Метчики.
Метчики предназначены для нарезания или калибрования резьбы в отверстиях (рис.27). Различают метчики ручные, машинные, гаечные (для нарезания резьбы в гайках) и плашечные (для нарезания резьбы в плашках). Ручные метчики поставляются в комплекте, состоящем из 2—3 метчиков, черновые метчики имеют заниженные размеры, а чистовой - размеры полного профиля резьбы. Гаечные метчики выполняют с короткими, длинными и изогнутыми хвостовиками.
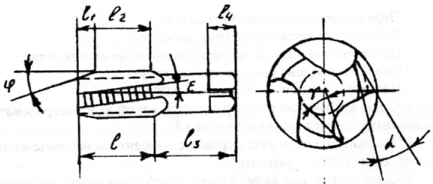
Рисунок 27 – Метчик.
Рабочая часть метчика l состоит из заборной l1 и калибрующих l2 частей. Длина заборной (режущей) части ручных черновых метчиков 4 витка, ручных чистовых метчиков 1,5-2 витка. Длина заборной части машинных метчиков при нарезании сквозных отверстий 5-6 витков, а при нарезании глухих отверстий 2 витка.
У гаечных метчиков длина заборной части 11-12 витков.
Калибрующая часть служит для зачистки и калибрования резьбы и обеспечения правильного направления. Для уменьшения трения калибрующая часть имеет незначительный конус. Хвостовая часть метчика l3 представляет собой стержень; конец хвостовика l4, у ручных (а иногда и машинных) метчиков имеет форму квадрата. Профиль канавки метчика оказывает влияние на процесс нарезания резьбы и должен способствовать отводу стружки. Широкое распространение получили метчики с тремя и пятью канавками.
Передний угол γ=5...10° при обработке стали, γ=0...5° при обработке чугуна и γ=10…25° при обработке цветных металлов и их сплавов.
Задний угол метчика α=4...12°. Обычно метчики изготовляются с прямыми канавками, но в ряде случаев канавка имеет наклон 8...15°, что улучшает условия отвода стружки.
Дата добавления: 2015-06-17; просмотров: 1238;