Устройство вертикально- и радиально-сверлильных станков
Наибольшее распространение в промышленности получили вертикально-сверлильные станки.
На рис. 22 показан внешний вид станка 2Н135-1.
На станине 4 вертикально-сверлильного станка размещены его основные части. Станина имеет вертикальные направляющие, по которым перемещается «плавающий» повортно-передвижной стол 2 и сверлильная бабка 6, несущая шпиндель 5 и электродвигатель. Управление коробками скоростей и подач осуществляется рукоятками, а ручная подача – штурвалом. Глубина обработки контролируется по лимбу. Электрооборудование у данного станка вынесено в отдельный шкаф. Фундаментная плита 1 служит опорой станка.
Продольное перемещение стола и поперечное перемещение салазок происходят по направляющим качения. Зажим стола осуществляется посредством рукоятки. На продольном столе смонтирован поворотный стол. На станках, у которых нет «плавающего» стола для совмещения центров инструмента и обрабатывающего отверстия, перемещают заготовку вручную.
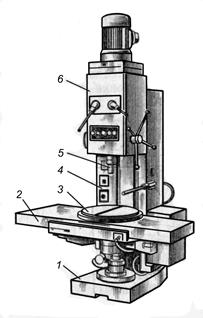 Рис. 22. Внешний вид станка 2Н135-1
Рис. 22. Внешний вид станка 2Н135-1
|
Наличие на станке 2Н135-1 «плавающего» стола позволяет вести многокоординатную обработку деталей по кондуктору, по разметке или по предварительно настроенным кулачкам без ее перезакрепления. При обработке по кулачкам поиск координат обрабатываемых отверстий осуществляется по схеме расположения отверстий с помощью механизма поиска координат. Кулачки настраиваются по шаблону или по разметочной детали. На станке можно сверлить отверстия с наибольшим диаметром 35 мм. Вылет шпинделя станка 300 мм, угол поворота стола 360о.
Радиально-сверлильные станки предназначены для выполнения тех же операций, что и вертикально-сверлильные, но изготовления деталей больших размеров, как, например, корпусные детали.
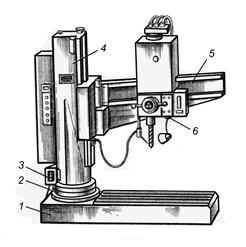 Рис. 23. Внешний вид радиально-сверлильного
станка модели 2554
Рис. 23. Внешний вид радиально-сверлильного
станка модели 2554
|
На рис. 23 приведен внешний вид радиально-сверлильного станка модели 2554. На фундаментной плите 1 установлена неподвижная колонна 2, на которую надета поворотная гильза 4. Последняя после поворота зажимается гидрозажимом 3 на колонне 2. На гильзе имеются вертикальные направляющие, по которым перемещается траверса (рукав) 5. На траверсе смонтирована сверлильная головка 6, которая может перемещаться вдоль траверсы и поворачиваться вместе с ней и поворотной гильзой на 360о. Обрабатываемая деталь устанавливается на подставке (столе) или непосредственно на фундаментной плите или на полу. Наибольший диаметр сверления 50 мм, вылет шпинделя 350…1600 мм, наибольшее вертикальное перемещение траверсы 1000 мм.
Сверлильная головка конструктивно выполнена, как и на вертикально-сверлильном станке, но имеет больше частот вращения и число подач, что позволяет применять более рациональные режимы резания. Сосредоточение органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима траверсы на колонне, наличие системы предохранительных устройств, исключающих поломку станка при перегрузке, позволяет максимально сократить вспомогательное время и обеспечить высокую производительность.
Дата добавления: 2015-09-23; просмотров: 897;