Циклограмма работы автомата при сварке под флюсом
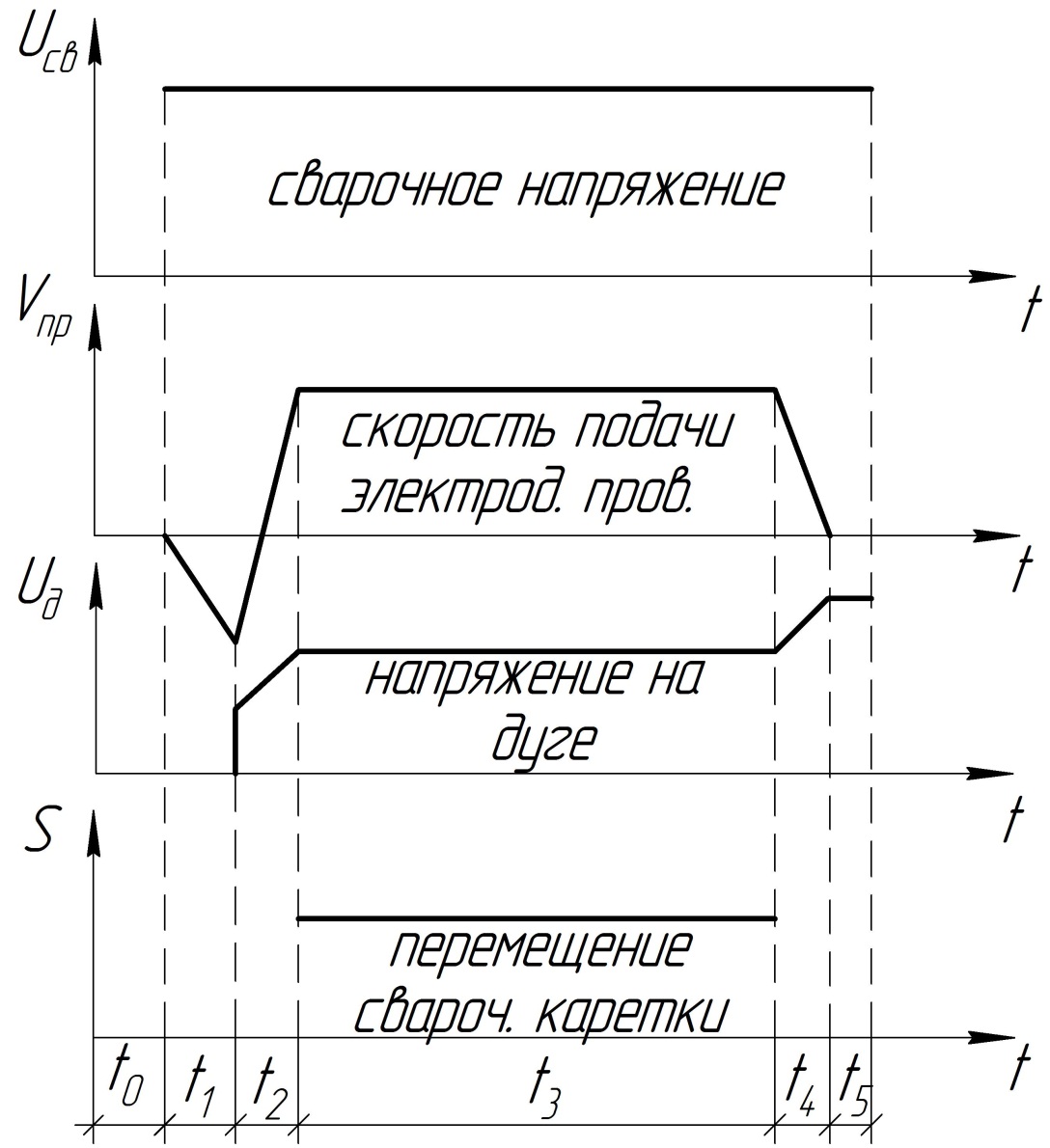
t1 – момент включения ИП;
t2 – момент, с которым Vпр.= const, т.е. длина дуги = const и сварочная каретка начинает движение;
t3 – момент, когда каретка прекращает движение;
t4 – момент, когда скорость подачи электродной проволоки Vпр. = 0;
t5 – завершение одного сварочного цикла.
Реверс – момент изменения движения в другую сторону.
Последовательность программируемых операций:
1) интервал t1-t2 – возбуждение дуги.
Конец электродной проволоки отходит от свариваемой поверхности, возбуждает дугу. При инициировании дугового разряда привод подачи электродной проволоки реверсируется, изменяя подачу проволоки на противоположный «к детали».
2) интервал t2-t3 – сварка.
В зону дуги постоянно подается электродная проволока и перемещается сварочная каретка. Длительность интервала зависит от длины сварного шва и скорости сварки.
3) интервал t3-t4 – растяжка дуги.
После окончания операции «сварка» прекращается подача электродной проволоки в зону дуги без включения сварочного напряжения.
Под действием последнего дуга продолжает гореть и конец электродной проволоки, отдаляясь за счет оплавления от поверхности сварочной ванны, растягивает дуги до тех пор, пока она не оборвется. При обрыве дуги выключается сварочное напряжение.
4) интервал t4-t5 – интервал подготовки к следующему циклу сварки.
При обрыве дуги после интервала t4-t5 выключается сварочное напряжение.
Дата добавления: 2015-09-07; просмотров: 1148;