Параметры режима ручной дуговой сварки
К основным параметрам режима ручной дуговой сварки относятся сила тока Iсв, напряжение дуги UД и скорость сварки υсв. Значение силы тока выбирают в зависимости от диаметра, типа электрода и положения сварки:
Iсв=kdэ, А, (1)
где k – опытный коэффициент, равный 40-60 для электродов со стержнем из низкоуглеродистой стали и 35-40 для электродов со стержнем из высоколегированной стали, А/мм; dэ - диаметр стержня электрода, мм.
Для вертикального и потолочного положения сварки (рис. 4) значение Iсв уменьшают на 10-15%.
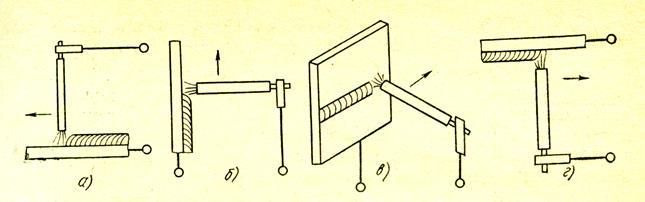
Рис. 4. Пространственные положения ручной дуговой сварки: а – нижнее; б – вертикальное; в – горизонтальное; г – потолочное
Диаметр электрода dэ выбирают исходя из толщины свариваемой стали δ:
δ, мм 1,1-2,0 2,1-5,0 5,1-10,0 10,1-15,0 свыше 15,0
dэ, мм 1,5-2,5 2,5-4,0 4,0-5,0 5,0-6,0 6,0-8,0
При толщине стали до 6 мм сваривают по зазору без разделки кромок заготовки. При больших толщинах металла выполняют одностороннюю или двустороннюю разделку кромок для обеспечения полного провара по толщине. Металл толщиной свыше 10 мм сваривают многослойным швом.
Напряжение на дуге UД постоянно, т.к. для ручной дуговой сварки статическая вольтамперная характеристика дуги соответствует жесткой области, и его значение находится в пределах 16-28 В. Меньшие значения UД не обеспечивают стабильного горения дуги, большие (>36 В) – не соответствуют условиям охраны труда и техники безопасности при выполнении сварочных работ.
Рассчитываемое значение скорости сварки υсв применительно к ручной дуговой сварке носит рекомендательный характер и используется при нормировании труда, так как в конечном итоге процесс сварки происходит под контролем сварщика и им же корректируется. Однако существенное отклонение от расчетного значения скорости сварки может привести к формированию некачественного сварного шва и появлению дефектов сварного соединения. Скорость сварки определяют по формуле:
υсв= , м/ч, (2)
где αн – коэффициент наплавки, г/А∙ч, зависит от марки электрода,
γ – плотность металла, г/см3 (для стали γ=7,8 г/см3),
Fн – площадь поперечного сечения наплавленного металла шва, см2.
Время сварки tсв определяют по формуле:
tсв=L/υсв, ч, (3)
где L – длина сварного шва, м.
Дата добавления: 2015-09-23; просмотров: 1019;