Выплавка стали в двухванных сталеплавильных агрегатах
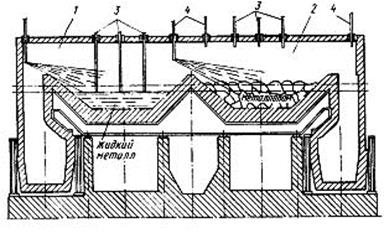
Стремление радикального совершенствования мартеновского процесса привело к разработке нового сталеплавильного агрегата - двухванной сталеплавильной печи, в которой часть тепла газов, уходящих из рабочего пространства, используют для нагрева металлической шихты (рис. 6).
|
| Рис. 6 – Схема двухванной мартеновской печи: 1 – ванна I; 2 – ванна II; 3 – кислородные фурмы; 4 – топливно-кислородные горелки |
Конструктивно двухванная печь выполнена таким образом, что рабочее пространство одной печи спарено с рабочим пространством другой. В то время как в одной печи (ванне) идут процессы, требующие большой затраты тепла (завалка, прогрев шихты, начальная стадия плавления), в другой печи (ванне), в которой проводят продувку металла кислородом, образуется избыток тепла, частично утилизируемый в первой ванне, так как через нее проходят отходящие газы из второй ванны. Обе ванны поочередно заваливают твердой шихтой. Чаще работают с долей жидкого чугуна ~50 %.
Работа обеих ванн должна быть хорошо согласована, поэтому к моменту выпуски металла из одной ванны в другой ванне начинают продувку. Выделяющиеся продукты направляют к первой печи (ванне), в которой после выпуска стали начинают завалку шихты. Выделяющийся СО догорает над заваливаемой и нагреваемой в первой печи шихтой. При этом шихта быстро нагревается и плавится.
Достоинствами процесса в двухванных сталеплавильных агрегатах являются высокая производительность, низкий удельный расход топлива и огнеупоров. Однако двухванные сталеплавильные печи имеют и недостатки, связанные с более высоким угаром железа, ограниченностью сортамента выплавляемого металла, а также со сложностью их обслуживания, синхронизацией работы обеих ванн и с интенсивными вредными выделениями пыли и газа через завалочные окна, ухудшающими условия работы у этих агрегатов.
Дата добавления: 2015-06-22; просмотров: 1990;