Основные виды механизмов и устройств групповых АЛ
В групповых автоматических линиях используются следующие основные виды механизмов и устройств:
- транспортеры-распределители, расположенные обычно над технологическим оборудованием;
- транспортеры-подъемники, поднимающие изделия на транспортер-распределитель от позиции загрузки или после обработки;
- подающие устройства - от транспортера-распределителя или от подъемника непосредственно к технологическому оборудованию;
- механизмы загрузки-съема изделий в рабочих позициях (автоматические манипуляторы);
- отводящие транспортеры для обработки изделий;
- накопители межоперационных заделов;
- механизмы отвода и транспортирования технологических отходов (стружка, облой, смазочно-охлаждающие жидкости и т.д.).
Типовые конструктивные схемы транспортеров-распределителей приведены на рис. 6.14.
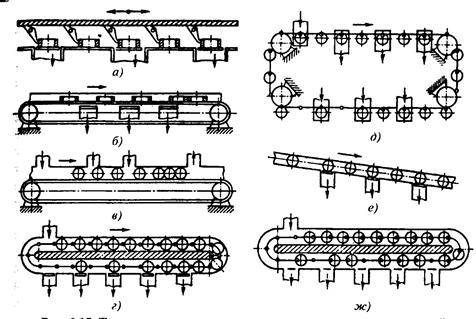
Рис. 6.14. Типовые варианты схем транспортеров распределителей
В системе, изображенной на рис. 6.14, а, транспортирование деталей осуществляется путем проталкивания их скольжением по направляющим с применением возвратно-поступательного движения механизма с откидными захватами или кулачками. Деталь перемещается при поступательном движении приводного органа, кулачки которого проталкивают детали по лотку или плоскости желоба к окнам выдачи. При обратном движении кулачки откидываются, пропуская очередную деталь, а затем захватывают их, повторяя цикл движений.
На рис. 6.14, в представлена схема ленточного транспортера для подачи деталей вплотную с подпором, когда они перемещаются до заслонок окна выдачи, при этом лента проскальзывает под деталями; детали с окон направляются стенками лотка. Транспортная лента может представлять собой прорезиненное полотно, стальную ленту, различного рода цепи.
Схема, показанная на рис. 6.14, б, отличается от схемы на рис. 6.14, в тем, что детали лежат здесь торцом на ленте и могут проскальзывать только при наличии препятствия в виде упоров или заслонки. На схеме рис. 6.14, в при движении ленты детали контактируют с ней и со стенками лотка, в результате чего они могут перекатываться, а скорость перемещения - уменьшаться. Детали, дошедшие до упора, останавливаются, и лента транспортера проскальзывает под ними.
На схеме, приведенной на рис. 6.14,д, изображен штыревой транспортер, в котором детали типа колец перемещаются подвешенными на штыри, в этом случае детали транспортируются в пространстве и снимаются в нескольких местах выдачи.
Система с гравитационным перемещением изделий показана на рис. 6.14, е. Это лотковый транспортер, по которому изделия скатываются к окнам выдачи.
В системах, представленных на рис. 6.14, г и ж, перемещение деталей происходит поштучно качением поводками цепи тягового органа. Схема на рис. 6.14, ж отличается от схемы на рис. 6.14, г замкнутой траекторией качения деталей с распределением их по станкам на нижней ветви.
Наверх, к транспортеру-распределителю, детали подаются разнообразными подъемниками шахтного типа.
На рис. 6.15 показана конструктивная схема цепного элеваторного подъемника непрерывного действия. Подъемник состоит из корпуса 2, по концам которого смонтированы натяжные 11и приводные 1 звездочки. Через них переброшены две параллельные цепи 13с захватами 10, выполненными в виде перекладин В зависимости от числа приемных 1 лотков цепь снабжается утолщенными перекладинами для привода синхронизирующего механизма через одно, два и т.д. звена цепи.
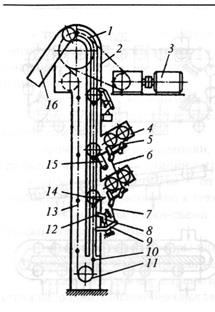
Рис. 6.15. Транспортер-подъемник синхронизирующими механизмами,
элеваторного типа
Рабочие ветви цепей проходят между направляющими пластинами. В верхней части корпуса имеется лоток выдачи 16, а в нижней - один или несколько лотков приема 4, расположенных друг над другом. Лотки приема снабжены отсекателями 5, укрепленными на общем валике и связанными подпружиненными в продольном направлении тягами 6 и 7, одна из которых соединена с рычагом 9, свободно укрепленным на оси. Этот рычаг имеет отросток, связанный серьгой 8 с рычагами 12, также свободно укрепленными на другой оси.
Во время работы подъемника в приемные лотки 4 изделия поступают под действием собственной силы тяжести и задерживаются левыми отсекателями. Утолщенная перекладина цепи 10 отклоняет левое плечо рычага 9 вверх. Вследствие этого рычаг 12 отклоняется вниз, навстречу движению перекладины. Одновременно отсекатели 5 поворачиваются на определенный угол и пропускают в подъемник по одному изделию из каждого лотка. Остальные изделия задерживаются отсекателями. Изделия, попавшие в подъемник задолго до прихода захватов, ориентируются на языке 14 и откидной собачке 15, опираясь на стенку корпуса подъемника.
Когда утолщенная перекладина оказывается за рычагом 9, она отклоняет рычаг 12 и, тем самым, ставит отсекатели 5 в прежнее положение; при этом отсекатели пропускают очередные изделия. При дальнейшем движении цепи изделия, находящиеся в подъемнике, транспортируются в лоток выдачи к транспортеру-распределителю.
В ряде конструкций цепных элеваторных подъемников вместо перекладин применяют захваты, на которые ложатся обрабатываемые заготовки, соприкасающиеся с боковыми стенками шахты. По сравнению с толкающими цепные элеваторные подъемники обеспечивают более плавную работу с меньшей вероятностью отказов.
Передача изделий из окон выдачи от транспортеров-распределителей (см. рис. 6.14) в рабочие зоны станков под захваты автоматических манипуляторов, а после обработки - на отводящие транспортеры проводится обычно устройствами лоткового типа, в которых изделия перемещаются под действием сил собственной тяжести скольжением или качением.
Компоновочная схема автоматической линии с гибкой межагрегатной связью и параллельно работающими станками приведена на рис. 6.16.
Транспортная система состоит из транспортера-подъемника 5, транспортера-распределителя 8 с приводом 12, отводящего транспортера 16 с приводом 14, подводящих и отводящих лотков 4.
Транспортер-распределитель 8 составлен из секций, посредством которых можно собирать транспортеры разной длины. Внутри секций расположен удлиненный кольцевой канал. Там же смонтированы натяжная и приводная звездочки, через которые переброшена втулочно-роликовая цепь 9 с прикрепленными к ней с определенным шагом поводками 7, образующими ячейки.
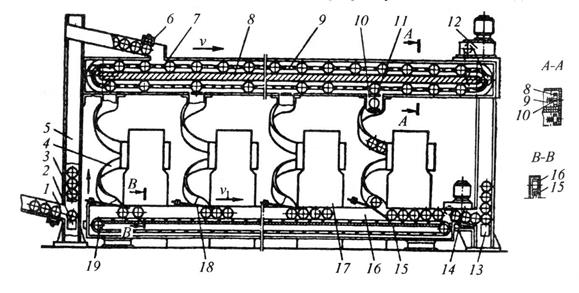
Рис. 6.16. Компоновочная схема автоматической линии с гибкой межагрегатной связью:
2,13 - толкатели транспортеров-подъемников; 3 - отсекатель; 15,18 – устройства контроля наличия деталей на отводящем транспортере; 19 - приводной ролик отводного транспортера (остальные позиции пояснены в тексте)
Заготовки, поступая в приемный лоток 1, поштучно выдаются отсе-кателями на подающий орган транспортера-подъемника 5 и по лотку выдачи поступают в механизм загрузки 6, который перемещает их в свободные ячейки верхней ветви транспортера-распределителя. Поводками 7 цепи 9 заготовки отправляются на нижнюю ветвь транспортера, откуда механизмами 11 выгрузки заготовок подаются по подводящим лоткам 10 в станки 17. В случае переполнения подводящих лотков механизмы 11 выгрузки заготовок пропускают их и они циркулируют в транспортере-распределителе.
Обработанные кольца по отводящим лоткам 4 поступают в отводящий транспортер 16, который перемещает их к следующему участку обработки.
Циркулирующее движение деталей в транспортере-распределителе позволяет намного упростить систему управления и распределения деталей по станкам и создать условия независимой работы встроенных станков-автоматов.
Достоинством системы является относительная легкость наращивания ее по секциям, что позволяет компоновать линии с различным числом станков.
Дата добавления: 2015-08-11; просмотров: 1919;