Геометрические параметры сварного шва
Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 14) являются: ширина шва - е, выпуклость шва - q , глубина провара - h, толщина шва - с, зазор - b, толщина свариваемого металла - S.
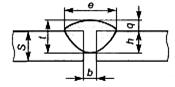
Рисунок 14 - Геометрические параметры стыкового шва
Ширина сварного шва - расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор - расстояние между торцами свариваемых элементов. Устанавливается в зависимости от толщины свариваемого металла и составляет 0-5 мм (большой размер для толстого металла).
Характеристикой формы шва является коэффициент формы сварного шва Ψш - коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение Ψш - от 1,2 до 2 (может изменяться в пределах 0,8-4).
Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости шва: Ψш. Коэффициент Ψш не должен превышать 7-10.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
Угловой шов. Элементами геометрической формы углового шва (рисунок 15) являются: катет шва - k, выпуклость шва - q , расчетная высота шва - р, толщина шва - а.
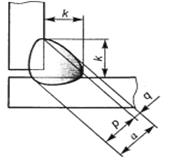
Рисунок 15 - Геометрические параметры углового шва
Катет углового шва - кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Расчетная высота углового шва - длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника.
Толщина углового шва - наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости.
В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рисунок 16).
Коэффициент доли основного металла в металле шва определяют по формуле
K = Fо/(Fо + Fэ),
где Fо - площадь сечения шва, сформированная за счет расплавления основного металла; Fэ - площадь сечения шва, сформированная за счет наплавленного электродного металла.
При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.
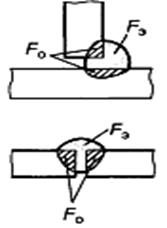
Рисунок 16 - Площади сечения расплавленного основного
металла (Fo) и наплавленного (Fэ) электродного металла
Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80.
Дата добавления: 2015-10-13; просмотров: 2808;