КЛАССИФИКАЦИЯ КОНТАКТНОЙ СВАРКИ
Современные способы контактной сварки весьма разнообразны и их можно классифицировать по следующим признакам: технологическому (точечная, рельефная, шовная, стыковая сопротивлением и оплавлением и др.); конструкции соединения (нахлесточное, стыковое и др.); числу одновременно выполняемых соединений (одноточечная, многоточечная, многошовная и др.); характеру перемещения деталей или электродов во время пропускания импульса тока (непрерывная и шаговая шовная); способу подвода тока и форме импульса тока (контактный и индукционный токоподвод, сварка переменным током различной частоты, постоянный ток и др.) (см. рис. 1).
Кроме того, различают способы контактной микросварки, при которой сваривают детали малой толщины (до нескольких микрометров) и небольших сечений. В последнее время стали применять контактную наплавку. При этом способе к изношенной поверхности приваривают тонкую ленту или проволоку с одновременной ее деформацией.
Способами контактной сварки соединения выполняются в жидкой (точечная, рельефная и шовная) или твердой (стыковая, некоторые разновидности рельефной) фазе.
Обычно контактную сварку осуществляют в воздушной среде, но в некоторых случаях место сварки защищают различными газами, флюсами и др.
НС - нахлесточные соединения; СС - стыковые соединения; Т - Т-образные соединения; ОТД - одноточечная сварка с двусторонним подводом тока; ОТК - одноточечная сварка с косвенным подводом тока; МТ - многоточечная сварка; МТД - многоточечная сварка с двусторонним подводом тока; МТО - многоточечная сварка с односторонним подводом тока; МТДС - многоточечная сварка с двусторонним подводом тока от спаренных трансформаторов; ПРЧ, ПЧ, ВЧ - соответственно ток промышленной, повышенной и высокой частоты; ПТ - постоянный ток, или униполярный импульс; РШВ - рельефные соединения со штампованными или высаженными рельефами; РОГ - рельефные соединения острой гранью; РКО - рельефные крестообразные соединения; РСВ - рельефные соединения со вставками; ОШД - однотонная сварка с двусторонним подводом тока; МШ - шовная сварка одним и несколькими швами; МШД, МШО - многошовная сварка с двусторонним и односторонним подводом тока; НШС, ШШС - непрерывная и шаговая шовная сварка; ШСР, ШСС, ШСП - шовная стыковая сварка раздавливанием, шовная стыковая сварка, шовная стыковая сварка с присадочным материалом; СОТ - стыковая сварка с односторонним токоподводом; СДТ - стыковая сварка с двусторонним подводом тока; ПСС - продольно-стыковая сварка
 |
| НС | ОТД, ОТК | ПРЧ ПЧ ПТ | |
| МТ | МТД МТО МТДС | ||
| НС | РШВ | МТ НШ | ПРЧ ПТ |
| Т | РОГ РКО РСВ |
| НС | ОШД | ПРЧ ПЧ ПТ | |
| МШ | МШД МШО | ||
| СТ | ШСР, ШСС, ШСП | ||
 |
| СС | СОТ СДТ ПСС | ПРЧ ПЧ ПТ |
| СС | СОТ СДТ | ПРЧ ПЧ ПТ |
Рис. 1. Классификационная схема контактной сварки
Точечная сварка - способ, при котором детали, образующие нахлесточные соединения, свариваются в месте соприкосновения в отдельных точках. Свариваемые детали (рис. 2) сжимаются электродами усилием Рсв и нагреваются проходящим электрическим током Iсв до появления в зоне сварки расплавленного ядра необходимого размера.
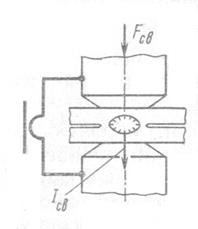
Рис. 2. Схема точечной двусторонней сварки
Расплавленный металл этой зоны удерживается от выплеска и защищается от окружающей атмосферы уплотняющим пояском нагретого и пластически деформированного металла. По способу подвода тока точечная сварка может быть двусторонней (рис. 2)или односторонней (рис. 3). При односторонней сварке ток подводится к детали с одной стороны. Для лучшего ее расплавления в целях нагрева места сварки при этой схеме используют шунтирующий токоподвод.
Сварочный ток
Iсв = Iн + Iм ,
где Iн – ток, проходящий через нижний лист; Iм – ток, проходящий через нижний медный шунт.
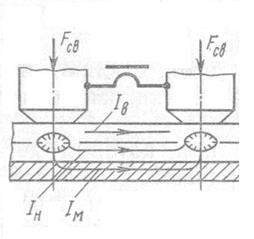
Рис. 3. Схема точечной односторонней сварки
Рельефная сварка - способ контактной сварки, при котором необходимая высокая плотность тока создается не электродами, а формой детали в месте сварки (рис. 4). Обычно рельеф - это выступ, предварительно выполненный в одной из деталей. Во время сварки детали в месте рельефа подвергают более концентрированному нагреву. Сварка в зависимости от разновидности способа происходит в расплавленном состоянии или в твердой фазе.
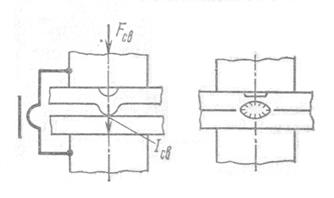
Рис. 4. Схема рельефной сварки
Шовная сварка - способ, при котором соединяемые детали свариваются в месте соприкосновения точками, частично перекрывающими друг друга (рис. 5), что позволяет получить герметичный шов. Сжатие детали и подвод тока осуществляются электродами в виде вращающихся дисков. При нахлесточном соединении каждая сварная точка имеет расплавленное литое ядро. Можно получить стыковые соединения со сваркой в жидкой или твердой фазе. Шовную сварку можно разделить на разновидности по способу подвода тока, числу роликов и одновременно свариваемых швов.
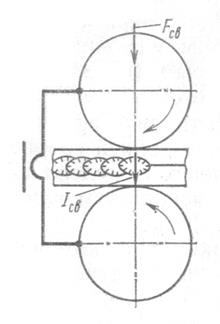
Рис. 5. Схема шовной сварки
Стыковая сварка - способ, при котором детали свариваются по всей поверхности их соприкосновения (рис. 6). Существуют два основных способа стыковой сварки: сопротивлением и оплавлением.
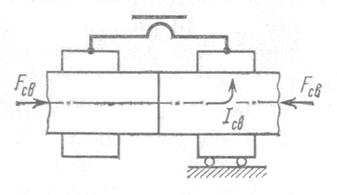
Рис. 6. Схема стыковой сварки
При стыковой сварке сопротивлением детали зажимают в электродах машины и сжимают усилием Рсв, после чего включают сварочный ток и нагревают детали до пластического состояния [температура (0,8 - 0,9).Тпл]. Соединение образуется в твердой фазе. В заключительной стадии иногда быстро повышают усилие сжатия, производя осадку.
При стыковой сварке оплавлением торцы свариваемых деталей нагревают до расплавления, а затем под влиянием усилия осадки расплавленный металл выжимается из зоны стыка и сварка происходит в основном в твердой фазе. В начале детали сближают при незначительном усилии сжатия и включенном сварочном трансформаторе.
Разновидностью стыковой сварки является продольно-стыковая сварка, при которой детали нагреваются электрическим током, проходящим параллельно плоскости соединения (рис. 7). Свариваемые детали сжимаются пуансоном. Сварочный ток, проходя по деталям, нагревает их. При достижении температуры, необходимой для сварки в твердой фазе, детали сжимаются осадочным усилием. При этом способе происходит медленный нагрев, поэтому места соединения необходимо защищать от воздуха флюсом или средой защитных газов. Можно выполнять и непрерывную сварку при прохождении двух полос между двумя парами роликов, через которые и подводится сварочный ток.
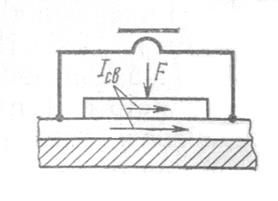
Рис. 7. Схема продольно-стыковой сварки
Для нагрева при различных способах контактной сварки обычно используют переменный ток частотой 50 Гц, а иногда токи более низкой или высокой частоты. Применяют для нагрева и импульсы униполярного тока, полученные с помощью выпрямителей или конденсаторов. Число и форма импульсов, действующая сила тока в каждом из них существенно влияют на характер нагрева.
Дата добавления: 2015-07-24; просмотров: 2514;