Основные типы стропов.
УНИВЕРСАЛЬНЫЕ
 | |||||
 |  | ||||
ВЕТВЕВЫЕ
 |  | ||

двухветвевой 2 СК трёхветвевой 3 СК четырёхветвевой 4 СК
Коэффициент запаса прочности цепных и канатных стропов.
Коэффициент запаса прочности – это отношение разрывного усилия (в сертификате) к нагрузке отдельной ветви стропа и должен быть для стальных стропов не менее 6, синтетических материалов – не менее 7, из натуральных волокон – не менее 8, цепных стропов – 4 по ИСО (5 по ГОСТу).
Влияние угла между ветвями строп на величину возникающего усилия в них.
Чем больше угол, тем больше нагрузка, действующая на ветвь стропа. Допустимый угол – до 90º, в отдельных случаях – до 120º.
Нормы браковка СГП и тары.
Нормы браковок приведены в инструкциях №№ 17 и 31
Вспомогательные приспособления для удобства и ускорения зацепки грузов.
Карабины, коромысла, рым-болты, цапфы, струбцины, эксцентриковые зажимы, штыри, клещевые захваты, их устройство и назначение. Правила пользования ими (выбор, эксплуатация).
Порядок изготовления, испытания, учёта, маркировки строп, тары и вспомогательных приспособлений.
Стропа изготавливают в Механическом цехе и в ЦПР. СГП осматриваются и испытываются только в Механическом цехе. СГП испытывают грузом превышающим г/п на 25% и выдерживают в течении 10 минут, а потом проводят тщательный осмотр. Учёт и маркировка наносится в Механическом цехе и выписывается сертификат, а для сторонних организаций – паспорт.
Маркировка СГП:
1. Наименование изготовителя или его товарный знак.
2. Грузоподъёмность.
3. Порядковый номер по нумерации изготовителя.
4. Дата испытания и др. сведений в соответствии с требованиями ТУ на конкретное изделие.
| dк, мм | Количество проколов, не менее |
| до 14 | |
| 14 … 22 | |
| 22 … 28 | |
| более 28 |
Петлю стропа изготавливают при помощи заплётки свободного конца, зажимов и опрессовки алюминиевой или стальной втулкой.
 Заплётку стальных канатов осуществляют методом проколов каждой прядью каната. Количество проколов зависит от диаметра каната. Последний прокол делают половинным количеством прядей каната, а концы прядей обматывают проволокой диаметром 1 мм. При заплётке хлопчатобумажных, конопляных и сизалевых канатов количество проколов делают не менее 2-х полных и 2-х половинчатых пробивок. Место заплётки должно быть обмотано верёвкой или защищено другим способом.
Заплётку стальных канатов осуществляют методом проколов каждой прядью каната. Количество проколов зависит от диаметра каната. Последний прокол делают половинным количеством прядей каната, а концы прядей обматывают проволокой диаметром 1 мм. При заплётке хлопчатобумажных, конопляных и сизалевых канатов количество проколов делают не менее 2-х полных и 2-х половинчатых пробивок. Место заплётки должно быть обмотано верёвкой или защищено другим способом.
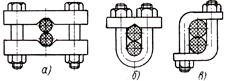
Для крепления конца каната к кольцу, крюку или другому ус-
тройству приспособления, для сращивания двух концов каната
применяют различные типы зажимов: из двух планок и двух
болтов (рис. а), U-образный (рис. б) и Г-образный (рис. в). Ма-
териалом для изготовления зажимов служат стали марок Ст. 2 и Ст. 3.
| dк, мм | Количество зажимов |
| до 18 | |
| 18 … 28 | |
| более 28 |
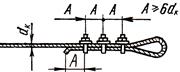 Минимальное число устанавливаемых зажимов должно быть не менее 3, на расстоянии друг от друга не менее 6dк. Длина свободного конца каната равна 6dк.
Минимальное число устанавливаемых зажимов должно быть не менее 3, на расстоянии друг от друга не менее 6dк. Длина свободного конца каната равна 6dк.
В сертификате указывается характеристика каната (цепи), завод-изготовитель, длина стропа, количество ветвей, диаметр (калибр), конструкция и разрывное усилие. Канатные стропа луче выдерживают динамические нагрузки, чем цепные.
Тару изготавливают в ЦМК. После изготовления тара осматривается и испытывается согласно требованиям НД. Статические испытания проводят грузом, превышающим массу брутто тары на 10% и поднимают на высоту 200 … 300 мм, выдерживают 10 мин.Статические испытания повторяют дважды. Динамические испытания проводят грузом, превышающим массу брутто тары на 10% и поднимают на высоту не менее 5 м, а во время опускания на высоту не более 1 м осуществляют торможение.Динамические испытания проводятся 5 раз. Учёт и маркировка тары должна наноситься в ЦМК.
Маркировка тары:
1. Наименование изготовителя или его товарный знак.
2. Назначение.
3. Масса тары.
4. Масса брутто.
5. Дата изготовления.
6. Порядковый номер за нумерацией изготовителя.
Дата добавления: 2015-07-18; просмотров: 8785;