всего 100-500 Вт. Кроме того, струя кислорода сдувает и уносит из зоны разрезания расплав и продукты сгорания металла.
Первый пример такого рода резки лазерный раскрой тканей на ткацкой фабрике. Установка включает С02-лазер мощностью 100 Вт, систему фокусировки и перемещения лазерного луча, ЭВМ, устройство для натяжения и перемещения ткани. В процессе раскроя луч перемещается по поверхности ткани со скоростью 1 м/с. диаметр сфокусированного светового пятна равен 0,2 мм. Перемещениями луча и самой ткани управляет ЭВМ. Установка позволяет, например, в течение часа раскроить материал для 50 костюмов. Раскрой выполняется не только быстро, но и весьма точно; при этом края разреза оказываются гладкими и упрочненными. Второй пример автоматизированное разрезание листов алюминия, стали, титана в авиационной промышленности. Так, С02-лазер мощностью 3 кВт разрезает лист титана толщиной 5 мм со скоростью 5 см/с. Применяя кислородную струю, получают примерно тот же результат при мощности излучения 100- 300 Вт.
В развитии лазерной сварки выделяют два этапа. Вначале развивалась точечная сварка на основе импульсных лазеров на рубине и на стекле с неодимом. С появлением мощных С02-лазе-ров и лазеров на гранате с неодимом, дающих непрерывное излучение или последовательность часто повторяющихся импульсов, стала развиваться шовная сварка.
Примеры точечной лазерной сварки: соединение никелевого контакта с зажимом из никелевого сплава на основании транзистора, приваривание тонких медных проводов друг к другу или к зажимам, взаимное соединение микроэлектронных компонентов. Шовная лазерная сварка непрерывным излучением мощностью около 100 Вт применяется для герметизации корпусов приборов, приваривания наконечников к лопастям газовых турбин и кромок из закаленной стали к полотнам металлорежущих пил и т. д. С помощью киловаттных лазеров производят автоматизированную шовную сварку кузовов автомобилей, корпусов судов, труб газопроводов и т.д. для сварки деталей из стекла используются лазеры мощностью 100 Вт, для сварки кварца — мощностью до 300 Вт. Лазерная сварка успешно конкурирует с известными способами сварки, например с электродуговой и сваркой электронным лучом. Она обладает весомыми преимуществами. При лазерной сварке нет контакта со свариваемым образцом, а значит, нет опасности загрязнения его какими-либо примесями. В отличие от электронно-лучевой сварки, для которой нужен вакуум, лазерная сварка производится в обычных условиях. Она позволяет производить быстро и с высокой точностью проплавление локально: в данной точке или вдоль данной линии. Зона, подвергающаяся тепловому воздействию, имеет очень малые размеры.
Это важно, в частности, в тех случаях, когда сварка выполняется в непосредственной близости от элементов, чувствительных к нагреву.
На рисунке изображён процесс вырезания квадратных отверстий в листе нержавеющей стали толщиной 0,5 мм с помощью С02-лазера. Скорость
резания примерно 2 м/мин. Если длина стороны одного отверстия равна 10 мм, то за 1 мин лазерный луч может вырезать до 5 10 отверстий. 
При газолазерной резке луч работает совместно с сильной струёй кислорода. Место разреза подвергается 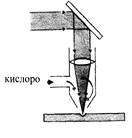
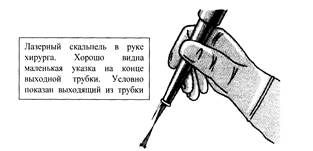
5.3. Лазерный луч в роли хирургического скальпеля. Свойством лазерного луча сверлить и сваривать различные материалы заинтересовались не только инженеры, но и медики. Представьте себе операционную, где рядом с операционным столом находится С02-лазер. Излучение лазера поступает в шарнирный световод — систему полых раздвигающихся трубок, внутри которых свет распространяется, отражаясь от зеркал. По световоду излучение попадает в выходную трубку, которую держит в своей руке хирург. Он может перемещать ее в пространстве, свободно поворачивая в разных направлениях и тем самым посылая лазерный луч в нужное место. На конце выходной трубки есть маленькая указка; она служит для наведения луча — ведь сам луч невидим. Луч фокусируется в точке, которая находится на расстоянии 3-5 мм от конца указки. Это и есть лазерный хирургический скальпель.
В фокусе лазерного луча концентрируется энергия, достаточная для того, чтобы быстро нагреть и испарить биологическую ткань. Перемещая «лазерный скальпель», хирург рассекает ткань. Его работа отличается виртуозностью: вот он почти неуловимым движением руки приблизил конец указки к рассекаемой ткани, а вот приподнял, отодвинул его подальше; указка быстро и равномерно перемещается вдоль линии разреза, и вдруг ее движение слегка замедляется. Глубина разреза зависит от скорости резания и от степени кровенаполнения ткани. В среднем она составляет 2-3 мм. Часто рассечение тканей выполняют не в один, а в несколько приемов, рассекая как бы послойно. В отличие от обычного скальпеля, лазерный скальпель не только рассекает ткани, но может также сшивать края разреза, иными словами, может производить биологическую сварку.
Рассечение производят сфокусированным излучением (хирург должен держать выходную трубку на таком расстоянии от ткани, чтобы точка, в которой фокусируются лучи, оказалась на поверхности ткани). При мощности излучения 20 Вт и диаметре сфокусированного светового пятна 1 мм достигается интенсивность (плотность мощности) 2,5 кВт/см2. Излучение проникает в ткань на глубину около 50 мкм. Следовательно, объемная плотность мощности, идущая на нагрев ткани, достигает 500 кВт/см3. для биологических тканей это очень много. Происходит их быстрое разогревание и испарение — налицо эффект рассечения ткани лазерным лучом. Если же луч расфокусировать (для чего достаточно немного отодвинуть конец выходной трубки от поверхности ткани) и тем самым снизить интенсивность, скажем, до 25 Вт/см2, то ткань испаряться не будет, а будет происходить поверхностная коагуляция («заваривание»). Вот этот-то процесс и используют для сшивания разрезанной ткани. Биологическая сварка осуществляется за счет коагуляции жидкости, содержащейся в рассекаемых стенках оперируемого органа и специально выдавливаемой в промежуток между соединяемыми участками ткани.
Лазерный скальпель удивительный инструмент. У него есть много несомненных достоинств. Одно из них — возможность выполнения не только рассечения, но и сшивания тканей. Рассмотрим другие достоинства.
Лазерный луч делает относительно бескровный разрез, так как одновременно с рассечением ткани коагулирует края раны, «заваривая» встречающиеся на пути разреза кровеносные сосуды. Правда, сосуды должны быть не слишком крупными; крупные сосуды необходимо предварительно перекрыть специальными зажимами. В силу своей прозрачности лазерный луч позволяет хирургу хорошо видеть оперируемый участок. Лезвие обычного скальпеля всегда в какой-то
мере загораживает хирургу рабочее поле. Лазерный луч рассекает ткань как бы на расстоянии, не оказывая на нее механического давления. В отличие от операции обычным скальпелем, хирург в данном случае может не придерживать ткань рукой или инструментом. Лазерный скальпель обеспечивает абсолютную стерильность - ведь с тканью взаимодействует здесь только излучение. Луч лазера действует локально; испарение ткани происходит только в точке фокуса. Прилегающие участки ткани повреждаются при этом значительно меньше, чем при использовании обычного скальпеля. Как показала клиническая практика, рана от лазерного скальпеля относительно быстро заживляется.
До появления лазеров поиски методов лечения отслоения сетчатки привели к следующему. Нужно закрыть разрыв сетчатки, но ведь она находится внутри глаза. Предложили способ, состоящий в том, что до больного места добирались с тыльной стороны глаза. Для чего рассекали веки и вытаскивали глазное яблоко наружу. Оно висело только на нервных волокнах. Затем через внешнюю оболочку осуществляли термокоагуляцню, при помощи которой добивались рубцового сращения краев разрыва с прилегающими тканями. Очевидно, что такая сложная операция требует, во-первых, виртуозного мастерства хирурга и, во-вторых, что также очень важно, решимости больного пойти на такой шаг.
С появлением лазеров были начаты исследования по их использованию для лечения отслоения сетчатки. Эти работы проводились в институте имени Г. Гельмгольца в Москве и в клинике имени В. П. Филатова в Одессе. Метод лечения был выбран необычный. Для проникновения к больному месту уже не надо производить разрез века и вытаскивать глазное яблоко. для этого был использован прозрачный хрусталик. Именно через него было предложено проводить операцию. Для технической реализации операции был разработан прибор, называемый офтальмокоагулятор марки ОК-1. Прибор состоит из основания, на котором размещены источники питания и электрическая часть аппаратуры с органами управления. На основании на специальном шланге с помощью гибкого соединения подвешена излучающая головка с рубиновым лазером. На одной оптической оси с лазером располагается система прицеливания, которая позволяет через зрачок тщательно исследовать глазное дно, найти пораженное место и навести на него (прицелить) луч лазера. Для этого служат две рукоятки, находящиеся в руках хирурга. Вспышка обеспечивается нажатием кнопки, расположенной на одной из рукояток. Выдвигающаяся шторка предохраняет глаза хирурга во время вспышки. Для удобства работы врача-оператора и обслуживающего персонала прибор снабжен световой и звуковой сигнализацией. Энергия импульсов регулируется от 0,02 до 0,1 дж. Сама техника операции состоит в следующем. Сначала врач с помощью оптического визира исследует глазное дно больного и, определив границы заболевшего участка, рассчитывает необходимое количество вспышек и потребную энергию каждой вспышки. Затем, следуя по границам заболевшего участка, производит их облучение. Вся операция напоминает сварку металла точечным методом.
Дата добавления: 2015-10-13; просмотров: 3139;