Проволокидля сварки в защитных газах
При изготовлении конструкций из высокопрочных сталей широко при-меняют автоматическую имеханизированную сварку в защитных газах. В ка-честве защитной среды используют углекислый газ и смеси на основе аргона.
При сварке в углекислом газе применяют проволоки сплошного сечения Св-08Г2С, Св-10ХГ2СМА и Св-08ХН2Г2СМЮ и порошковые проволоки
ПП-АН54 и ПП-АН55.
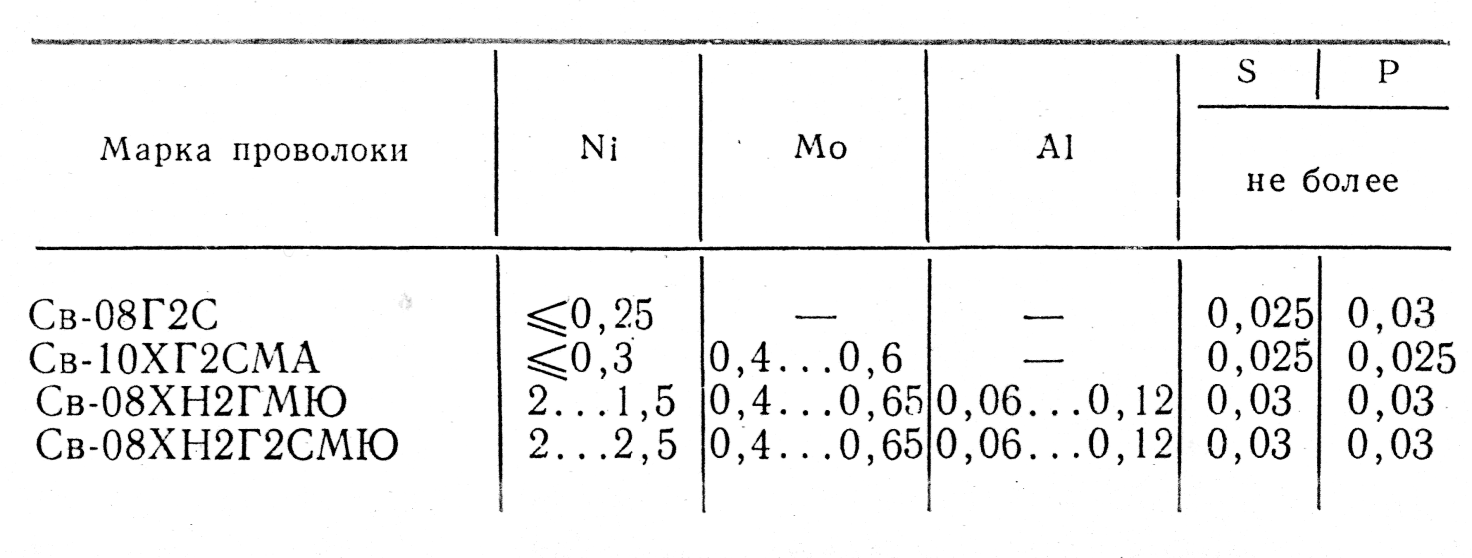
Химический состав сварочных проволок приведен в табл. 6. Проволоку Св-10ХГ2СМА используют при сварке стыковых соединений толщиной до 30 мм, ккоторым не предъявляются повышенные требования по хладостойкости металла шва.
Таблица 6. Содержание сварочных проволок, %
| Марка проволоки | с | Si | Мп | Сг |
| Св-08Г2С Св-10ХГ2СМА Св-08ХН2ГМЮ Св-08ХН2Г2СМЮ | 0.05...0.11 0,06...0,12 0.06...О.11 0.06..0,11 | 0,7...0,95 0,6...0,9 0,25...0,55 0.4...07 | 1,5...2,1 1,7...2,1 1...1.4 1,5...1,9 | <0,2 0,8...1,1 0,7...1,1 0,7...1 |
 О.2> 580МПа; в> 680МПа;
О.2> 580МПа; в> 680МПа;  5 > 18 %; KCU > 25 Дж/см2 при - 60° С. Металл шва, выполненного проволокой Св-08ХН2Г2СМЮ, имеет более высокие зна-чения прочности и хладостойкости: О.2 > 750 МПа; в > 850 МПа; 5 >15 %; KCU >40 Дж/см2 при – 70° С. При механизированной сварке в углекислом газе сталей с пределом текучести 550...700 МПа наиболее благоприятные механи-ческие свойства металла шва позволяют получать порошковые проволоки
5 > 18 %; KCU > 25 Дж/см2 при - 60° С. Металл шва, выполненного проволокой Св-08ХН2Г2СМЮ, имеет более высокие зна-чения прочности и хладостойкости: О.2 > 750 МПа; в > 850 МПа; 5 >15 %; KCU >40 Дж/см2 при – 70° С. При механизированной сварке в углекислом газе сталей с пределом текучести 550...700 МПа наиболее благоприятные механи-ческие свойства металла шва позволяют получать порошковые проволоки
ПП-АН54 и ПП-АН55. Они обеспечивают достаточно близкий химический сос-тав наплавленного металла: <0,1% С; 0,7... 1,3 % Мn; 0,15.:.0,4 % Si; 0,4...0,8 % Сг; 1,3... 1,8 % Ni; 0,3...0,5 % Мо; < 0,03 % S; < 0,03 % Р. Проволока ПП-АН55 предназначена для сварки сталей с пределом текучести 550...610 МПа, проволо-ка ПП-АН54 обеспечивает более высокий уровень механических свойств швов: ( т0 2 > 630 МПа; в > 750 МПа; 5 > 19 %; KCU > 60 Дж/см2 при — 60° С.
Сварку высокопрочных сталей с низколегированными сталями 09Г2, 10Г2С1, 14Г2, 10ХСНД, 15ХСНД, а также со сталью СтЗ выполняют проволо-кой Св-08Г2С.
В последние годы при сварке высокопрочных сталей для изготовления ответственных изделий, работающих при низкой температуре, широкое при-менение находят защитные смеси на базе аргона.
При сварке низколегированных сталей плавящимся электродом в чистом аргоне при критических токах наступает струйный перенос металла в дуге. При этом практически отсутствует разбрызгивание, швы имеют хороший внешний вид. Однако ввиду замедленности металлургических процессов и других при-чин при сварке с этой газовой защитой швы весьма склонны к порообразова-нию. Уменьшить склонность швов к порообразованию при сварке в инертном газе можно путем добавления к нему в небольших количествах активных газов. При этом сохраняются все преимущества сварки в чистом аргоне. При сварке высокопрочных сталей в зависимости от условий и характера производства, ос-нащенности его оборудованием для сварки, транспортирования, газификации, хранения и смешения применяют следующие смеси газов на базе аргона: 78 % Аг + 22 % СО2 и 75 % Аг + 20 % СО2+5%О2.
Процесс сварки плавящимся электродом в смесях газов на основе аргона имеет ряд особенностей: при достижении критического тока перенос металла в дуге переходит в струйный; при увеличении добавки активного газа к аргону изменяется форма провара: от так называемой пилообразной она стремится к эллиптической, как при обычной сварке в углекислом газе; при сварке в смесях газов на основе аргона ввиду рафинирующего действия смеси швы содержат неметаллических включений меньше, чем при сварке в углекислом газе.
Поэтому пластичность и особенно ударная вязкость наплавленного ме-талла при низких температурах испытаний выше, чем при сварке в углекислом газе.
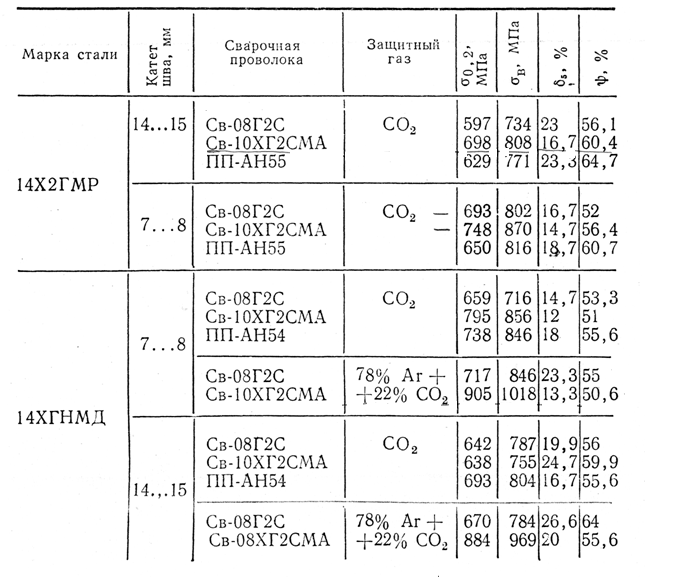
При сварке высокопрочных сталей в смесях на базе аргона может быть использована сварочная проволока Св-08ХН2ГМЮ. Это позволяет обеспечи-вать достаточно высокие механические свойства металла шва (табл. 7). Для сварки угловых швов с катетом свыше 10 мм могут быть использованы про-волоки Св-10ХГ2СМА, ПП-АН54, ПП-АН55. Для угловых швов с меньшим катетом более предпочтительна проволока Св-08Г2С (табл. 8).
Таблица 8 –Механические свойства металла угловых швов присварке взащитных газах тавровых соединений высокопрочных сталей
Дата добавления: 2015-08-11; просмотров: 2528;