ТЕХНОЛОГИЯ КОВКИ
Технологическая обработка металла ковкой включает в себя разнообразие приемов, методов, которые продиктованы характером материала и теми задачами, стоящими перед художником-кузнецом. В процессе ковки мастер применяет разнообразные приемы, используя разные инструменты, чередуя их в различных комбинациях и последовательности.
В основном все приемы можно свести к следующим основным операциям: осадка, вытяжка, рубка, разрубка, пробивка отверстий, гибка, закручивание, насекание рисунка, набивка рельефа.
Осадка.Это операция, которая применяется для увеличения поперечного сечения какой-то части заготовки за счет ее длины (высоты).
Осадка может быть полной и местной. При полной осадке деформируется весь металл. При местной осадке деформируется только часть металла. Соответственно этому и делается нагрев — полный или местный.
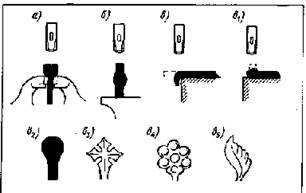
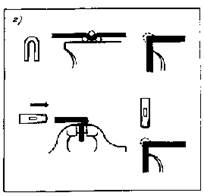
70. Приемы осадки: а — осадка в тисках; 6 — осадка на наковальне; в — осадка конца для образования головок; г — образование запаса металла для гибки под углом
Осадка применяется в следующих случаях.
1. Для получения отдельных утолщений на поковке (осадкой концов или середины) при ковке декоративных элементов, имеющих переменное сечение. Например, расти-
тельные орнаментальные мотивы (утолщенные узлы на стебле, плоды, ягоды и т. д.). После осадки поковка дополнительно обрабатывается обжимками, подбойками.
2. Как предварительная операция перед загибанием под углом для восполнения недостающего металла для образования угла.При осадке поковку нагревают, ставят вертикально на наковальню и бьют ручником или кувалдой по верхнему концу. Длина поковки не должна превосходить диаметр больше чем в 2 — 2,5 раза, иначе произойдет изгибание. Если длина заготовки не позволяет наносить удары молотком, то осадка производится ударами самого предмета о наковальню. При осадке важно соблюдать следующие условия: концы заготовки должны быть срублены под углом 90°, заготовка должна быть прямой.
Если требуется осадить заготовку на малом участке с большой разницей в сечении, нагретую заготовку опускают в холодную воду, исключая участок, подлежащий осадке. Эта операция должна производиться быстро, заготовку нельзя передерживать в воде, необходимо следить за нагретым концом. Такой прием применяется при изготовлении головок болтов или больших строительных гвоздей.
Некоторые кузнецы осадку концов заготовки производят так: нагретый конец загибают под углом 90° и, перевернув, ударяют по загнутому торцу металла. Трудность этого приема заключается в том, чтобы при осадке не сделать складку загнутого конца. Хорошо этот прием использовать при горновой сварке. Осадку концов заготовок можно производить в тисках: нагретую заготовку закрепляют в тиски так, чтобы над губками возвышалась та часть металла, которую требуется осадить. Высота осаживаемой части должна быть в 2,5 раза больше сечения заготовки. Эту операцию необходимо производить быстро, потому что при зажатии в тиски нагретый металл быстро остывает от соприкосновения с губками. Быстро закрепив заготовку, ручником осаживают.
При осаживании концов заготовок большого сечения обычно бывает, что сила губок тисков недостаточна и при ударе заготовка скользит в тисках. В этом случае, если позволяет заготовка, в ней делаются плечики.
При работе с поковками большой длины бывают случаи, когда надо производить осадку в середине заготовки. Все перечисленные приемы в этом случае неприемлемы (в частности, нельзя производить осадку ударами самого предмета о наковальню). В этом случае в зоне осадки заготовку выгибают в форме буквы Z и сверху по изгибу ударяют ручником; после осадки заготовку выправляют.
Кроме перечисленных приемов существуют и другие с использованием приспособлений. Некоторые приемы осадок изображены на рис. 70.
Вытяжка. Эта операция применяется для увеличения длины заготовки за счет уменьшения ее поперечного сечения. Нагретую заготовку кладут на наковальню и ударами молота вытягивают. Боек молотка имеет поверхность не гладкую, а выпуклую, и, когда происходит удар, металл как бы выдавливается во все стороны и по длине, и по ширине заготовки.
Повернув заготовку на 90°, ударяют по выпуклости, которая получилась в результате первого удара. Так,
периодически поворачивая и передвигая заготовку, ее вытягивают.
Таким образом, главное состоит в том, чтобы в процессе вытяжки в сечении всегда должен быть квадрат.
Для ускорения вытяжки ковку можно вести на роге наковальни; в этом случае металл будет тянуться (течь) между двух выпуклостей, что способствует более быстрому увеличению длины заготовки.
Другой вариант вытяжки — с раскаткой, или разгонкой. Форма раскатки чаще всего полукруглая. От расположения раскатки на поковке (вдоль или поперек) зависит направление вытяжки.
Вытяжка на конце применяется при изготовлении гвоздей, светцов, пробоев, жиковин и других изделий.
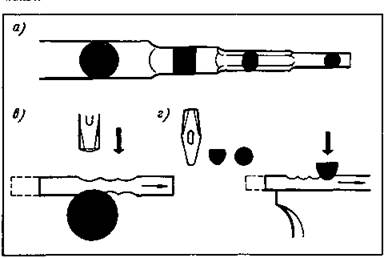
Нагретую заготовку начинают вытягивать, немного отступая от конца, и в процессе вытяжки подают на себя. Во время работы нужно следить, чтобы квадрат, который получился в процессе ковки, сходил на конец поковки. Это достигается силой и характером ударов. Заканчивать вытяжку нужно легкими ударами. На рис. 71, а — г показаны приемы вытяжки.
Рубка — операция, посредством которой поковку разделяют на части. Для этого заготовку нагревают до темно-красного каления, кладут на наковальню и, наставив кузнечное зубило, прорубают на три четверти ее толщины; перевернув заготовку, вновь наставляют зубило и отрубают сильными ударами. При работе кузнечными зубилами по горячему необходимо при рубке толстых заготовок периодически охлаждать зубило, так как при долгом соприкосновении с нагретым металлом лезвие зубила отпускается. Перед тем как вновь наставить зубило на заготовку, необходимо легким постукиванием о стул наковальни сбить капли воды с зубила.
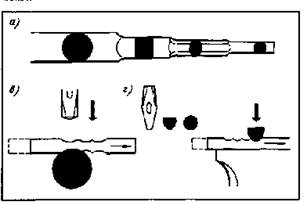

71. Вытяжка: а — последовательность вытяжки; б — вытяжка с кантовкой на 90°; в — вытяжка на роге наковальни; г — вытяжка с раскаткой
При работе на лице наковальни зубилами и другими режущими инструментами без подкладки нужно быть особенно внимательным и осторожным и следить, чтобы
заготовка не прорубалась. Это может испортить лицо наковальни.
Разрубка(прорубка) — операция, в результате которой заготовка только надрубается. Этот прием широко применяется в художественной ковке. Надрубленные участки отгибаются, вытягиваются, они претерпевают различные виды ковки, после чего превращаются в цветы, завитки или листья. Особенно широко этот прием применяется при изготовлении жиковин, светцов и т. п. (рис. 72).

72. Жиковина, изготовленная методом разрубки
При разрубке заготовку разрубают с одной стороны (лицевой). Первые удары делают легкими; ими только надрубают канавку. Нагрев должен быть слабым — это позволяет не торопиться и спокойно раскроить металл. После раскроя материал нагревают и сильными ударами разрубают. Зубило в процессе рубки только в момент удара ставят в направляющий желоб. Удары молотом должны быть редкие, но сильные. Молотобоец должен производить удар в тот момент, когда убедится в правильности установки зубила.
Обрубка (обеечка) — отделение части металла по наружному контуру.
Применяется при ковке декоративных изделий сложной формы: накладок, жиковин и т.д., т.е. там, где необходимо обрубить деталь по контуру.
Вырубка — операция, аналогичная обрубке. Применяется для вырубки металла по внутреннему контуру.
Операции обрубки и вырубки аналогичны просечке, с той только разницей, что просечка выполняется по более тонкому листу ручными зубилами и в холодном состоянии.
Зубила применяются разного профиля: полукруглые, прямые, угольные и др.

Дата добавления: 2015-08-11; просмотров: 1358;