Классификация МАШИННЫЕ СТЕЖКИ И СТРОЧКИ
По международному стандарту типы стежков делятся на классы. Все существующие типы стежков, как машинных, так и ручных, разделены (ГОСТ 1207—88) на семь классов: К стежкам 100 кл. относятся простые цепные стежки, в основу которых положен однониточный цепной стежок. Таких стежков насчитывается четыре (101, 103, 104, 107). Направление образования стежка противоположно направлению перемещения материала. Стежки 100 кл. образуются одной игольной ниткой или группой игольных ниток, которые переплетаются, образуя петлю или петли после того как нитки предыдущих петель проведены сквозь материал. В отличие от стежков 100 кл. стежки 200 кл. ручные, т.е. не имеют пока машинного способа образования. Стежки этого класса в стандарте насчитывают двенадцать типов. Класс 300 включает в себя семь типов наиболее распространенных челночных стежков, которые могут быть:однолинейными (301), многолинейными (309), зигзагообразными (304, 308, 310) потайными (306, 320). Структура стежка, строчки этого класса образуются переплетением двух групп ниток. Петли одной из них проводятся сквозь материал и переплетаются с нитками второй группы. При этом, как правило, нитки первой группы подаются сверху, а нитки второй группы снизу, и их переплетение происходит в большинстве случаев внутри материала. Класс 400 объединяет группу двухниточных, многониточных и плоских цепных стежков без раскладки верхней (покровной) нитки. Сюда входят четыре типа стежков: однолинейные (401), многолинейные (406, 407) и зигзагообразные (404). Образование стежков 400 кл. происходит в результате переплетения двух или нескольких петель ниток, часть которых подается сверху, а часть снизу. При этом петли верхней группы проводятся сквозь материал и переплетаются с петлями нижней группы. К классу 500 относится двенадцать типов обметочных цепных стежков. Это однониточные (501), двухниточные (502, 503), трех-ниточные (504, 505), а также многолинейные стежки (506, 507, 508, 509, 512, 514, 521). Стежки 500 кл. образуются одной ниткой, группой или несколькими группами ниток, причем по крайней мере одна нитка или группа ниток обводится вокруг среза материала. При этом петли одной группы ниток проводятся сквозь материал и переплетаются с петлями другой группы ниток, которые обводятся вокруг среза материала и в свою очередь переплетаются с петлями ниток первой группы. Стежки 600 кл. объединяют три типа многониточных плоских цепных стежков с верхней покровной ниткой. Это двухигольные четырехниточные (602), трехигольные пятиниточные (605) и, наконец, четырехигольные, шестиниточные (607) стежки. Все они образуются переплетением трех групп ниток. Первая группа ниток, подаваемая сверху, проводится сквозь материал, и ее петли переплетаются под материалом с петлями второй группы ниток, подаваемых снизу. Петли третьей группы ниток расположены над материалом и переплетаются с петлями первой группы. Таким образом, материал оказывается переплетенным не только насквозь, но и с верхней и нижней сторон. В класс 700 входит только два типа сварных стежков, выполненных сплошной (701) и точечной (702) сваркой.
ОСНОВНЫЕ МАШИНЫ НЕАВТОМАТИЧЕСКОГО ДЕЙСТВИЯ (МНД). Швейные машины делятся на · машины неавтоматического действия (общего назначения и специальные) · машины полуавтоматического действия. К МНД относятся те, на которых выполняются различные операции по соединению и отделке деталей и узлов швейного изделия. Рабочий процесс на МНД осуществляется с участием швеи (не автоматически), а подготовительно заключительные работы могу производиться автоматически или вручную. Основные недостатки МНД это – большие затраты времени на монтажно-переместительные приёмы работы и недоиспользование скоростных данных машины. Современные МНД оснащаются элементами автоматизации: подъём и опускание лапки, заправка нити, смена шпули, останов иглы в заданном положении и т.д. Базовые МНД отличаются типом стежка, скоростными данными (число оборотов главного вала), толщиной сшиваемых материалов. В старой классификации основным признаком являлась широта области применения машин в технологическом процессе. В основу новой классификации положены базовые машины, оснащение которых механизмами, устройствами и приспособлениями: · механизм для транспортировки полуфабриката относительно рабочих органов швейной машины во время выполнения строчки. · механизмы и устройства для изменения типа и параметра стежков. · механизмы для резания полуфабриката. · приспособления и устройства для ориентации полуфабриката относительно игл (направляющие линейки, окантователи). · механизмы и устройства для механизации и автоматизации вспомогательных приёмов (обрезка нитки, стоп-мотор и т.д.). Такой подход к созданию оборудования позволяет на основе ограниченного числа базовых конструкций выпускать: · разнообразное оборудование. · проводить унификацию деталей и узлов в машинах различного назначения. · снизить на этой основе затраты на производство и эксплуатацию. В основу классификации базовых машин положен тип стежка. По международному стандарту типы стежков делятся на классы и типы. Основные классы стежков и их типы. Класс 100 – цепные одно ниточные стежки. · – 101 – стачивающие цепные одно ниточные стежки. – 103 – потайные цепные одно ниточные стежки. Класс 300 – челночные двух ниточные стежки. · 301 – однолинейные (одно-игольные) челночные двух ниточные стежки, образующие прямолинейную челночную строчку;· 2*301 – двух линейные (двух игольные) челночные двух ниточные стежки; · 304 – зигзагообразные челночные двух ниточные стежки; · 305 – сложные челночные двух ниточные стежки (один челнок захватывает петли с двух игл); · 308 – зигзагообразные челночные двух ниточные стежки со сложным раппортом. Класс 400 – цепные двух ниточные стежки · 401 – однолинейные цепные двух ниточные стежки · – 2*401 – двух линейные (двух игольные) цепные двух ниточные стежки · – 406 – «плоский стежок», образуется с помощью двух игольных ниток и одной нитки петлителя. – 2*406 – двух линейный «плоский стежок». Класс 500 – обмёточные стежки. · 501 – одно ниточные обмёточные стежки · 503 – двух ниточные обмёточные стежки · – 504 – трех ниточные обмёточные стежки с затяжкой посередине слоёв ткани · – 505 – трех ниточные обмёточные стежки с затяжкой вверху слоёв ткани. Класс 800 – комбинированные стежки (стачивающие и обмёточные) · 1*401 + 1*504 – цепной двух ниточный стежок + трёх ниточный обметочный стежок с затяжкой посередине слоёв ткани ·– 1*301 + 1*504 – однолинейный (одно-игольный) челночный двух ниточный стежок + трех ниточный обмёточный стежок с затяжкой посередине слоёв ткани.
Машины неавтоматического действия специальные. Перспективы совершенствования базовых машин общего назначения и специальных неавтоматического действия. · повышение скоростных режимов машин до 7 – 7,5 тысяч об/мин. · повышение надёжности (снижение обрывности нити, трудоемкости обслуживания, обеспечение автоматической смазки). · совершенствование механизма переплетения нитей с целью обеспечения возможности шитья материалов с различными свойствами и толщиной без переналадки машины. · совершенствование привода машин (разработка привода с коротким периодом разгона и торможения) · совершенствование механизмов продвижения полуфабриката с целью обеспечения беспосадочного соединения или с заданной посадкой трудно транспортируемых материалов; · расширение номенклатуры применения приспособлений · автоматизация вспомогательных приёмов: останов иглы в заданном положении, обрезка ниток, подъём и опускание лапки, выполнение закрепок, подача полуфабриката под шьющий механизм, укладка полуфабриката в пачку и т. д. · применение программного управления c помощью микро ЭВМ для выполнения по заданной программе отдельных элементов технологических операций.
Швейные машины полуавтоматического действия. · характеристика машин полуавтоматов, их преимущества и недостатки. · полуавтоматы для пришивания пуговиц. · полуавтоматы для обмётывания петель. · полуавтоматы для выполнения закрепок. · полуавтоматы разные: · полуавтоматы обтачивающие · полуавтоматы для выполнения разных строчек ·полуавтоматы с жёсткими шаблонами · бесшаблонные полуавтоматы
Пути совершенствования технологий на основе применения машин полуавтоматов. В швейных машинах полуавтоматического действия перемещение полуфабриката относительно механизмов, выполняющих переплетение ниток с целью образования стежков, осуществляется без непосредственного участия оператора, т.е. автоматически. В функции рабочего на машинах полуавтоматического действия входит установка полуфабриката в машину и осуществление её пуска. Положительные стороны полуавтоматов:+ повышение производительности труда за счёт исключения потерь времени, связанных выполнением поворотов, перехватов и других вспомогательных операций. + улучшение качества и стабильности выполняемых операций. + использование менее квалифицированной рабочей силы. + продолжительность обучения на полуавтомате меньше, чем на машине неавтоматического действия. Недостатки:- полуавтоматы – узкоспециализированная машина, предназначенная для определённого вида работ. - для обслуживания полуавтоматов требуются механики высокой квалификации, в том числе специалисты по электронике и пневматике. - высокая стоимость полуавтоматов. Перспективы совершенствования. · повышение надёжности: снижение отказов по выполняемой программе, снижение трудоёмкости · обеспечение возможности шитья материалов с различными физико-механическими свойствами без переналадки полуавтомата ·оснащение полуавтоматов транспортирующими средствами по подаче полуфабриката к шьющему механизму и снятию полуфабриката со шьющего механизма.
ОСНОВНЫЕ НАПРАВЛЕНИЯ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШВЕЙНЫХ ИЗДЕЛИЙ: · разработка и внедрение трудосберегающей технологии на основе: широкого использования прогрессивных параллельных и параллельно-последовательных методов обработки; использования мало операционной технологии; использования непрерывной технологии. · внедрение материалосберегающей технологии на основе:изыскания и внедрения оптимальных методов обработки в соответствии со свойствами применяемых материалов; унификации технологических процессов и использовании нормативно-технической документации. · внедрение ресурсосберегающей технологии на основе: широкого использования клеевых методов соединения;широкого использования методов сварки. Одним из путей развития трудосберегающей технологии является широкое использование прогрессивных методов обработки – параллельного и параллельно-последовательного. Метод обработки – это механическое, физическое, химическое, физико-механическое и физико-химическое воздействие инструмента на полуфабрикат для обеспечения соединения, деформации деталей и узлов изделий. Методы обработки бывают последовательными, последовательно-параллельными и параллельными. Последовательный метод - воздействие инструмента на полуфабрикат последовательно, т.е. все переходы выполняются последовательно (прокладывание строчки). Параллельный метод - воздействие на полуфабрикат одновременно, т.е. все переходы осуществляются одновременно (дублирование деталей на прессе). Параллельно-последовательный метод - комбинированное воздействие на полуфабрикат, т.е. часть переходов выполняется последовательно, а часть – параллельно
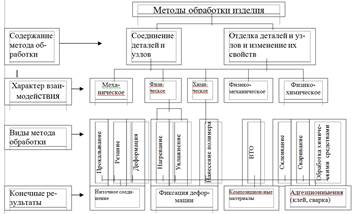

Факторы, влияющие на методы обработки
Результативность методов обработки.Получение конкурентно-способного швейного изделия базируется на применении: модели изделия высокого эстетического уровня, дизайна, соответствующего современным направлениям моды. · технологичность конструкций изделия с широким использованием унифицированных деталей, срезов, узлов и методов обработки. · высоко качественных клеевых прокладочных и клеевых материалов с заданными показателями в зависимости от вида изделия. · рационального пакета материалов, обеспечивающих необходимые эстетические и гигиенические требования к изделию. · рациональных способов и регламентируемых режимов обработки, и сборка деталей и узлов, позволяющих изготавливать изделие за минимальное количество операций с экономией трудовых, материальных и энергетических ресурсов. · высоко производительного оборудования, оснащённого средствами автоматизации для выполнения вспомогательных операций (обрезка ниток, фиксация игл в заданном положении, подъём и опускание лапки).
Малооперационная технология (МОТ) – это технология, основанная на выполнении комплекса операций за один проход, т.е. основанная на выполнении двух и более технологических операций одновременно. Например: стачивание и обмётывание; прокладывание двух параллельных строчек; стачивание с одновременной посадкой; стачивание, разрезание и вывёртывание и т.д. МОТ будет развиваться на базе: · Использования высокопроизводительного оборудования общего назначения, оснащённого приспособлениями и средствами автоматизации, например: машина, оснащённая приспособлением может выполнять пояса, бретели, погоны и другие детали без вывёртывания; обрабатывать срезы деталей косой бейкой, настрачивать обтачки на срезы деталей низа рукавов, горловины, кармана. · Использования спец оборудования, например: прокладывание двух параллельных строчек; стачивание и обмётывание; стачивание с одновременной посадкой (втачивание рукава); стачивание с одновременной окантовкой карманов. · Использования специальных полуавтоматов, например: – стачивание вытачек – обработка шлёвок; – обработка прорезного кармана в рамку. Другая направленность мало операционной технологии это использование базовых полуавтоматов, которые со сменой оснастки позволяют выполнять несколько операций, например выполнять клапаны мужских пальто и костюма, воротники женских платьев, манжеты мужских сорочек; позволяет выполнять прямо строчные строчки, Г-образные строчки, прямоугольные строчки и строчки сложной конфигурации. Такое направление работ позволит увеличить удельный вес полуавтоматического оборудования в технологическом процессе изготовления изделий и тем самым снизить трудовые затраты на изготовление изделия.
Непрерывная технология. Перспективным направлением в развитии трудосберегающей технологии является непрерывная технология. Непрерывная технология основана на методе питания технологического процесса из рулона, т.е. основана на подаче непрерывной лентой полуфабриката в рабочую зону шьющего механизма из рулона. Она позволяет сократить затраты времени на монтажно-переместительные приёмы работы и повысить производительность труда.Последовательность выполнения непрерывной технологии зависит от вида изделия, например при изготовлении простыней, наволочек, носовых платков материал подаётся к шьющему механизму из рулона на обработку, а затем разрезается на детали нужных размеров. При изготовлении свитеров, сорочек, материал из рулона подаётся на раскрой деталей по контуру, затем совмещение деталей и их обработка.
Обработка подкладки кармана мужского пальто по непрерывной технологии. разрезание рулона ткани, намотанного на картонные гильзы · настрачивание подзора на заготовку одной половины подкладки кармана при подаче заготовки подкладки с гильзы, расположенной под платформой машины, и подзора из рулона, поступающего с кронштейна, расположенного на платформе машины · стачивание по низу заготовки двух половинок подкладки карманов при подаче заготовки с настрочным подзором из бункера, а заготовки без подзора из рулона.· стачивание двух прилегающих боковых сторон, последовательно расположенных в заготовке подкладок карманов с одновременным разрезанием ткани между строчками на двух игольной машине с ножом между игами. Оборудование: · одно игольная машина двух ниточного цепного стежка, предназначенная для настрачивания подзора на заготовку подкладки и стачивания двух половинок подкладки по нижнему срезу карманов. · двух игольная машина 1052 класса, предназначенная для стачивания боковых сторон подкладки кармана и отрезания готовой подкладки от заготовки.
Материалосберегающая технология– это один из важнейших факторов снижения себестоимости изготовления изделия.Стоимость материалов в себестоимости изделия составляет 70 – 80 %. При разработке моделей необходимо обеспечить материалосбережение в следующих направлениях: · использование унифицированных деталей, срезов деталей, что позволит использовать полуавтоматическое оборудование и тем самым обеспечит высокое качество. · использование унифицированных соединений. · создание формы конструктивным путём. · создание рационального пакета одежды. · использование прогрессивных методов обработки.
Ресурсосберегающая технологияразвивается в направлении разработок клеевой технологии и сварных методов соединения. Клеевая технология: · дублирования при использовании термоклеевых прокладочных материалов узко дифференцируемого назначения для пальто, костюмов, платьев и сорочек. · использования термоклеевых материалов целевого назначения: клеевые плёнки, клеевая нить, клеевая паутинка, клеевая паста, клеевой порошок. Первое направление заключается в том, что в зависимости от вида изделия используются прокладочные материалы соответствующих физических свойств. Например: для пальто (женских, мужских, для мальчиков и девочек) используют прокладочные материалы хлопчатобумажные и смешанные с порошковым покрытием с подворсовкой. Для костюмов (женских и мужских) используют многозональные бортовые прокладки , которые включают 3 зоны, отличающиеся сырьевым составом, повышенной плотностью и жёсткостью: наибольшая жёсткость и плотность в плечевом поясе, уменьшенные жёсткость и плотность в переходной зоне, сниженные жёсткость и плотность в мягкой зоне нижней части подборта. Многозональные бортовые прокладки обеспечивают однослойный пакет. Также для данного ассортимента используют трикотажные полотна с повышенной упругостью в направлении петельных рядов. Для платьевой группы используют трикотажные полотна с капроновой нитью и нетканые материалы – прокламелин. В зависимости от физико-механических свойств материалов используются трикотажные полотна с капроновой нитью с подворсовкой и прокламелин. Для сорочек мужских используют хлопчатобумажные ткани со сплошным клеевым покрытием. Для мелких деталей – нетканые материалы, прокламелин. Дублирование позволяет: · использовать прогрессивные методы обработки · повысить производительность труда · обеспечить качество изделий · улучшить эксплуатационные свойства изделий, обеспечить формоустойчивость. В основном применяется фронтальное дублирование. Дублирование производят до обработки вытачек, рельефов и прочих соединений. Дублируются полочки, подборта, воротники, кокетки и другие детали в зависимости от модели. Второе направление. Использование клеевой плёнки ПКО-104 (эпокиметилполиамидная плёнка) для прикрепления аппликаций. Использование клеевой нити и паутинки для закрепления обрезных краёв деталей, т.е. для закрепления обрезных краёв бортов, низа изделия, рукавов, внутреннего среза подборта. Закрепление производится в два этапа: ·соединение клеевой паутинки со срезами деталей · прессование, которое обеспечивает закрепление обрезных краёв. Клеевой порошок наносится на прокладочные материалы различной дисперсности в зависимости от вида изделия. Например: клеевой порошок дисперсностью 0,4 мм наносится на прокладочные материалы, используемые для чисто шерстяных материалов, дисперсностью 0,8 мм наносится на прокладочные материалы для изделий из грубосуконных тканей. Клеевая паста наносится путём прямой стабилизации непосредственно на основной материал. Нанесение пасты производят по зонам: в плечевой зоне толщина нанесения 1 мм, в переходной – 0,7 мм, в нижней части подборта – 0,5 мм.
Дата добавления: 2015-08-20; просмотров: 6493;