Однопозиционные РТК
Однопозиционные РТК на базе токарных станков мод.16К20Ф3, Т5К20РФЗ или 16К20Т1 (рис. 5.16.) 0предназначены для токарной обработки деталей типа тел вращения из штучных заготовок в автоматическом режиме в мелкосерийном и серийном производстве с повторяющимися партиями деталей.
В цикле работы РТК заготовки автоматически поочередно подаются роботом на станок. Обработанные детали передаются роботом со станка на свободные палеты тактового стола.
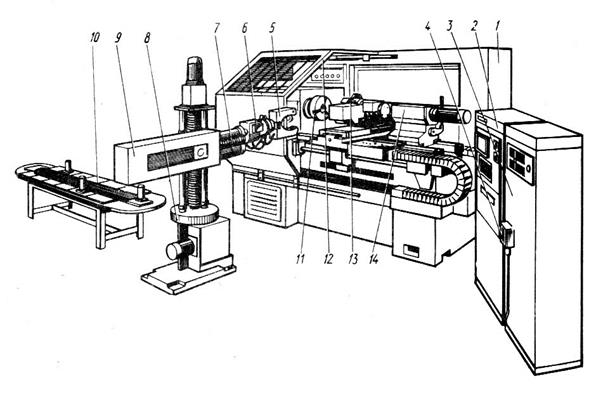
Рис. 5.16. . РТК 16К20ФЗ.Рс роботом М20П.40.01
Программа обработки конкретной детали вводится в УЧПУ с клавиатуры, перфоленты, магнитной кассеты и другими способами.
Программа перемещений робота для установки и снятия конкретной детали вводится УЧПУ робота в режиме обучения и может находиться в памяти УЧПУ робота. Кроме этого система управления робота выполняет функции управления всем РТК т.е. включает токарный станок для работы по программе, автоматический патрон станка, ограждение станка и тактовый стол.
ПР выполняет операции загрузки и разгрузки станка, а также дает команды на пуск станка 1, управление зажимным патроном 11, подвижным ограждением рабочей зоны 12, тактовым столом 10.
ПР имеет пять программируемых перемещений: вертикально - Z (вверх и вниз) каретки 9, ее поворот в горизонтальной плоскости, горизонтальное перемещение штока 7, угловое положение поворотного блока 6.
Установка и съем обрабатываемой детали в патрон станка в данном РТК осуществляется путем поворота робота устройством 8. Так как расстояние между осью поворота ПР и патроном достаточно большое, подпружиненный схват компенсирует погрешности поворотного вместо поступательного движения загружаемой детали в патрон.
Тактовый стол (ТС) (рис. 5.17) комплекса предназначен для транспортирования деталей в зону захвата ПР.
Тактовый стол может работать в трех режимах:
· ручного управления;
· автоматического управления;
· режима непрерывного вращения.
При работе тактового стола в автоматическом режиме команды управления поступают от системы ЧПУ робота. При этом может осуществляться
шаговое и непрерывное перемещение паллет.
Применение тактового стола (ТС) необязательно. Можно, используя УЧПУ робота, запрограммировать съем и укладку обрабатываемых деталей на стационарном столе – режим палетирования деталей. Это достигается благодари
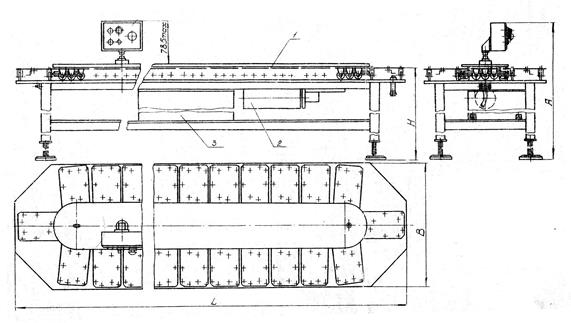
Рис. 5.17. Общий вид тактового стола
1 – паллеты; 2 – электропривод с редуктором; 3 – электрошкаф
возможности программирования ПР по вертикали (устройство 9) и по углу (устройство 8). Применение ТС или стационарного стола зависит от конкретных производственных условий. В первом случае требуется больше производственной, площади, в другом — программа работы ПР.
Дата добавления: 2015-08-11; просмотров: 1302;