МИКСЕРЫ
Практически на всех заводах, в составе которых имеются доменные печи, смонтированы специальные разливочные машины для получения из жидкого чугуна так называемых «чушек». Полученные чушки твердого чугуна направляют для использования на заводы, не имеющие доменных печей. Однако основная масса выплавляемого чугуна поступает в сталеплавильные цехи в жидком виде — использование в качестве шихты жидкого чугуна экономически более выгодно, так как при этом снижаются затраты энергии и сокращается продолжительность плавки. Состав и температуру чугуна нескольких плавок (выпусков из доменной печи) необходимо выравнять. Для этой цели служат специальные агрегаты—миксеры1. Использование миксера позволяет иметь некоторый запас чугуна, что гарантирует ритмичную работу сталеплавильного цеха. Если доменный цех не обеспечивает выпуск чугуна строго определенного состава и температуры и сталеплавильному цеху необходимо все время иметь определенный запас жидкого чугуна, строят специальное миксерное отделение, в котором устанавливают один или два стационарных миксера. Вместимость типовых стационарных миксеров составляет 1300 и 2500 т.
1 От англ, mixer— смеситель.
В миксер с одной стороны заливают чугун, поступающий в чугуновозных ковшах из доменного цеха, а сдругой (противоположной) стороны по мере необходимости чугун из него сливают в ковши для подачи к сталеплавильным агрегатам. Миксерное отделение связано эстакадой с рабочей площадкой сталеплавильного цеха. По эстакаде составы с чугуно-возными ковшами транспортируются непосредственно к печам или конвертерам. Миксеры, в которых проводят какие-либо технологические операции (например, удаление кремния), называют активными (в отличие от обычных, которые можно назвать неактивными).
На рис. 4.2 приведены план и разрез миксерного отделения с двумя миксерами вместимостью по 2500т, входящего в состав цеха с 350-т конвертерами. В миксерном отделении установлены два миксера 5 и 10, два миксерных (заливочных) крана 7 и 11, машины 75 для скачивания шлака из миксеров, машина 8 для скачивания шлака из чугуновозных ковшей, установки 16 для улавливания графита, весы 2 для взвешивания жидкого чугуна, стенды 7 для шлаковых ковшей и
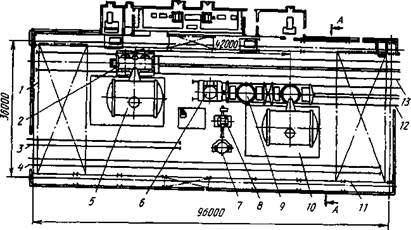
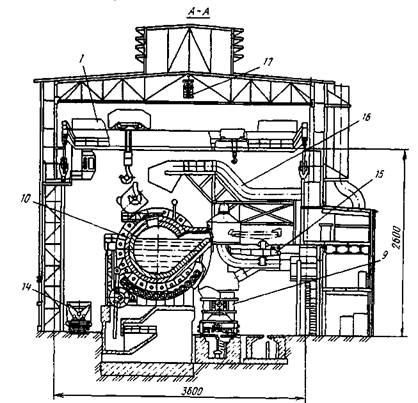
Рис. 4.2.План и разрез миксерного отделения
тельфер 17 для проведения ремонтных работ. Железнодорожные пути 3 и 4 служат для подачи чугуновозов 14, прибывающих из доменного цеха. Рельсовые пути 12 и 13 широкой колеи предназначены для передвижения самоходных чугуновозов 9, доставляющих чугун к конвертерам.
На поверхности жидкого чугуна в миксерах всегда имеется слой шлака, называемого миксерным шлаком, состав которого может меняться в очень широких пределах, %: SiO2 35—55; CaO 20-35; MgO 3-15; A12O3 4-8; MnO 2—10; S до 2. Содержащиеся в миксерном шлаке сера, а также кремнезем являются нежелательными компонентами. Теоретически этот шлак не должен попадать в сталеплавильный агрегат, так как обычно он почти не содержит железа и в нем существенное количество SiO2 и серы. Кроме того, этот шлак, по существу, является балластом.
Рис. 4.3 иллюстрирует трудность обеспечения десульфурации стали в конвертере при попадании в конвертер значительных количеств доменного шлака. Существующие сегодня устройства часто не обеспечивают полного скачивания шлака перед заливкой жидкого чугуна в сталеплавильный агрегат, и это обстоятельство необходимо принимать во внимание при проведении различных расчетов. Обычно шлак скачивают из чугуновозных ковшей и перед заливкой чугуна в миксер, и из миксера по мере накопления в нем шлака. Шлак из миксера скачивают машиной 15 (см. рис. 4.2) в ковш шлаковоза 6, убираемого самоходным чугуновозом. Скачивание шлака из чугуновозных ковшей осуществляют машиной 8 в шлаковый ковш, установленный на стенде 7.
Количество шлака в миксере можно уменьшить, если перед заливкой чугуна в миксер удалить шлак с поверхности чугуна в чугуновозных ковшах. Содержащийся в миксерном шлаке кремнезем воздействует на футеровку миксера, снижая ее стойкость. Обычно футеровку миксера выполняют из магнезитового кирпича, а для свода используют шамотный кирпич. Стойкость футеровки миксера составляет около одного года. При систематическом торкретировании ее можно продлить до пяти лет.
Форма миксера определяется условиями минимальной теплоотдачи и рационального размещения заливочного и выпускного отверстий. Наиболее часто встречающийся тип конструкции миксера — цилиндр с отношением длины к диаметру -1,3.
Для уменьшения потерь тепла используют слой теплоизоляционного материала между металлическим кожухом и футеровкой; в торцовых стенках миксера устанавливают горелки для
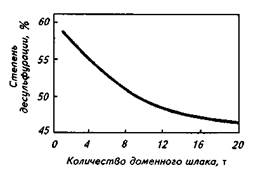
Рис. 4.3.Зависимость степени десульфурации в конвертере (300-т конвертеры НЛМК) от количества доменного шлака, попавшего в конвертер с жидким чугуном
его отопления. Расход топлива на горелки невелик, и продукты сгорания выходят прямо в миксерное отделение. Несмотря на большой слой футеровки (-700 мм) и подачу топлива для отопления миксера, чугун в миксере несколько охлаждается. Особенно велики потери тепла во время переливов чугуна из ковшей в миксер и из миксера в ковш.
К достоинствам стационарных миксеров относятся: возможность запаса чугуна, необходимого для ритмичной работы цеха, хорошее перемешивание и усреднение состава чугуна и его температуры. Однако в условиях современных высокопроизводительных цехов проявились и основные недостатки стационарных миксеров: 1) необходимость существенных затрат на строительство миксерного отделения и соответствующего оборудования; 2) потери тепла чугуна при переливах; 3) недостаточное усреднение состава и температуры чугуна. Принято считать, что удовлетворительное усреднение состава и температуры чугуна в миксере имеет место в том случае, если продолжительность пребывания чугуна в миксере составляет -8 ч (т. е. если чугун в миксере обновляется полностью не более трех раз в сутки).
Современный конвертерный цех потребляет в сутки 12—20 тыс. т чугуна, в то время как даже миксер вместимостью 2500 т может в сутки усреднить не более 2500 • 3 = 7,5 тыс. т чугуна. По мере совершенствования работы современных мощных доменных печей объемом 4000—5000 м3 улучшается обеспечение снабжения сталеплавильного цеха чугуном постоянных состава и температуры. При четкой и равномерной работе доменных печей, а также при постоянстве состава и температуры чугуна вместо стационарных миксеров используют чугуно-возные ковши миксерного типа, называемые передвижными миксерами (рис. 4.4). К преимуществам передвижных миксеров по сравнению со стационарными относятся: 1) снижение капитальных затрат при строительстве и уменьшение сроков строительства; 2) уменьшение потерь тепла чугуна на 25-30 ºС вследствие исключения одного перелива (это позволяет увеличить долю лома в металлозавалке примерно на 2 %); 3) возможность приема всей плавки доменной печи в один ковш-миксер, что позволяет упростить организацию работ в доменном цехе; 4) улучшение условий для организации внедоменной обработки чугуна.
Основным недостатком передвижных миксеров является невозможность усреднения состава и температуры чугуна различных плавок. В нашей стране для новых сталеплавильных цехов изготавливают ковши миксерного типа вместимостью 600 т. Такая грузоподъемность обусловлена, с одной стороны, возможностью приема всей плавки доменной печи объемом 5000-5500 м3, с другой — возможностью обеспечить чугуном сразу две плавки в цехе с конвертерами вместимостью 300— 350 т. Передвижной 600-т миксер является довольно массивным сооружением — его масса (включая футеровку и оборудование) более 1,2 тыс. т; габаритные размеры, м: длина 39,56, ширина 3,5, высота от уровня головки рельсов 4,7 (рис. 4.4). Эксплуатация передвижных миксеров такой грузоподъемности предусмотрена лишь на внутризаводских железнодорожных путях (стандартной колеи). При перевозке чугуна на большие расстояния и из города в город обычно используют передвижные миксеры меньшей грузоподъемности.
В тех случаях, когда сталеплавильный цех входит в состав завода, не имеющего доменного цеха, в качестве шихты в сталеплавильных агрегатах используют твердый чугун, который привозят на завод в чушках. В некоторых (редких) случаях для ускорения плавки и повышения производительности сталеплавильных агрегатов чушковый чугун предварительно расплавляют в специальных агрегатах (обычно шахтного типа).
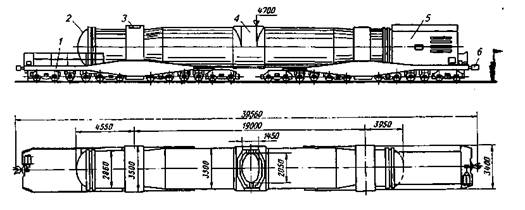
Рис. 4.4.Передвижной миксер емкостью 600 т конструкции ВНИИметмаша:
1 — двенадцатиосная тележка; 2 — торцовая крышка; 3 — бандаж; 4 — горловина; 5 —кабина привода; 6—
автосцепка
Дата добавления: 2015-06-22; просмотров: 2219;