Quot;в соответствии с требованиями экологии масштабы использования фтор-чдержащих материалов сокращаются.
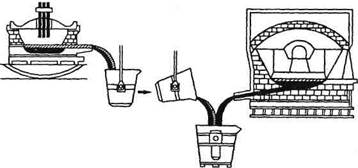
Рис. 198. Схема совмещенного процесса раскисления, легирования и рафинирования стали
СШ. Основное требование к составам ТШС и СШ— минимум оксидов железа (для обеспечения максимального обессеривающего эффекта).
При обработке металла синтетическим шлаком такого состава (высокая основность и низкая окисленность) протекают следующие процессы:
1. Десульфурация. Обычно после обработки шлаком содер
жание серы в металле снижается до 0,002-0,010 %.
2. Раскисление. В соответствии с законом распределения
и
| L0 °(Feo/"[О] |
а,. = с,„ _/L Поскольку в синте-
[О] (FeO) О '
тическом шлаке значение а ничтожно мало, окислен-
ность металла снижается (в полтора—два раза).
3. Удаления неметаллических включений. В тех случаях, когда межфазное натяжение на границе капля синтетического шлака — неметаллическое включение Сс ш_вкл меньше, чем межфазное натяжение на границе металл — неметаллическое включение см_вкл, т.е. при *с.ш_вкл < <*м_вкл, капли синтетического шлака будут рафинировать металл от включений (капли шлака, всплывая, уносят неметаллические включения). Соотношение между величинами ссш_вкл и <тм-вкл за~ висит от состава включений. Практика показала, что общее содержание неметаллических включений после обработки синтетическим шлаком уменьшается примерно в два раза. При проведении операции обработки металла шлаком приходится учитывать нежелательность попадания в ковш, в котором производится обработка, вместе с металлом также и шлака из печи или из конвертера.
& 9. ВВЕДЕНИЕ РЕАГЕНТОВ В ГЛУБЬ МЕТАЛЛА
Продувка металла порошкообразными материалами. Продувка металла порошкообразными материалами (или вдувание в металл порошкообразных материалов) проводится для обеспечения максимального контакта вдуваемых твердых реагентов с металлом, максимальной скорости взаимодействия реагентов с металлом и высокой степени использования вдуваемых реагентов. Достоинством этого метода является также то, что реагент в металл вдувается струей газа-носителя, который оказывает определенное воздействие на металл. Газом-носителем может быть: 1) окислитель (например, кислород или воздух); 2) восстановитель (например, природный газ); 3) нейтральный газ (азот, аргон). В качестве вдуваемых реагентов используют шлаковые смеси, а также металлы или сплавы металлов. Метод вдувания порошков используют для ряда целей.
1. Дефосфорация металла. При использовании шлаковых смесей для удаления фосфора в металл обычно вдувается в струе кислорода смесь, состоящая из извести, железной руды и плавикового шпати.
2. Десульфурация. Для удаления серы в металл вводят (в струе аргона или азота) флюсы на основе извести и плавикового шпата; смеси, содержащие кроме шлакообразуюших также кальций или магний; реагенты, которые вследствие высоких энергий взаимодействия и соответствующего пиро-эффекта обычными способами вводить в металл нельзя (кальций, магний).
3. Раскисление и легирование, в том числе для введения металлов, которые вследствие вредного действия на здоровье обычными методами вводить опасно (свинец, селен, теллур).
4. Ускорение шлакообразования. В конвертерных цехах вдувание порошкообразной извести используют при переделе высокофосфористых чугунов.
5. Науглероживание. Вдувание в металл порошкообразных карбонизаторов (графита, кокса и т.п.) позволяет в различных случаях практики решать разные задачи, в частности: корректировать содержание углерода в металле; при недостатке или отсутствии чугуна повышать в металле содержание углерода до пределов, необходимых для нормаль-


 ного ведения процесса; раскислять металл (вдувание в окисленный металл порошка углерода вызывает бурное развитие реакции обезуглероживания, содержание кислорода при этом уменьшается, а выделяющиеся пузыри СО промывают ванну от газов и неметаллических включений). Порошок графита или кокса можно вводить в металл непосредственно в печи, а также в ковш или на струю металла.
ного ведения процесса; раскислять металл (вдувание в окисленный металл порошка углерода вызывает бурное развитие реакции обезуглероживания, содержание кислорода при этом уменьшается, а выделяющиеся пузыри СО промывают ванну от газов и неметаллических включений). Порошок графита или кокса можно вводить в металл непосредственно в печи, а также в ковш или на струю металла.
6. Метод вдувания в металл в ковше порошков может использоваться также для получения стали с регламентированным содержанием азота, а также для легирования кремнием, никелем, молибденом, вольфрамом, свинцом и др. Для получения низкосернистой азотсодержащей стали могут использоваться смеси, содержащие цианамид кальция CaCN2. В этом случае несущим газом является азот. При вдувании смеси кроме насыщения металла азотом одновременно протекают процессы науглероживания, раскисления и десульфу-рации. Условия перехода азота в металл из несущего газа улучшаются при снижении в стали содержания кислорода и серы; и кислород и сера являются поверхностно-активными элементами и препятствуют переходу азота в металл. Также, как в случае обработки стали СШ, состав попадающего из печи в ковш шлака в значительной степени влияет на протекание реакции десульфурации в ковше.
В настоящее время для введения в глубь, металла широко используют в порошкообразном виде различные Шлаковые смеси, а также магний, барий, РЗМ; способы ввода реагентов в глубь металла разнообразны, поэтому под терминами "вдувание порошков", "инжекционная металлургия" понимают большое число самых разнообразных технологий.
Наиболее распространенным реагентов, используемым в составе вдуваемых смесей, является кальций. Кальций оказывает положительное влияние как реагент, существенным образом влияющий на скорость удаления включений, поскольку присутствие кальция способствует переводу включений глинозема в жидкие алюминаты кальция, что, в свою очередь, способствует ускорению удаления включений из металла. Сталь, подвергнутая обработке кальцием, характеризуется существенно более высокой обрабатываемостью, что способствует повышению производительности металлообрабатывающих станков благодаря возможности работы на повышенных скоростях резания. Стали, обработанные кальцием, име-
ют лучшие показатели анизотропии свойств, при использовании введения в сталь кальция значительно улучшаются показатели механических свойств и снижается сегрегация в крупных слитках для поковок и др.
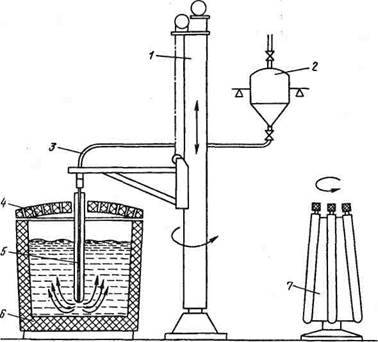
Процесс введения кальция в сталь характеризуется рядом особенностей: пироэффектом, малой степенью усвоения и соответственно повышенной стоимостью обработки и т.д. Учитывая это, распространение получили два приема работы: 1) добавка кальция в составе различных сплавов, смесей, соединений ("разубоживание" материала); 2) введение кальция (в виде этих смесей и соединений) не на поверхность, а в глубь металла ("инжекция" или "инъекция"). Термин "инжекционная" металлургия введен шведскими металлургами, разработавшими одну из разновидностей способа с использованием фурм-образного вида (рис.199) и обозначается буквами Ij или / (Injection). Метод широко распространен за рубежом (под разными названиями); например, в ФРГ данный способ известен как TN-процесс . В США, Канаде и некоторых других странах этот метод получил название САВ-процесса . Метод используют, в частности, при производстве стали, применяемой для изготовления листа для сварных тяжелонагруженных конструкций. Жидкую сталь выпускают в ковш, закрываемый затем крышкой, через которую вводят фурму для вдувания кальция в струе аргона. Кальций испаряется и, поднимаясь вместе с пузырями аргона, связывает серу в сульфид CaS.
Введение материалов в виде проволоки. Такие материалы, как порошкообразный кальций, являются дорогостоящими. Практика показала, что существенная экономия кальция достигается при введении порошка кальция в .металл в виде проволоки, состоящей из оболочки (обычно- стальной), внутри которой находится спрессованный порошок. Промышленность ряда стран выпускает проволоку с порошками сплавов бария с бором, титаном, цирконием, теллуром, селеном и другими элементами. Оптимальным вариантом введения проволоки является вариант ввода ее через специальное отверстие в крышке, которой накрывают в этом случае сталераз ливочный ковш. Однако получила распространение и более
По названию предприятия "Thyssen Niederrhein AG" (ФРГ). От слов Calcium—Argon—Blowing (кальций—аргон—продувка).
|
 а
а
Рис. 199. Устройства для продувки стали кальцийсодержащими реагентами:
а — общая схема (/ — подъемно-опускающееся устройство; 2 — раздаточный бункер; 3 — труба для продувки; 4 — крышка с огнеупорной футеровкой; 5 — фурма; 6 — ковш; 7 — накопитель фурм); б — фурма О — огнеупор; 2 — стальная трубка)
простая технология — введение проволоки в открытый ковш без крышки. Материалы можно вводить в металл одной проволокой или двумя одновременно. При этом в составе одной проволоки может быть порошок силикокальция, в составе другой — алюминий. В большинстве случаев введение каль-цийсодержащей проволоки осуществляется в ковшах, оборудованных устройствами для продувки (и перемешивания) металла снизу через пористое днище (или пористые пробки) арго-
ном, чтобы обеспечить необходимые условия для удаления образующихся неметаллических включений. Проволоку получают путем непрерывного введения порошкообразного силикокальция в тонкостенную оболочку из низкоуглеродистой стали, которую затем прокатывают до диаметра 5-18 мм и сматывают (длина проволоки 1250-3300 м) на металлические или деревянные катушки. Широкое распространение получила практика ввода в металл в виде проволоки алюминия
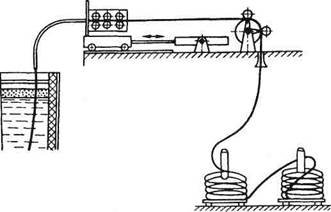
(рис. 200).
|
| Рис. 200. Ввод проволоки в металл |
Использование утапливаемых блоков. Для снижения угара и повышения эффективности использования таких легкоплавких или легкоиспаряющихся элементов, как алюминий, кальций, магний и др. некоторое распространение получил метод введения их в глубь металла (утапливание) в виде блоков (обычно при помощи крана, на футерованной штанге). Кальций, например, вводят в виде заключенного в тонкий стальной кожух блока цилиндрической формы, состоящего из железа и кальция. Блок крепят на защищенной футеровкой штанге. Соотношение содержаний железа и кальция в блоке подбирают таким, чтобы обеспечить постепенное взаимодействие кальция, снижение его потерь, а также уменьшение дымо- и пламеобразования. Для введения блоков в металл не требуется сложного оборудования. Еше более простым (и более распространенным) является метод опускания в металл алюминиевых блоков.
Достаточно широкое распространение получил также метол обработки в ковше кипящей стали монолитным углеродом. При опускании в нераскисленный металл блока из углеродистого материала протекает реакция С + О = СОг, вызывающая интенсивное кипение металла, его перемешивание и дегазацию, что сопровождается снижением окисленности.
§ 10. ПРЕДОТВРАЩЕНИЕ ВТОРИЧНОГО ОКИСЛЕНИЯ
Одной из распространенных причин брака стали является вторичное (повторное) окисление металла, являющееся следствием взаимодействия металла с кислородом воздуха при выпуске и разливке, а также с конечным окислительным шлаком, огнеупорами и т.п. Развитие процессов вторичного окисления определяется процессами взаимодействия:
1. Металла с окисленным печным шлаком после введения раскислителей в печь.
2. Струи металла с атмосферой при выпуске металла в сталеразливочный ковш.
3. Металла, выпущенного из конвертера или печи, с окисленным шлаком, попавшим вместе с металлом в ковш.
4. Струи металла с атмосферой при переливе металла из сталеразливочного ковша в промежуточное разливочное устройство (промежуточный ковш).
5. Поверхности металла в промежуточном ковше с атмосферой.
6. Струи металла, с воздухом, захваченным (эжектиро-ванным) струей металла при разливке по изложницам или в кристаллизатор установки непрерывной разливки.
7. Поверхности металла в изложнице или кристаллизаторе с атмосферой.
8. Металла, раскисленного сильными раскислителями (кальцием, магнием, резкоземельными металлами) с оксидами футеровки ковша.
Окислительный потенциал воздуха (21% 02) определяется значением р"озд = 0,021 МПа; потенциал атмосферы, равно-
весной с чистым расплавленным железом, рчж = 10~эПа;
потенциал атмосферы, равновесной с железом, раскисленным такими раскислителями, как кремний, алюминий и др., рраск.ж _ ю~5*10-7 Па. Огромное (почти десять порядков)
различие окислительного потенциала воздуха и раскисленного металла определяет трудность защиты металла от вторичного окисления.
Помимо окисления струя металла при выпуске и разливке взаимодействует с азотом и влагой воздуха.
Парадокс заключается в том, что чем чище от примесей металл (в результате внепечной обработки), чем меньше в нем таких, например, поверхностно-активных примесей, как сера, "блокирующих" поверхность, тем больший вред качеству может нанести контакт с атмосферой. Поэтому предотвращение такого контакта струи металла, подвергнутого вне-печной обработке, является обязательным.
Из существующих многочисленных способов защиты металла чаще используют следующие: 1) отсечку окислительного конечного шлака и наведение в ковше шлака, не содержащего оксидов железа; 2) защиту струи металла инертным (или восстановительным) газом; 3) организацию уплотнения между сталеразливочным и промежуточными ковшами; 4) введение при помощи удлиненных разливочных стаканов струи металла вглубь (так называемая "разливка под уровень").
Используются и другие приемы работы. Так, на некоторых металлургических заводах Японии получил распространение такой прием, как загрузка на дно ковша перед выпуском плавки сухого льда, обильное испарение которого создает газовую завесу, предотвращающую переход в металл азота из атмосферы. Такой прием обеспечивает получение конвертерной стали с гарантированно низким содержанием азота. Примером организации одновременно и защиты струи от воздействия атмосферы и обработки вакуумом является описанный выше (см. рис. 187) метод непрерывного вакуумирования струи, внедренный на НЛМК.
§11. МЕТОДЫ ОТДЕЛЕНИЯ ШЛАКА ОТ МЕТАЛЛА ("ОТСЕЧКИ" ШЛАКА)
Одним из важных элементов успешного проведения операций внепечной обработки является контроль и регулирование количества шлака, попадающего при выпуске в ковш.
Методы удаления шлака с поверхности металла в ковше (установка ковша на платформу, оборудованную устройствами для наклона, конструирование специальных гребков и т.п.)
|
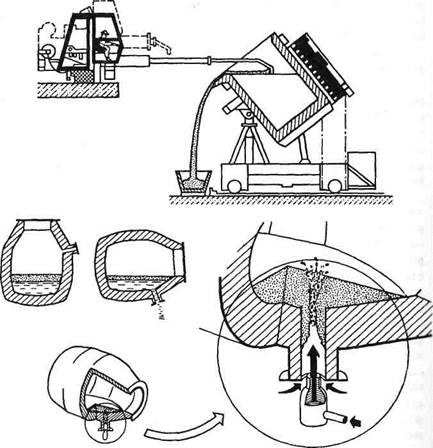
Рис. 201. Установка для скачивания шлака с поверхности металла в ковше
Рис. 202. Пневматическая пробка для отсечки шлака в конвертере
сложны (рис. 201). Большое распространение получили методы загущения шлака (например, введение порции холодного доломита) для затруднения его вытекания из агрегата. Однако такие методы не позволяют полностью отсечь конечный шлак при выпуске. Известен ряд решений организации отсечки шлака при выпуске из мартеновских печей.
В конвертерных цехах распространение получили способы закупоривания сталевыпускного отверстия (летки) с использованием различного рода пробок (рис.202). На ряде
металлургических заводов при выпуске металла из печи или конвертера используют более простой прием: ковш с металлом в момент появления шлака отводят от агрегата; этот метод, однако, не обеспечивает стабильности результатов и сопровождается потерями металла. Проблема отсечки конечного шлака остается одной из важных. Наиболее благоприятны условия для отсечки конечного шлака при работе дуговых электропечей с донным или эркерным выпуском.
Дата добавления: 2015-06-22; просмотров: 3279;