Изготовление штамповок горячим выдавливанием на прессах с подвижным контейнером
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке выдавливанием деталей переменного сечения на гидравлических прессах с подвижным контейнером. Нагретую заготовку подают в контейнер, производят распрессовку заготовки в контейнере пресс-шайбой и прессование части заготовки в матрицу, входящую в состав матричного узла. При этом формируют штамповку с частью постоянного сечения и получают на указанной штамповке утолщение путем осадки оставшейся части заготовки. Часть матричного узла размещают в контейнере из условия обеспечения сопряжения их плоскостей. Осадку оставшейся части заготовки при формировании утолщения осуществляют в полости между сопрягаемыми плоскостями матричного узла и контейнера. Указанную полость образуют путем перемещения матричного узла относительно контейнера перед формированием утолщения. Осадку производят путем синхронного перемещения пресс-шайбы и контейнера. В результате обеспечивается возможность получения за один технологический переход штамповок сложной внутренней и наружной конфигурации, сокращается номенклатура технологического инструмента и улучшается качество полученных изделий.
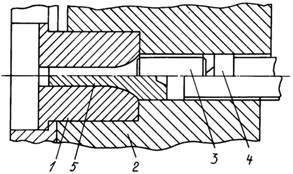
Рис. 1 – Схема процесса
Известно, что на величину пластической деформации, которую можно достичь без разрушения (предельная деформация), оказывают влияние многие факторы, основные из которых механические свойства металла (сплава), температурно-скоростные условия деформирования и схема напряженного состояния. Последний фактор оказывает большое влияние на значение предельной деформации. Наибольшая предельная деформация достигается при отсутствии растягивающих напряжений и увеличении сжимающих. Одной из наиболее оптимальных схем обработки металлов давлением является штамповка выдавливанием, при которой пластическое деформирование происходит в условиях всестороннего, неравномерного сжатия, что позволяет получить без разрушения заготовки весьма большую степень деформации как в направлении, совпадающем с движением пуансона, так и в боковом направлении, не совпадающем с движением пуансона. Горячее выдавливание как технологическая операция объемной штамповки применяется для изготовления широкой номенклатуры деталей (Соколов Н. Л. Горячая штамповка выдавливанием стальных деталей, М., Машиностроение, 1967 г., стр.25-31).
Техническим результатом, достигаемым при осуществлении изобретения, является получение за один технологический переход штамповок сложной внутренней и наружной конфигурации, в т. ч. с утолщением на наружной поверхности, сокращение номенклатуры технологического инструмента, улучшение качества поверхностей и стабильности геометрических размеров изделий, снижение энергоемкости и трудозатрат и увеличение возможностей универсального прессового оборудования.
Указанный технический результат достигается тем, что в предлагаемом способе изготовления штамповок горячим выдавливанием на прессах с подвижным контейнером, включающем подачу нагретой заготовки в контейнер, распрессовку заготовки в контейнере пресс-шайбой, прессование части заготовки в матрицу, входящую в состав матричного узла, с формированием штамповки с частью постоянного сечения и формирование на указанной штамповке утолщения путем осадки оставшейся части заготовки, часть матричного узла размещают в контейнере из условий обеспечения сопряжения их плоскостей, а осадку оставшейся части заготовки при формировании утолщения осуществляют в полости между сопрягаемыми плоскостями матричного узла и контейнера, которую образуют путем перемещения матричного узла относительно контейнера перед формированием утолщения, а осадку производят путем синхронного перемещения пресс-шайбы и контейнера.
Способ позволяет использовать прямое, обратное и боковое выдавливание, а также их комбинации. Матричный узел в составе матрицедержателя и матрицы может компоноваться из нескольких технологичных в изготовлении деталей. При этом формирование штамповки производится с одного нагрева одним комплектом инструмента. Вследствие этого снижаются трудозатраты, энергоемкость технологического процесса и сокращается номенклатура технологического инструмента. Оптимальный подбор процессов обработки металлов давлением, а также применяемого инструмента позволяет расширять номенклатуру изготовляемых деталей, увеличивать их диапазон по массе и размерам, а также повышать точность размеров штамповок и качества их поверхностей.
Возможно также при изготовлении штамповок, имеющих наряду с указанным утолщением утолщение на боковой поверхности, использовать сборную матрицу, а формирование утолщения на боковой поверхности осуществлять в полость, которую образуют между частями сборной матрицы.
Одна из составных частей матрицы имеет свободное осевое перемещение, которое осуществляется одновременно с перемещением контейнера.
На Рис.1 и 2 представлена технологическая схема штамповки монолитного стержня с фланцем, имеющим углубления на заднем торце штамповки: на фиг.1 - вверху исходное положение перед операцией прессования матрицы 1, контейнера 2, заготовки 3 и пресс-шайбы (с фигурным выступом) 4, внизу - выдавливание стержня 5 и образование углубления на заднем торце заготовки; на фиг.2 вверху - образование полости 6 между контейнером и матрицей отводом контейнера, внизу - формирование фланца 7 после осадки заготовки с одновременным перемещением контейнера и пресс-шайбы.
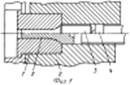
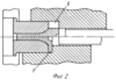
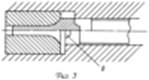
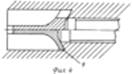
Рис.1 Рис.2 Рис.3 Рис.4
На рис.3 - то же, что на фиг.1 и 2 с формированием выступа 8 на заднем торце штамповки.
На рис.4 - то же, что на фиг.1 и 2 с формированием конического фланца 9.
На рис.5 - то же, что на фиг.1 и 2 с формированием ступенчатого стержня.

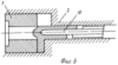
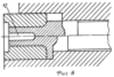
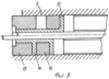
Рис.5 Рис.6 Рис.7 Рис.8 Рис.6
На рис.6 представлена технологическая схема штамповки стакана с фланцем, вверху - формирование стакана методом обратного выдавливания в зазор между пресс-иглой 10 и контейнером 2, внизу - штамповка утолщения, образованного отводом контейнером 2 от матрицы 1.
На фиг.7 штамповка полого изделия с фланцем: вверху - прямое выдавливание полого элемента в зазор между пресс-иглой 10 и фильерой матрицы 13, внизу - штамповка утолщения (фланца) 11.
На фиг.8: вверху - прямое выпрессовывание глухого полого элемента 12, внизу - штамповка утолщения.
На фиг.9: вверху - схема штамповки полого изделия с фланцем 13 в полость, образованную торцевой поверхностью матрицы и контейнера, внизу - штамповка утолщения на боковой поверхности детали в полость 14, образованную между двумя частями сборной матрицы 15 и 16, причем полость 14 образуется путем совместного отвода контейнера 2 и подвижной части матрицы 16. Подвижная часть матрицы разборная, что обеспечивает ее снятие после извлечения детали.
Данный способ позволяет с одного установа заготовки производить оформления сложных внутренних и наружных поверхностей штамповки. Последовательным оформлением внутреннего и внешнего контура детали уменьшают усилие штамповки, увеличивают стойкость инструмента и повышают качество детали. Изобретение обеспечивает безотходность процесса, минимизацию удельных усилий на инструмент и повышение его стойкости, высокое качество изделий, расширение технологических возможностей горячей объемной штамповки по увеличению сложности формы внешнего контура и полости и улучшению служебных свойств деталей с использованием металлов и сплавов повышенной прочности. Также значительно расширяются технологические возможности универсальных гидравлических прессов с подвижным контейнером.
Применение многоцикловой прокатки для изготовления многослойнго ленточного наноструктурного композита
Большой интерес представляют материалы, содержащие сплавы Nb-Ti и Nb-Zr. Многослойные плоские наноструктурные композиты на основе этих сплавов являются перспективными для создания сверхпроводящих материалов с высокой токонесущей способностью. В ленточном проводнике плоские параллельные сверхпроводящие слои, толщина которых составляет 10-100 нм и, поэтому, сравнима с длиной когерентности сверхпроводника, позволяют использовать эффект влияния протяженной плоской межслойной границы, параллельной внешнему магнитному полю, на пиннинг (закрепление) вихрей Абрикосова и, следовательно, величину критической плотности тока.
Предлагаемое изобретение решает задачу создания способа изготовления наноструктурного композита с высокой критической плотностью тока, способного нести большой суммарный ток.
Поставленная задача достигается способом изготовления многослойных ленточных наноструктурных композитов на основе сплава ниобий-титан методом многоцикловой прокатки, каждый цикл которой включал сборку пакета из чередующихся пластин ниобия и сплава ниобий-титан, скрепление пластин между собой, горячую вакуумную прокатку и холодную прокатку. В первом цикле исходными пластинами были компоненты композита, а во втором и последующих циклах - пластины, полученные в предыдущем цикле. Новизна предлагаемого способа заключается в том, что скрепление пластин между собой в пакет осуществляют с помощью диффузионной сварки при температуре 800-900оС и давлении 20-40 МПа в течение 0,5-3 ч.
Для стабилизации сверхпроводника перед последним циклом прокатки сваренный пакет помещают в медную оболочку. Толщина медной оболочки составляет 3-25% от толщины пакета.
При исследовании микроструктуры поперечных сечений образцов композитов, вырезанных параллельно направлению прокатки, нами было установлено, что критическая плотность тока была тем выше, чем менее волнообразными были слои ниобия и слои сплава ниобий-титан. По аналогии с колебательными процессами для характеристики волнообразности слоистой структуры были взяты длина периода одной волны L и ее амплитуда A. Было также замечено, что в слоях с сильно выраженной волнообразностью (малые L и большие А) отмечались локальные уменьшения (вплоть до нуля) толщины слоев как ниобия, так и сплава ниобий-титан.
Наименее заметно волнообразность структуры проявлялась в том случае, когда прокатывался пакет, предварительно скрепленный с помощью диффузионной сварки, проводимой в заявляемых нами интервалах.
При этом помещение его перед последним циклом прокатки в медную оболочку, заявляемой нами толщины, приводило к стабилизации многослойных ленточных наноструктурных композитов с высокой критической плотностью тока.
Выплавка переплавом легированных отходов
В готовые металлоизделия превращается лишь около половины выплавляемой стали. Уже на металлургических заводах 25—40% выплавленной легированной стали уходит в брак, обрезь, отходы при прокате. Значительное количество отходов образуется и в металлообрабатывающей промышленности. Например, в подшипниковой промышленности коэффициент выхода годного составляет 0,55, в транспортном машиностроении 0,86, в общем машиностроении 0,82. Другими словами, около половины выплавляемой легированной стали возвращается на переплав. Кроме того, на переплав направляют изношенные и устаревшие металлоизделия, изготовленные из легированного металла.
При переплаве отходов легированых сталей необходимо наиболее рационально использовать содержащиеся в них легирующие элементы. Такие элементы, как алюминий и титан, если не принять специальных мер, могут полностью окислиться и уйти в шлак еще в период плавления. Другие (хром, ванадий, вольфрам и др.) окисляются и в окислительный период. С целью максимального извлечения их из шихты плавку целесообразно вести без окисления, т. е. без присадок руды и с ограничением окислительных процессов в период плаления. Такой метод ведения плавки называют переплавом легированных отходов.
При переплаве легированых отходов углерод и фосфор практически не окисляются, поэтому содержание фосфора в шихте не должно превышать допустимых пределов в готовой стали, а содержание углерода ввиду возможного науглероживания от электродов и от шлака должно быть на 0,05—0,10% ниже, чем в готовой стали (но не менее 0,08—0,1%). Поэтому в состав шихты, кроме собственных отходов или отходов близкой по составу стали, вводят мягкое железо или низкоуглеродистые отходы с низким содержанием фосфора.
Экономически более целесообразно использовать менее дорогие низкоуглеродистые отходы, а не заготовку из мягкого железа. При необходимости использования феррохрома и ферровольфрама их вводят в завалку, причем ферровольфрам дают под электроды, а феррохром на откосы.
С целью раннего образования шлака для защиты металла от окисляющего действия атмосферы и науглероживания электродами шлакообразующие дают в завалку, а после начала образования колодцев их забрасывают под электроды.
Отсутствие кипения металла исключает возможность удаления газов из металлов. Поэтому при выплавке стали методом переплава легированных отходов качеству шихтовых материалов уделяется особое внимание — они должны быть сухими, лом не должен быть проржавленным, шлакообразующие и легирующие добавки должны быть прокалены. Но даже при соблюдении этих мер предосторожности на плавках методом переплава в металле содержание азота увеличивается. Предотвратить насыщение металла азотом и даже уменьшить его содержание по сравнению с исходным можно введением в завалку вместо извести известняка в количестве 1,0—1,5% от массы шихты. Образующаяся при его диссоциации двуокись углерода выделяется в виде пузырьков и дегазирует металл. Для этой же цели присаживают до 2% известняка в процессе плавления шихты.
Даже при отсутствии окислительного периода часть легирующих элементов окисляется кислородом воздуха в период плавления и двуокисью углерода известняка, поэтому при выплавке стали с высоким содержанием хрома, вольфрама или ванадия шлак не скачивают. При необходимости науглероживания, получения густого шлака с высоким содержанием MgO или при повышенном содержании марганца скачивание шлака, образовавшегося в период плавления при выплавке стали этих марок, можно проводить лишь после раскисления.
В остальном технологический процесс проводится как обычно.
При выплавке стали методом переплава легированных отходов усвоение легирующих элементов из шихты ориентировочно характеризуется следующими цифрами %:
| Al | Ti | Si | V | Mn | Cr | W |
| 0-10 | 50-70 | 70-80 | 70-80 | 85-90 | 90-95 |
При этом значительно сокращается расход ферросплавов, уменьшается количество вводимых добавок и длительность восстановительного периода. В связи с отсутствием окислительного периода производительность дуговой печи возрастает на 15—20%. Кроме того, уменьшается расход электроэнергии, электродов, огнеупоров, раскислителей, шлакообразующих, зарплата и общезаводские расходы.
С целью интенсификации плавки и дегазации металла на многих заводах при выплавке стали методом переплава легированных отходов используют газообразный кислород.
При использовании кислорода, шихту подбирают таким образом, чтобы содержание фосфора было меньше допустимых пределов в стали, а содержание углерода на 0,1% и более превышало верхний предел. Для этого в шихту включают до 80% отходов выплавляемой или другой стали подходящей марки и не менее 20% углеродистых отходов, содержащих менее 0,020% фосфора. Для увеличения содержания углерода в шихту включают необходимое количество кокса или электродного боя, а для раннего шлакообразования 1,5—2,0% извести или известняка и 0,3—0,5% шамотного боя.
За 10—15 мин до полного расплавления отбирают предварительную пробу для химического анализа и начинают продувку металла кислородом. После полного расплавления и нагрева металла, что определяется по началу горения углерода, отбирают пробу и ведут продувку до получения требуемого содержания углерода. Количество окисленного углерода должно быть не менее 0,15%.
По окончании продувки снова отбирают пробу металла и начисто скачивают шлак. При высоком содержании в шихте хрома, вольфрама или ванадия перед скачиванием шлак раскисляют. Восстановительный период проводят как и при обычной плавке.
Усвоение легирующих элементов при переплаве отходов с частичным окислением ниже и примерно составляет, %:
| Si | Mn | V | Cr | W |
| 20-30 | 30-40 | 60-80 | 85-90 |
Для уменьшения угара ванадия, хрома и вольфрама в шихту иногда добавляют кремнистые отходы или ферросплавы. Окисление кремния протекает с большим выделением тепла, благодаря чему температура металла быстро возрастает и более дорогие хром, вольфрам и ванадий окисляются в меньшей степени.
Перспективы развития порошковой металлургии
Благодаря структурным особенностям продукты порошковой металлургии более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжения, а также ядерного облучения, что очень важно для материалов новой техники.
Порошковая металлургия имеет и недостатки, тормозящие ее развитие: сравнительно высокая стоимость металлических порошков; необходимость спекания в защитной атмосфере, что также увеличивает себестоимость изделий порошковой металлургии; трудность изготовления в некоторых случаях изделий и заготовок больших размеров; сложность получения металлов и сплавов в компактном состоянии; необходимость применения чистых исходных порошков для получения чистых металлов.
Недостатки порошковой металлургии и некоторые ее достоинства нельзя рассматривать как постоянно действующие факторы: в значительной степени они зависят от состояния и развития как самой порошковой металлургии, так и других отраслей промышленности. По мере развития техники порошковая металлургия может вытесняться из одних областей и, наоборот, завоевывать другие. Развитие дугового, электроннолучевого, плазменного плавления и электроимпульсного нагрева позволили получать не достижимые прежде температуры, вследствие чего удельный вес порошковой металлургии в производстве несколько снизился. Вместе с тем прогресс техники высоких температур ликвидировал такие недостатки порошковой металлургии, как, например, трудность приготовления порошков чистых металлов и сплавов: метод распыления дает возможность с достаточной полнотой и эффективностью удалить в шлак примеси и загрязнения, содержащиеся в металле до расплавления. Благодаря созданию методов всестороннего обжатия порошков при высоких температурах в основном преодолены и трудности изготовления беспористых заготовок крупных размеров.
В то же время ряд основных достоинств порошковой металлургии – постоянно действующий фактор, который, вероятно, сохранит свое значение и при дальнейшем развитии техники.
Применение порошковой металлургии, ее развитие имеет важное значение для всего мира. Передовые страны мира такие как США и Япония ежегодно инвестируют и расширяют эту отрасль промышленности. Это можно проследить на следующей схеме:
| США | 47тыс т | 118тыс т | 812тыс т | 2045тыс т |
| Япония | 4тыс т | 17тыс т | 106тыс т | 455тыс т |
То есть производство спеченных металлов за период с 1964 по 1994 гг. в США возросло в 43,5 раза, а в Японии – в почти в 114 раз.
Не последнее место занимает порошковая металлургия и в нашей стране. Она представленна такими предприятиями как «Уральский завод твердых сплавов», «Краснопахорский завод композиционных изделий из металлических порошков» и многими другими. Неоспоримым доказательством полезности использования порошковых является то, что в период кризиса эти предприятия не только выживают, но и расширяют производство.
С увеличением масштабов выпуска и совершенствованием методов изготовления порошков решатся такие проблемы порошковой металлургии как: дороговизна исходных материалов. При массовом производстве расходы связанные с необходимостью изготовления индивидуальных приспособлений (пресс-форм) для каждого вида деталей сократятся до минимума. С исследованием и использованием на производстве получения чистых порошков распылением расплавленного железа решены такие проблемы как необходимость получения достаточно чистых исходных материалов.
1. Валиев Р. З., Александров И. В. Наноструктурные материалы, полученные интенсивной пластической деформацией. — М.: Логос, 2000. — 272 с.
2. Валиев Р. З. Развитие равноканального углового прессования для получения ультрамелкозернистых металлов и сплавов // Металлы. 2004. №1. С. 15–22.
3. Горынин В.И. Исследования и разработки ФГУП ЦНИИ КМ «Прометей» в области конструкционных наноматериалов. Часть 2, 01.09.2008 // ИА Neftegaz.RU, 2008–2009. — http://popnano.ru/analit/index.php?task=view&id=295 (дата обращения: 31.07.2010).
4. Развитие методов ИПД // Информационный портал по наноИПД-материалам. — NanoSPD, 2007– 2009. — http://nanospd.ru/ifpm_nay_napravl_1.html (дата обращения: 31.07.2010).
Лекция 4
Дата добавления: 2015-06-22; просмотров: 1170;