Шестерня Ø150 мм из стали 38ХМЮА
Сталь 38ХМЮА – легированная конструкционная высококачественная. Состав: 0,38% С, 1% Сr, до 1% Мо, 1% Al. Содержание вредных примесей ограничено – не более 0,025%. Сталь хорошо закаливается и прокаливается, т.к. содержит около 0,40% С и такие легирующие элементы, как Сr и Мо. Правда, она флокеночувствительна, зато не склонна к отпускной хрупкости благодаря молибдену. Предъявляемые к шестерне высокие требования по поверхностной твердости (63…65 НRС) при вязкой и пластичной сердцевине, а также условия работы – в агрессивной среде, могут быть полностью обеспечены при использовании для сердцевины улучшения, т.е. закалки с высокотемпературным отпуском, а для поверхности – азотирования. Получению высокой твердости на поверхности особенно способствует содержание в стали алюминия, образующего при азотировании очень твердые нитриды алюминия.
Поскольку сталь марки 38ХМЮА обычно поставляется в виде проката или кованой заготовки и размеры шестерни небольшие, считаем, что отжиг по антифлокенному режиму проводить нет необходимости.
Примем в качестве предварительной термической обработки отжиг по режиму для флокенонечувствительных сталей (рисунок 3.6).
При разработке режимов пользуемся диаграммой изотермического распада аустенита (рисунок 3.7).
Нагрев от температуры посадки в печь 6500 С до температуры аустенитизации 9000 С, и охлаждение после выдержки до температуры 4000 С проводим со скоростью 70…80 град/час, выдержку принимаем равной 1/3 времени нагрева. После 4000 С поковки можно охлаждать, выгрузив их из печи на пролет (на воздухе). Кривая охлаждения поковки при отжиге нанесена на диаграмму (см. рисунок 3.7). Принцип построения кривой тот же, что и при решении задания № 2 контрольной работы.
Скорость охлаждения Vотж=75/3600=0,020/с. После отжига сталь 38ХМЮА имеет ферритно-перлитную структуру и твердость 180…200 НВ.

|
Рисунок 3.6 – График технологии отжига поковок шестерни
из стали 38ХМЮА
Поковка после отжига подвергается механической обработке. Изготавливается шестерня с припусками под термическую обработку – улучшение, т.е. закалку с высоким отпуском. Закалка заключается в нагреве стали до температуры выше критической, выдержке для завершения фазовых превращений (аустенитизация) и охлаждении со скоростью выше критической.
Поскольку сталь 38ХМЮА доэвтектоидная, принимаем температуру нагрева под закалку на 20…400 С выше критической точки АС3:
tн = Ас3 + 300 С = 860+30=8900 С.
С помощью диаграммы изотермического распада аустенита стали 38ХМЮА (рисунок 3.7) определяем критическую скорость закалки:
 0/с.
0/с.
Критическую скорость охлаждения также наносим на диаграмму.
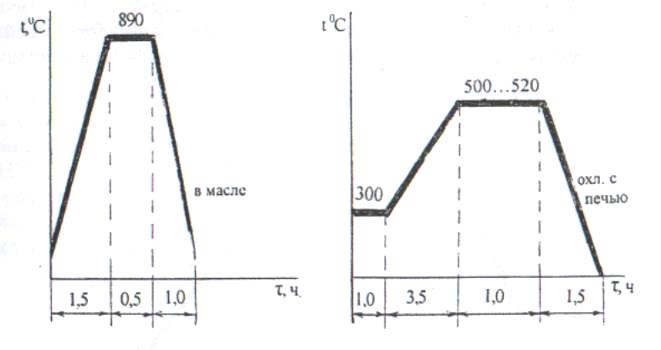
Технология закалки: посадка шестерни в печь с температурой закалки, нагрев со скоростью 1,8 минуты на 1 мм сечения, выдержка 1/3 времени нагрева, охлаждение, с учетом критической скорости, принимаем в масле, т.к. скорость охлаждения в минеральном масле в интервале температур от 500 до 2000 С составляет ≈ 600/с, время выдержки в масле для детали сечением менее 200 мм достаточно 60 минут.
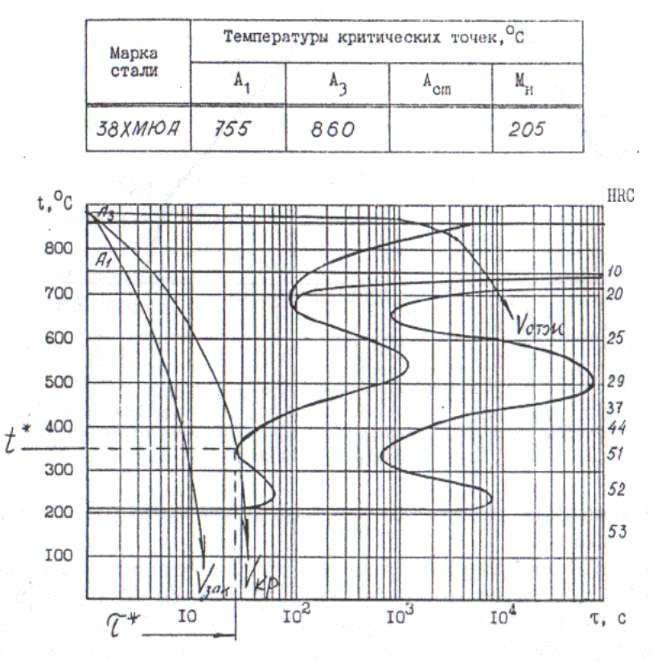 Рисунок 3.7 – Диаграмма изотермического распада аустенита стали 38ХМЮА
Рисунок 3.7 – Диаграмма изотермического распада аустенита стали 38ХМЮА
|
Непосредственно после закалки выполняем отпуск для снятия внутренних напряжений и обеспечения высокого сочетания свойств прочности, вязкости и пластичности. Температуру отпуска принимаем 500…5200С. При этом мы получим структуру сорбита отпуска и твердость до 30 HRC.
Технология отпуска: посадка в печь при температуре 300…4000 С, выдержка 1 час, затем нагрев до температуры отпуска со скоростью 70…800/ч, выдержка
при температуре отпуска из расчета 2 часа на 100 мм сечения и охлаждение со скоростью 70…800/ч (в печи с открытыми крышками и шиберами). При медленном охлаждении получим минимальный уровень остаточных напряжений. Графики технологии закалки и отпуска шестерни из стали 38ХМЮА приведены на рисунке 3.8.
|
Общая продолжительность улучшения – 10 часов.
Рисунок 3.8 – Графики технологии закалки и отпуска шестерни
из стали 38ХМЮА
После улучшения перед азотированием шестерню необходимо обработать в меру, т.к. азотированный слой за счет нитридов металлов обладает очень высокой твердостью и механической обработке, даже шлифованию, не подлежит.
Азотирование выполняется в специальных герметически закрывающихся печах, куда подается газообразный аммиак. Температура азотирования 510…5200С.
Выдержку принимаем из расчета 0,01 мм слоя в час. При толщине слоя 0,3 мм, таким образом, - 30 часов выдержки. Охлаждение после азотирования можно выполнять с любой скоростью, но мы будем охлаждать с той же скоростью, что и после отпуска при улучшении, во избежание даже минимальных деформаций, т.к. шестерня мелкомодульная. После азотирования твердость азотированного слоя составит 63…65 HRC. Шестерня будет хорошо сопротивляться усталости и коррозии.
Дата добавления: 2015-04-07; просмотров: 5086;