Электронно-лучевая сварка
Электронно-лучевая сварка впервые разработана в 1952 году во Франции. Источником нагрева служит электронный луч, который получают в глубоком вакууме с использованием электронно-лучевых пушек. Схема установки для сварки электронным лучом показана на рис. 8.1.
Катод пушки изготовляют из металлокерамики (гексоборида лантана), обладающей большой термоэлектронной эмиссией. Катод нагревают от электрической спирали или используют высокочастотный индуктор.
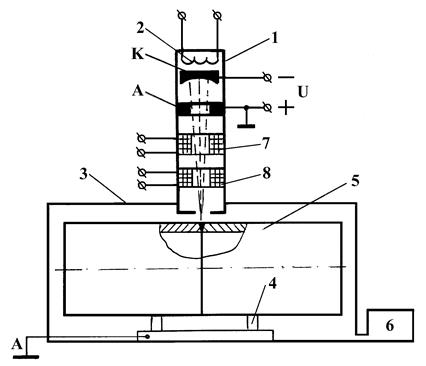
Рис.8.1. Схема установки для сварки электронным лучом:
1 - электронно-лучевая пушка; 2 - система нагрева катода; 3 - вакуумная камера; 4 - механизм перемещения изделия; 5 - свариваемое изделие; 6 - вакуумный насос; К - катод; А - анод; 7 - фокусирующая система (ФС); 8 - отклоняющая система (ОС); U - ускоряющее напряжение
Между катодом и анодом прикладывается высоковольтное напряжение. Электроды, излучаемые нагретым катодом, разгоняются до большой скорости, которая зависит от величины ускоряющего напряжения,
 ,
,  км/с,
км/с,  К,
К,  г.
г.
Ускоряющее напряжение может лежать в пределах 5¸500 кВ. В зависимости от ускоряющего напряжения электронно-лучевые пушки делятся на низковольтные (U=5¸15 кВ), пушки со средним ускоряющим напряжением (U=15¸60 кВ), высоковольтные пушки (U>60 кВ).
К настоящему времени созданы электронно-лучевые пушки (США) с одиннадцатью ступенями ускорения и суммарным ускоряющим напряжением 500 кВ. При высоких U скорость электронов соизмерима со скоростью света. При столкновении электронов с поверхностью металла в случае полной отдачи своей кинетической энергии металл получит тепловую энергию  , где n- число электронов.
, где n- число электронов.
Ток электронного луча Iл обычно не превышает 1000 млА, но есть пушки, где Iл=3¸5 А. Мощность пушки W=IлU. В настоящее время достигнута мощность пушки 300 кВт (США).
При столкновении с поверхностью металла электрон теряет свою энергию, осуществляя некоторый пробег в глубь металла. Длина этого пробега определяется уравнением  (см), где r - плотность вещества, г/см3. Длина пробега d в металле небольшая и составляет доли миллиметра. На участке пробега кинетическая энергия электрона превращается в тепловую с небольшими потерями, КПД составляет 80
(см), где r - плотность вещества, г/см3. Длина пробега d в металле небольшая и составляет доли миллиметра. На участке пробега кинетическая энергия электрона превращается в тепловую с небольшими потерями, КПД составляет 80  98%.
98%.
При помощи фокусирующей системы электронный луч можно сфокусировать на малую площадку, равную нескольким мкм2. При этом можно достигнуть высокой удельной мощности  Вт/мм2. Максимальная плотность энергии достигается по оси электронного луча. При удалении от оси луча плотность энергии уменьшается по закону нормального распределения.
Вт/мм2. Максимальная плотность энергии достигается по оси электронного луча. При удалении от оси луча плотность энергии уменьшается по закону нормального распределения.
В зоне действия электронного луча в металле образуется конусообразный кратер, глубина которого зависит от мощности излучения и ускоряемого напряжения. Образование кратера по глубине прекращается при выравнивании плотности энергии луча по боковым стенкам кратера вследствие увеличения площади боковой поверхности кратера.
При перемещении электронного луча по поверхности металла передняя стенка кратера оплавляется, расплавленный металл оттесняется на заднюю стенку кратера и там кристаллизуется. В результате получают сварной шов с глубоким проплавлением и малой ширины. Такой шов называют кинжальным (рис. 8.2). При полном проплавлении детали толщиной d и шириной шва b соотношение  . Соотношение
. Соотношение  увеличивается по мере роста плотности энергии электронного луча qFи ускоряющего напряжения U.
увеличивается по мере роста плотности энергии электронного луча qFи ускоряющего напряжения U.
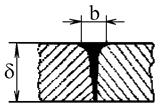
Рис. 8.2. Схема кинжального шва
При помощи отклоняющей системы ОС можно управлять электронным лучом на поверхности детали, перемещая его в нужном направлении. При неподвижной детали электронный луч может перемещаться, сваривая шов нужной конфигурации (окружность, овал, прямоугольник и т.д.).
ОС может также сканировать электронный луч по всей поверхности нагреваемой детали (также как по экрану телевизора). Такой процесс развертки луча используется, например, при пайке в вакууме сотовых панелей из титанового сплава для крыла ракеты (США).
Но обычно ОС используется для точного наведения электронного луча на свариваемый стык при перемещении свариваемого изделия в вакуумной камере. При этом используют компьютерные следящие системы с применением ультразвуковых, электромагнитных датчиков.
В вакуумной камере должен быть вакуум, в котором длина свободного пробега электронов должна быть больше расстояния от катода до поверхности свариваемого изделия. Обычно в камерах создают вакуум с Р<0.01 МПа. Мощность вакуумных насосов выбирают в зависимости от размеров вакуумной камеры исходя из условия, что необходимый вакуум насосы должны создать примерно за 20¸60 мин.
Дата добавления: 2015-07-18; просмотров: 1561;