Дробеструйная обработка деталей машин
Дробеструйная обработка выполняется на пневматических или механических дробеметах. В первом случае дробь движется под действием сжатого воздуха, во втором — под действием центробежной силы, развивающейся в быстровра-щающемся массивном роторе.
Наибольшее распространение получили дробеметы механического типа. Они экономно расходуют энергию и процесс обработки на них стабилен ввиду постоянства скорости движения и размеров струи дроби.
Пневматический дробемет (рис. 8.3) обычно состоит из рабочей камеры 1, приемного бункера 2, элеватора 3 и сепаратора 4. Подготовленную к заправке дробь загружают в бункер 5, а обрабатываемую деталь 7 устанавливают в рабочей камере на оправке специального приспособления. Деталь приводится во вращательное двжение через редуктор и цепную передачу. Осевое перемещение детали осуществляется либо вручную, либо посредством специального механизма.
Из бункера дробь поступает в форсунку 8, а затем сжатым воздухом под давлением 5 - 6 кГ/см2 выбрасывается на обрабатываемую деталь. Соударение дробинок с деталью приводит к локальному пластическому деформированию, к появлению остаточных напряжений. После наклепа дробь поступает в приемный бункер. Затем дробь элеватором подается обратно в сепаратор, где она очищается от пыли и осколков дроби. Очищенная дробь подается в рабочий бункер для повторного использования.
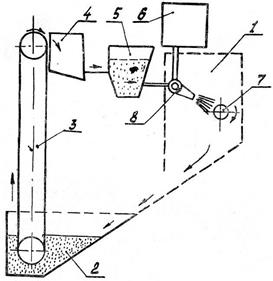
Рис. 8.3. Схема пневматического дробемета.
Производительность, т.е. количество выбрасываемой на обрабатываемую поверхность дроби в единицу времени, регулируется изменением числа работающих форсунок, изменением сечения сопла форсунки и изменением расхода воздуха и давления.
Из механических дробеметов рассмотрим универсальный дробемет ДУ-1, конструкции ЦНИИТМАШа, схема которого приведена на рис. 8.4.
Установка заправляется дробью, которую засыпают в бункер 1, элезатором дробь переносится в бункер 2, который рассчитан на размещение всей дроби, которой заправлена на быстровращающийся ротор 5.
В механических дробеметах диаметр ротора обычно колеблется в пределах 200 — 500 мм при ширине 45 — 125 мм, скорость вращения колеблется от 2000 до 3500 об/мин. Ротор укреплен на вертикальном валу и приводится во вращение от электродвигателя.
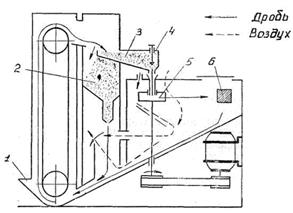
Рис. 8.4. Схема механического дробемета ДУ-1 конструкции ЦНИИТМАШа.
Получившие большое ускорение дробинки бомбардируют деталь 6, которая приводится во вращательное равномерное движение. Т.к. дробеструйной обработке могут подвергаться самые различные по форме и размерам детали, дробемет оборудован различными приспособлениями.
Обработанная дробь скатывается в нижний бункер и по пути производится очистка дроби от пыли, мелких, осколков и т. д.
Очистка производится воздушной струей с помощью вентилятора и сепаратора. Для работы применяется чугунная дробь.
Однако в последнее время получила применение стальная дробь, которая позволяет в 20 — 30 раз повысить изностойкость деталей дробемета и упростить устройство для очистки дроби, т. к. требуется значительно меньшая очистка.
Технологически процесс дробеструйной обработки обычно состоит из следующих операций:
1. Подготовка установки. Она заключается в проверке качества дроби, в проверке исправности оборудования и приспособлений.
2. Выбор и настройка режимов обработки. Осуществляется либо на основании опытных данных путем пробной обработки и испытания, либо по справочным данным.
3. Обработка детали или партии деталей дробью. Контроль качества обработки. Контролируется глубина и степень наклепа измерением твердости либо изготовлением шлифов или методом стравливания. Часто контроль осуществляется по специальным пластинкам.
Наклеп стальных заготовок производят чугунной или более прочной стальной дробью. При наклепе цветных металлов применяется алюминиевая или стеклянная дробь. Стальная или чугунная дробь не применяется потому, что осколки чугуна и стали шаржируют поверхность и вызывают электрохимическую коррозию (образуют микроэлементы).
В настоящее время широко применяется чугунная дробь, хотя и ее технологические свойства хуже стальной из-за низкой динамической прочности.
Дробеструйной обработкой может быть обеспечено:
а) глубина наклепанного слоя до 1,5 мм,
б) твердость нормализованной стали ст. 20 возрастает на 40%, а стали ст. 45 — на 20%.
В наклепанном слое возникают сжимающие напряжения до 80 кг/м2. Оптимизация режимов дробеструйной обработки проводится опытным путем на образцах металлов.
Технический контроль процесса производится с помощью специальных пластинок, по прогибу которых после обработки на принятых режимах судят о соответствии режимов заданным требованиям.
Дробеструйную обработку широко применяют для упрочнения деталей машин (рессор, пружин, торсионных валов, зубчатых колес, штанг, осей и т. д.), особенно работающих в условиях циклического изгиба и кручения.
Дробеструйную обработку применяют для повышения стойкости спиральных сверл, пуансонов горячей штамповки, гибочных матриц, штампов, буровых шарошек и т.д.
Большое значение имеет влияние дробеструйного упрочнения на процесс релаксации.
В процессе релаксации часть упругих деформаций переходит в остаточные пластические (особенно у пружин). Упрочнение подобных деталей не только повышает выносливость, но и обеспечивает надежность работы пружин.
Дробеструйная обработка повышает циклическую прочность зубчатых колес. Часто дробеструйная обработка зубчатых колес применяется с другими видами обработки — цементацией, цианированием и т.д.
Специальные исследования, проведенные на образцах из сталей марок 12ХНЗА; 18ХНВА и зубчатых колесах из сталей 18ХНВА, показали значительное повышение предела выносливости в результате применения дробеструйной обработки цементированной и закаленной поверхностей.
Дробеструйный наклеп широко применяется для повышения срока службы сварных швов.
Дата добавления: 2015-10-05; просмотров: 2185;