Производство стали в мартеновских печах.
Устройство и работа мартеновской печи /Дальский 2002, с. 36; 77 – с. 46/. Мартеновская печь (рис. 1.8) — это пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 7, а с боков передней 5 и задней 10стенками.
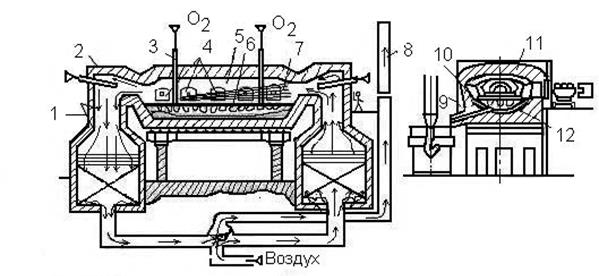
Рис. 1.8. Схема мартеновской печи
Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают кислотные окислы, процесс называется кислым мартеновским процессом, а если преобладают основные окислы — основным. При высоких температурах шлаки могут взаимодействовать с футеровкой печи, разрушая ее. Для уменьшения этого взаимодействия необходимо, чтобы при кислом процессе футеровка печи была кислой, а при основном — основной. Футеровку кислой мартеновской печи изготовляют из динасового кирпича, а верхний рабочий слой подины набивают из кварцевого песка. Футеровку основной мартеновской печи выполняют из магнезитового кирпича, на который набивают магнезитовый порошок. Свод мартеновской печи не соприкасается со шлаком, поэтому его делают из динасового или магнезитохромитового кирпича независимо от типа процесса, осуществляемого в печи. В передней стенке печи находятся загрузочные окна 4для подачи шихтовых материалов (металлической шихты, флюса) в печь. В задней стенке печи расположено сталевыпускное отверстие 9 для выпуска готовой стали.
Размеры плавильного пространства зависят от емкости печи. В нашей стране работают мартеновские печи емкостью 20…900 т жидкой стали. Важной характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи емкостью 900 т площадь пода составляет 115 м2. С обоих торцов плавильного пространства расположены головки печи 2. Головки печи служат для смешивания топлива с воздухом и подачи этой смеси в плавильное пространство. В качестве топлива в мартеновских печах используют природный газ или мазут.Для подогрева воздуха при работе на газообразном топливе печь имеет два регенератора 1.Регенератор представляет собой камеру, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Температура отходящих из печи газов 1500…1000 °С. Попадая в регенераторы, они нагревают насадку до 1250…1280 °С, а охлажденные до 500…600 °С газы уходят из печи через дымовую трубу. Затем через один из регенераторов, например правый, в печь подают воздух, который, проходя через насадку, нагревается до 1100…1200 °С. Нагретый воздух поступает в головку печи, где смешивается с топливом; на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (правую), очистные устройства (шлаковики) для отделения мелких частиц шлака и пыли, уносимых из печи потоком газов, и направляются во второй (левый) регенератор, нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8высотой до 120 м. После охлаждения насадки правого регенератора до определенной температуры происходит автоматическое переключение клапанов, и поток газов в печи изменяет направление: через нагретый левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Температура факела пламени достигает 1750…1800 °С. Факел нагревает рабочее пространство печи и шихту. Факел имеет окислительный характер, что создает условия для окисления примесей шихты на протяжении всей плавки.
Разновидности мартеновского процесса. При плавке в мартеновских печах составляющими металлической шихты могут быть стальной скрап, жидкий и твердый чугуны. В зависимости от состава металлической шихты, используемой при плавке, различают следующие разновидности мартеновского процесса:
1) скрап-процесс, при котором основной частью шихты является
стальной скрап; применяют на металлургических заводах, где нет доменных
печей, но расположенных в крупных промышленных центрах, где много
металлолома; кроме скрапа в состав шихты входит 25…46 % чушкового пере
дельного чугуна;
2) скрап-рудный процесс, при котором основная часть
шихты состоит из жидкого чугуна (55…75 %), а твердая составляющая ших
ты — скрап и железная руда; этот процесс чаще применяют на металлурги
ческих заводах, имеющих доменные печи.
Наибольшее количество стали получают в мартеновских печах с основной футеровкой, так как в этом случае возможно переделывать в сталь различные шихтовые материалы, в том числе и с повышенным содержанием фосфора и серы. При этом используют обычно скрап-рудный процесс, как наиболее экономичный.
Кислым мартеновским процессом выплавляют качественные стали. Стали, выплавляемые в кислых мартеновских печах, содержат значительно меньшее количество растворенных газов (водорода и кислорода), неметаллических включений, чем сталь, выплавленная в основной печи. Поскольку в печах с кислой футеровкой нельзя навести основный шлак, способствующий удалению фосфора и серы, то при плавке в кислой печи применяют металлическую шихту с низким содержанием этих составляющих. Благодаря этому кислая сталь имеет более высокие показатели механических свойств, особенно ударной вязкости и пластичности, и ее используют для ответственных деталей: коленчатых валов крупных двигателей, роторов мощных турбин, шарикоподшипников, стволов орудий и т. д.
Плавка стали скрап-рудным процессом в основной мартеновской печи происходит следующим образом. После осмотра и ремонта пода печи с помощью завалочной машины загружают железную руду и известняк и после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который, проходя через слой скрапа, взаимодействует с железной рудой. В период плавления за счет окислов железа руды и скрапа интенсивно окисляются примеси чугуна:
2Fe2O3+3Si=3SiO2+4Fe;
2Fe2O3+3Mn=3MnO+2Fe;
5Fe2O3+6P=3Р2O5+10Fe;
Fe2O3+3C=3CO+2Fe
Окислы SiO2, MnO, Р2O5, а также CaO без извести образуют шлак с высоким содержанием MnO и FeO, а выделяющаяся окись углерода (СО) вспенивает шлак, который выпускают из печи в шлаковые чаши. Образование и спуск шлака продолжаются почти до полного расплавления шихты. В этот период плавления полностью окисляется кремний и почти полностью марганец и большая часть углерода, а также интенсивно удаляется фосфор.
Завалка шихты, заливка чугуна и плавление протекают медленно при большом расходе топлива. Для ускорения плавления и окисления примесей после окончания заливки чугуна ванну продувают кислородом, подаваемым в печь через водоохлаждаемые фурмы, которые опускаются в отверстия в своде печи. При этом выделяется значительное количество теплоты, металл интенсивно перемешивается, что позволяет в 2…3 раза сократить период плавления, уменьшить расход топлива и железной руды.
По окончании расплавления шихты наступает период кипения ванны. Для этого после расплавления шихты в печь подают некоторое количество железной руды или продувают ванну кислородом, подаваемым по трубам 3 (см. рис. 1. 8). Углерод, содержащийся в металле, начинает интенсивно окисляться, образуется окись углерода. В это время отключают подачу топлива и воздуха в печь, давление газов в плавильном пространстве печи падает и выделяющаяся окись углерода вспенивает шлак. Шлак начинает вытекать из печи через порог завалочного окна в шлаковые чаши. Эта операция называется скачиванием шлака. Вместе со шлаком удаляется значительное количество фосфора и серы. После этого вновь включают подачу топлива и воздуха, давление газов в печи возрастает, шлак перестает вспениваться, и его скачивание прекращается.
Для более полного удаления из металла фосфора и серы в печи наводят новый шлак путем подачи на зеркало металла извести с добавлением боксита или плавикового шпата для уменьшения вязкости шлака.
Окислительная атмосфера в печи способствует образованию на поверхности шлак — газ окиси железа (Fе203). Окись железа диффундирует через шлак и на поверхности шлак-металл реагирует с жидким железом, восстанавливаясь до FеО, который также отдает свой кислород металлу. Поступивший в металл кислород взаимодействует с углеродом металла с образованием окиси углерода, которая выделяется в виде пузырьков, вызывая кипение ванны. Поэтому для кипения ванны шихта должна содержать избыток углерода (на 0,5…0,6 %) сверхзаданного в выплавляемой стали. Эта реакция является главной в мартеновской плавке, так как в процессе кипения ванны металл обезуглероживается, выравнивается его температура по объему ванны, частично удаляются из него газы и неметаллические включения, увеличивается поверхность соприкосновения металла со шлаком и облегчается удаление фосфора и серы из металла.
Начиная с расплавления шихты, до выпуска металла из печи, регулярно отбирают пробы металла и шлака для анализа химического состава. Процесс кипения считают окончившимся, если содержание углерода в металле по результатам анализов соответствует заданному, а содержание серы и фосфора минимально.
После этого приступают к раскислению металла. Металл раскисляют в два этапа: в период кипения, путем прекращения подачи руды в печь, вследствие чего раскисление происходит за счет углерода металла и подачи в ванну раскислителей — ферромарганца, ферросилиция, алюминия и окончательно раскисляют алюминием и ферросилицием в ковше при выпуске стали из печи. После отбора контрольных проб плавку выпускают из печи через сталевыпускное отверстие в задней стенке. По желобу сталь сливается в сталеразливочный ковш.
При выплавке легированных сталей легкоокисляющиеся легирующие элементы вводят в ванну после раскисления перед выпуском металла из печи.
Основные технико-экономические показатели. Эти показатели производства стали в мартеновских печах следующие: производительность в сутки (т/м2-сутки), и расход топлива на тонну выплавленной стали (кг/т). Средний съем стали с 1 м2 площади пода в сутки составляет ~ 10 т/м2 в сутки, а расход условного топлива от 120 кг/т для обычной плавки до 80 кг/т для плавки с применением кислорода.
Технико-экономические показатели работы мартеновских печей можно повысить путем применения печей повышенной емкости, улучшения их конструкции, интенсификации технологического процесса плавки. Увеличение емкости печей способствует более полному использованию их тепловой мощности. В нашей стране эксплуатируют экономически оптимальные мартеновские печи с ванной емкостью до 500-600 т.
Все более широкое применение находят двухванные мартеновские печи, позволяющие полнее использовать теплоту отходящих газов (рис. 1.9).

Рис. 1.9. Схема двухванной мартеновской печи /Кнорозов, с. 50/
В этих печах имеются две ванны: в то время как в одной из них протекают процессы, требующие большой затраты теплоты (завалка, прогрев, плавление), в другой происходит продувка ванны кислородом; при этом возникающий избыток теплоты с отходящими газами используется в первой ванне. К моменту выпуска металла из одной ванны печи, в другой начинают продувку, а выделяющиеся газы направляют в первую ванну, в которой после выпуска начинают завалку шихты. Окись углерода, выделяющаяся при продувке ванны, догорает над шихтой другой ванны, благодаря чему шихта быстро нагревается и плавится. В таких печах топлива расходуется в 2…3 раза меньше, чем в обычных мартеновских печах, резко сокращается расход огнеупоров, повышается производительность печи.
Процесс плавки интенсифицируют широким применением кислорода, что повышает температуру в печи, ускоряет процесс окисления примесей, уменьшает продолжительность плавки и повышает производительность печи (на 20…25 %), снижает расход топлива. Широко применяют кислородный процесс, используя природный малосернистый высококалорийный газ, что снижает содержание серы в стали. Существенно повысить производительность мартеновских печей можно, применяя качественно подготовленные шихтовые материалы с минимальным содержанием вредных примесей, а также автоматизируя контроль и управление ходом мартеновской плавки. Более полное использование мартеновских печей достигается высокой организацией труда при проведении плавки.
1.9. Производство стали в электропечах /Дальский 77, с. 54/
Электроплавильные печи. Эти печи имеют преимущества по сравнению с другими плавильными агрегатами. В электропечах можно получить высокую температуру, создавать окислительную, восстановительную, нейтральную атмосферу или вакуум. В этих печах можно выплавлять сталь и сплавы любого состава, более полно раскислить металл с образованием минимального количества неметаллических включений—продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных сталей ответственного назначения, высоколегированных, инструментальных, коррозионно-стойких (нержавеющих) и других специальных сталей и сплавов.
Для плавки смтали используются дуговыми и индукционные электропечи.
Дуговая электросталеплавильная печь. В этих печах в качестве источника теплоты используют электрическую дугу, возникающую между электродами и металлической шихтой. Дуговая электросталеплавильная печь (рис. 1. 10) питается трехфазным переменным током и имеет три цилиндрических электрода 9, изготовленных из графитированной массы.
Электрический ток от трансформатора гибкими кабелями 7 и медными шинами подводится к электрододержателям 8, а через них к электродам 9. Между электродами и металлической шихтой 4 возникает электрическая дуга, электроэнергия превращается в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 180…600 В, сила тока 1…10 кА. Во время работы печи длина дуги регулируется автоматически путем вертикального перемещения электродов. Печь имеет стальной сварной кожух 3. Кожух печи изнутри футерован теплоизоляционным и огнеупорным кирпичом 7, который может быть основным (магнезитовый, магнезитохромитовый) или кислым (динасовый). Подина 12 печи набивается огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6, изготовляемым также из огнеупорного кирпича и имеющим отверстия для прохода электродов. В стенках печи имеются рабочее окно 10 для управления ходом плавки и летка для выпуска готовой стали по желобу 2 в ковш.
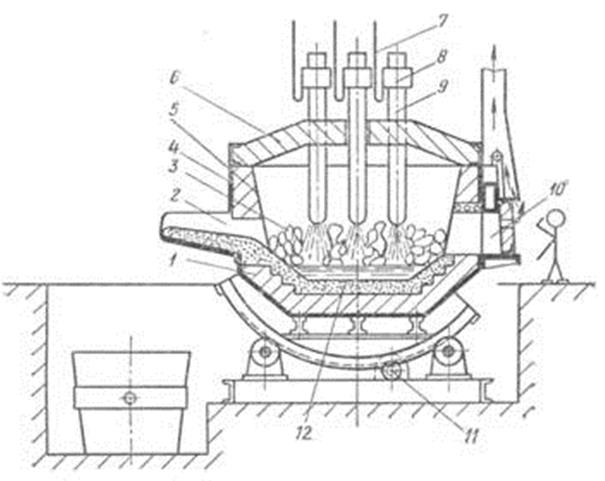
Рис. 1.10. Схема дуговой электрической плавильной печи
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Емкость дуговых электропечей 0,5—400 т. В металлургических цехах обычно используют дуговые электропечи с основной футеровкой, а в литейных цехах — с кислой.
Основная дуговая печь. Применяют два вида технологии плавки в дуговой основной печи: на шихте из легированных отходов (методом переплава) и на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходовс низким содержанием фосфора проводят без окисления примесей. Шихта для такой плавки, кроме пониженного содержания фосфора, должна иметь меньшее, чем в выплавляемой стали, количество марганца и кремния. По сути это переплав. Однако в процессе плавки за счет кислорода некоторые примеси (алюминия, титана, кремния, марганца, хрома) окисляются. Кроме того, шихта может содержать окислы. Поэтому после расплавления шихты металл раскисляют, удаляют серу, наводят основный шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Раскисляют ферросилицием, алюминием, молотым коксом. При этом окислы легирующих элементов восстанавливаются и переходят из шлака в металл. Таким способом плавки получают легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихтечаще применяют для производства конструкционных углеродистых сталей. Эту плавку проводят за два периода: окислительный и восстановительный. После заправки печи, удаления остатков металла и шлака предыдущей плавки, исправления поврежденных мест футеровки в печь загружают шихту: стальной лом (до 90 %), чушковый передельный чугун (до 10 %), электродный бой или кокс для науглероживания металла и 2…3 % извести. По окончании завалки шихты электроды опускают вниз и включают ток; шихта под электродами плавится, металл накапливается на подине печи. Во время плавления шихты начинается окислительный период плавки: за счет кислорода воздуха, окислов шихты и окалины окисляется кремний, марганец, углерод, железо. Вместе с окисью кальция, содержащейся в извести, окислы этих элементов образуют основный железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до 1500…1540 °С в печь загружают руду и известь. Содержащийся в руде кислород интенсивно окисляет углерод и вызывает кипение ванны жидкого металла за счет выделяющихся пузырьков окиси углерода. Шлак вспенивается, уровень его повышается; для выпуска шлака печь наклоняют в сторону рабочего окна и он стекает в шлаковую чашу. Кипение металла ускоряет нагрев ванны, удаление из металла газов, неметаллических включений, способствует удалению фосфора. Шлак удаляют, руду и известь добавляют 2…3 раза. В результате содержание фосфора в металле снижается до 0,01 % и одновременно за счет образования окиси углерода при кипении уменьшается и содержание углерода. Когда содержание углерода становится меньше заданного на 0,1 %, кипение прекращают и полностью удаляют из печи шлак. Этим заканчивается окислительный период плавки.
Восстановительный период плавкивключает раскисление металла, удаление серы и доведение химического состава до заданного. После удаления окислительного шлака в печь подают ферромарганец в количестве, обеспечивающем заданное содержание марганца в стали, а также производят науглероживание, если выплавляют высокоуглеродистые стали (до 1,5 % С). Затем в печь загружают флюс, состоящий из извести, плавикового шпата и шамотного боя. После расплавления флюсов и образования шлака в печь вводят раскислительную смесь, состоящую из извести, плавикового шпата, молотого кокса и ферросилиция. Молотый кокс и ферросилиций вводят в порошкообразном виде. Они очень медленно проникают через слой шлака. В шлаке восстанавливается закись железа:
FeO+C=Fe+CO;
2FeO+Si=Fe+SiO2
При этом содержание закиси железа в шлаке снижается и она из металла согласно закону распределения начинает переходить в шлак. Этот процесс называют диффузионным раскислением стали. Раскислительную смесь вводят в печь несколько раз. По мере раскисления и понижения содержания FеО цвет шлака изменяется и он становится почти белым. Раскисление под белым шлаком длится 30…60 мин.
Во время восстановительного периода сера удаляется из металла, что объясняется высоким (до 55…60 %) содержанием СаО в белом шлаке и низким (менее 0,5 %) содержанием FеО. Это способствует интенсивному удалению серы из металла:
FeS+CaO=CaS+FeO.
По ходу восстановительного периода берут пробы для определения химического состава металла. При необходимости в печь вводят ферросплавы для достижения заданного химического состава металла. Когда достигнуты заданные состав металла и температура, выполняют конечное раскисление стали алюминием и силикокальцием. После этого следует выпуск металла из печи в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов. Порядок ввода определяется сродством легирующих элементов к кислороду. Никель, молибден обладают меньшим сродством к кислороду, чем железо, и их вводят в период плавления или в окислительный период. Хром легко окисляется и его вводят в восстановительный период; кремний, ванадий, титан — перед выпуском металла из печи в ковш, так как они легко окисляются.
Технико-экономические показатели. Эти показатели плавки в дуговых печах зависят от емкости печи и технологии плавки. Расход электроэнергии на 1 т стали зависит от емкости печи. С увеличением емкости печи расход электроэнергии на 1 т выплавленной стали уменьшается. Например, для печи емкостью 25 т он составляет 750 кВт -ч, а для печи емкостью 100 т —575 кВт-ч. Расход графитированных электродов составляет 6—9 кг/т выплавленной стали.
Технико-экономические показатели работы дуговых печей и качество металла повышаются за счет интенсификации плавки, увеличения емкости печи, мощности трансформаторов, механизации загрузки шихты, применения электромагнитного перемешивания металла. Значительной эффективности можно достигнуть при выплавке легированных сталей, применяя дуплекс-процесс: выплавка стали в основном кислородном конвертере, а рафинирование и доводка по химическому составу в электропечи. Эффективным является применение кислорода для продувки ванны стали в окислительный период, что интенсифицирует процесс плавки, увеличивает на 15…20 % производительность печи, снижает расход электроэнергии и экономит легирующие добавки.
Электроиндукционные печи.Индукционная тигельная сталеплавильная печь (рис. 1.11) состоит из водоохлаждаемого индуктора 5, внутри которого находится тигель 4с металлической шихтой.
Через индуктор проходит однофазный переменный ток повышенной частоты (500…1000 кГц). Ток создает переменный магнитный поток, пронизывая куски металла в тигле, наводит в них мощные вихревые токи (Фуко), нагревающие металл 1 до расплавления и необходимых температур перегрева.
Тигель может быть изготовлен из кислых (кварцит) или основных (магнезитовый порошок) огнеупорных материалов. Емкость тигля от 60 до 25 т. Ток к индуктору подводится от генератора высокой частоты -лампового (лабораторные печи) или машинного. Для уменьшения потерь теплоты при плавке можно применить съемный свод 2. Индукционные печи имеют преимущества перед дуговыми: 1) в них отсутствует электрическая дуга, что позволяет выплавлять металлы с низким содержанием углерода, газов и малым угаром элементов, это особенно важно при выплавке высококачественных сталей и сплавов;
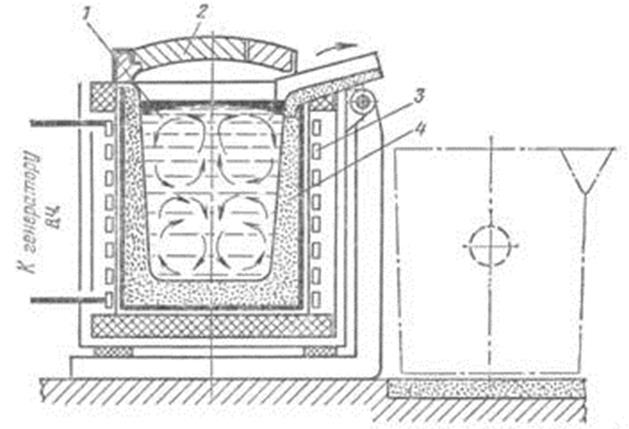
Рис. 1.11. Схема индукционной тигельной электрической плавильной печи
2) при плавке в металле возникают электродинамические силы, которые перемешивают металл в печи и способствуют выравниванию химического состава, всплыванию неметаллических включений;
3) индукционные печи имеют небольшие габаритные размеры, что позволяет помещать их в закрытые камеры, в которых можно создавать любую атмосферу, а также вакуум. Однако эти печи имеют малую стойкость футеровки, шлак в них нагревается теплотой металла и температура его недостаточна для интенсивного протекания металлургических процессов между металлом и шлаком.
Обычно в индукционных печах выплавляют сталь и сплавы или из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления. В большинстве случаев печи имеют кислую футеровку. Основную футеровку используют для выплавки сталей и сплавов с высоким содержанием марганца, никеля, титана и алюминия.
При загрузке тщательно подбирают химический состав шихты в соответствии с заданным, так как плавка протекает быстро, и полного анализа металла по ходу плавки не делают. Поэтому необходимое количество ферросплавов (ферровольфрам, ферромолибден, феррохром, никель) для получения заданного химического состава металла загружают на дно тигля вместе с остальной шихтой. После расплавления шихты на поверхность металла загружают шлаковую смесь. Основное назначение шлака при индукционной плавке — уменьшить тепловые потери металла, защитить его от насыщения газами, уменьшить угар легирующих элементов. При плавке в кислой печи после расплавления и удаления плавильного шлака наводят шлак из боя стекла (SiO2). Металл раскисляют ферросилицием, ферромарганцем и алюминием перед выпуском его из печи.
Продолжительность плавки в индукционной печи емкостью 1 т около 45 мин. Расход электроэнергии на 1 т стали составляет 600…700 кВт.ч.
Вакуумная плавка в индукционных печах позволяет получать сталь и сплавы с очень малым содержанием газов, неметаллических включений, легировать сталь и сплавы любыми элементами. При вакуумной индукционной плавке индуктор с тиглем, дозатор шихты и изложницы помещают в вакуумные камеры. Здесь плавят металл, вводят легирующие добавки, раскислители с помощью специальных механизмов без нарушения вакуума в камере. Металл в изложницы разливают в вакууме или инертных газах под избыточным давлением. Заливку под давлением инертного газа производят для повышения плотности слитков.
1.10. Разливка стали /Дальский , 1977, с. 56/
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого ее разливают в изложницы или кристаллизаторы установок для непрерывной разливки стали.
В изложницах или кристаллизаторах сталь затвердевает, и получаются слитки, которые затем подвергают обработке давлением — прокатке, ковке.Сталеразливочный ковш (рис. 1.12) имеет стальной сварной кожух 1, выложенный изнутри огнеупорным кирпичом 2. В дне ковша имеется керамический стакан 3 с отверстием 4 для выпуска стали. Отверстие в стакане закрывается и открывается стопорным устройством. Стопорное устройство имеет стальную штангу 6, на конце которой укреплена пробка 5 из огнеупорного материала. На штангу надеты трубки 7 из огнеупора, предохраняющие ее от расплавления жидкой сталью. Стопор поднимают и опускают рычажным механизмом 11 вручную или с помощью гидравлического привода с дистанционным управлением. Ковш за две цапфы 8 поднимается краном. Емкость ковша выбирают в зависимости от емкости плавильной печи с учетом слоя шлака 9 (100 …200 мм), предохраняющего зеркало металла 10в ковше от охлаждения при разливке. Обычно емкость ковшей 5…260 т. Для крупных плавильных агрегатов применяют ковши емкостью 350…480 т.
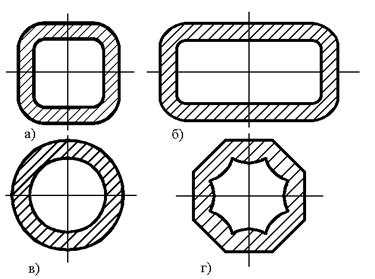
Изложницы — чугунные формы для изготовления слитков. Конфигурация изложниц характеризуется формой поперечного и продольного сечений и зависит от сорта заливаемой стали и назначения слитка. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями (рис. 1. 12).

Слитки квадратного сечения (рис. 1. 12, а)прокатывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т. д.); слитки прямоугольного сечения (рис. 1. 12, б)с отношением ширины к толщине 1,5…3,0 – на лист; из слитков круглого сечения (рис. 1. 13, в) изготовляют трубы, колеса. Многогранные слитки (рис. 1. 13, г) используют для поковок.

Для разливки спокойной стали, применяют изложницы, расширяющиеся кверху (рис. 1. 14, б),для разливки кипящей стали — изложницы, расширяющиеся книзу (рис. 1. 14, а).
Изложницы, расширяющиеся кверху, обычно имеют дно, а расширяющиеся книзу делают сквозными, без дна. Для предупреждения транскристаллизации дно квадратных и прямоугольных изложниц закруглено. Изложницы для разливки спокойной стали имеют прибыльные надставки 8 (рис. 1. 14, б),футерованные изнутри огнеупорной массой 9 с малой теплопроводностью. Сталь в прибыльной надставке дольше находится в жидком состоянии и питает затвердевающий слиток металлом, благодаря чему уменьшается глубина усадочной раковины, улучшается качество слитка, уменьшаются отходы при обрезке его головной части.
Размеры изложниц зависят от массы слитка. Для прокатки отливают слитки от 200 кг до 25 т; для поковок — массой до 250 т.
Экономически более целесообразна разливка стали в крупные слитки, так как при этом сокращаются затраты труда, на огнеупоры, потери металла, уменьшается продолжительность разливки. Однако масса слитка ограничивается мощностью прокатного оборудования и ухудшением качества слитка из-за неравномерности химического состава в различных его местах. Обычно углеродистые спокойные и кипящие стали разливают в слитки массой до 25 т, легированные и высококачественные стали – в слитки от 500 кг до 7 т, а некоторые сорта высоколегированных сталей в слитки массой несколько сот килограммов.
Способы разливки стали. Применяюттри основных способа разливки стали: в изложницы сверху; в изложницы сифоном; на установках непрерывной разливки стали (УНРС).
В изложницы сверху (рис. 1. 14, а)сталь заливают непосредственно из ковша 1.
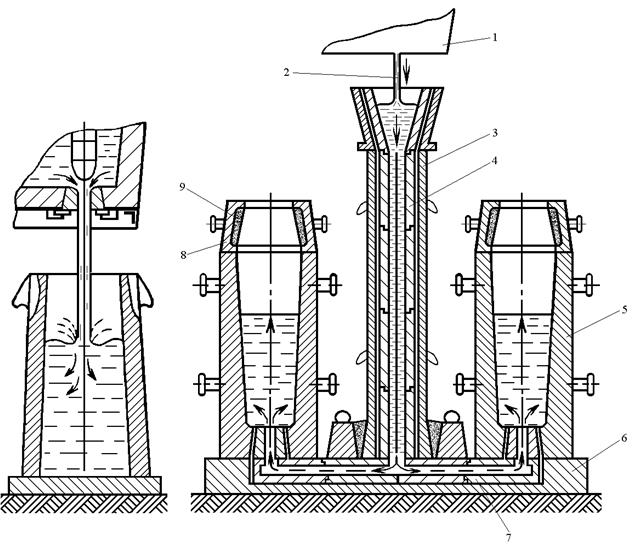
Рис. 1.14. Разливка стали в изложницы
При разливке сверху исключается расход металла на литники, проста подготовка оборудования к разливке, температура заливаемой стали может быть ниже, чем при сифонной заливке. Однако при разливке сверху сталь падает в изложницу с большой высоты, брызги металла застывают на стенках изложницы и ухудшают поверхность слитка, образуя окисные плены. Окисные плены не свариваются с телом слитка даже при прокатке, после которой необходимо зачищать поверхность заготовки для улучшения ее качества, что является очень трудоемкой операцией.При сифонной разливке (рис. 1. 14, б)сталью заполняют одновременно несколько изложниц (от 4 до 60). Изложницы устанавливают на поддоне 6, в центре которого находится центровой литник 3, футерованный огнеупорными трубками 4, соединенный каналами, выполненными из огнеупорных пустотелых кирпичей 7, с нижними частями изложниц. Сифонная разливка основана на принципе сообщающихся сосудов: жидкаясталь 2 из ковша 1 поступает в центровой литник и через каналы заполняет изложницы 5 снизу. Этот способ разливки обеспечивает плавное, без разбрызгивания заполнение изложниц, поверхность слитка получается чистой, сокращается продолжительность разливки, можно разливать большую массу металла одновременно на несколько мелких слитков. Однако при сифонной разливке повышается трудоемкость подготовки оборудования, увеличивается расход огнеупоров, появляется необходимость в расходовании металла на литники (до 1,5 % от массы заливаемой стали), в перегреве металла в печи до более высокой температуры, так как при течении по каналам он охлаждается.
Оба способа разливки широко применяют. Для обычных углеродистых сталей используют разливку сверху; для легированных и высококачественных сталей – разливку сифоном.
Непрерывная разливка стали (НРС) (рис. 1.15) состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4.

Рис. 1.15. Схема разливки стали на машинах непрерывного литья
Перед заливкой металла в кристаллизатор вводят затравку, образующую его дно. Затравка имеет головку в форме ласточкина хвоста. Жидкий металл, попадая в кристаллизатор и на затравку, охлаждается, затвердевает, образуя корку. Затравка тянущими валками 5 вытягивается из кристаллизатора вместе с затвердевающим слитком, сердцевина которого находится в жидком состоянии. Скорость вытягивания слитка из кристаллизатора зависит от сечения слитка. Например, скорость вытягивания прямоугольных слитков сечением 150×500 мм и 300×2000 мм ~1 м/мин.
На выходе из кристаллизатора слиток охлаждается водой, подаваемой через форсунки в зоне 6 вторичного охлаждения. Из зоны вторичного охлаждения слиток выходит полностью затвердевшим и попадает в зону 7 резки, где его разрезают газовым резаком 8 на куски заданной длины. Для предотвращения приваривания слитка к стенкам кристаллизатора последний совершает возвратно-поступательное движение с шагом 10…50 мм и частотой 10…100 циклов в минуту, а рабочая поверхность кристаллизатора смазывается специальными смазками. Высота кристаллизатора 500…1500 мм.В них получают слитки прямоугольного поперечного сечения с габаритными размерами от 150×500 до 300×2000 мм, квадратного от 150×150 до 400×400 мм, круглые в виде толстостенных труб. Вследствие направленного затвердевания и непрерывного питания при усадке в слитках непрерывной разливки отсутствуют усадочные раковины, они имеют плотное строение и мелкозернистую структуру. Поверхность слитка получается хорошего качества. Выход годных заготовок может достигать 96…98 % от массы разливаемой стали.
Дата добавления: 2015-06-22; просмотров: 2894;