Плашки.
Плашки предназначены для нарезания или калибрования наружной резьбы за один проход (рис.28). Наиболее широко применяются плашки для нарезания резьбы диаметром до 52 мм.

Рисунок 28 – Плашка.
Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках делают 3-6 стружечных отверстий для отвода стружки.
Толщина плашки 8-10 витков. Режущую часть выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Угол 2φ=40-60° при нарезании сквозной резьбы и 2φ=90° при нарезании резьбы до упора. Передний угол у стандартных плашек γ=15...20°. Задний угол α=6-8° и выполняется только на заборной (режущей) части.
Фрезы.
Фрезы бывают различных типов: для обработки плоскостей, канавок и пазов, фасонных поверхностей, зубьев зубчатых колес для фрезерования резьбы.
Фрезы для обработки плоскостей (рис.29, а, б, в) могут быть цилиндрическими и торцевыми.
Торцевые фрезы могут быть цельными, насадными и со вставными зубьями (рис.29, б, в). Фрезы со вставными зубьями можно изготовлять из углеродистых сталей, причем вставные зубья оснащают пластинками твердого сплава.

Рисунок 29 – Фрезы для обработки плоскостей:
а - цилиндрическая с винтовым зубом; б - торцевая цельная насадная;
в - торцевая со вставными зубьями насадная.
Для обработки канавок применяют дисковые, пальцевые или концевые фрезы (рис.30, а, б, в). Для обработки Т-образных, У-образных пазов направляющих (в виде ласточкина хвоста) применяют угловые фрезы (рис.31).
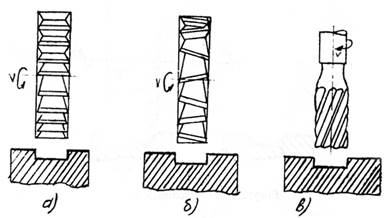
Рисунок 30 – Фрезы для обработки канавок:
а - дисковая с параллельными зубьями; б - дисковая с разнонаправленными зубьями; в - концевая с винтовыми зубьями.
Эти фрезы имеют зубья на конической и торцевой поверхностях. У фрезы для обработки фасонных поверхностей зубья имеют профиль, соответствующий контуру обрабатываемой фасонной поверхности.

Рисунок 31 – Фрезы для обработки пазов.
Фасонные фрезы изготовляют только с затылованными зубьями (рис.32).
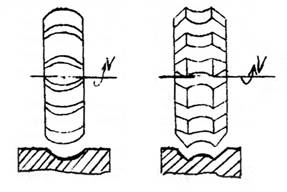
Рисунок 32 – Фасонные фрезы.
Для фрезерования зубчатых колее применяют дисковые, пальцевые, червячные фрезы (рис.33, а, б, в). Червячная фреза представляет собой червяк, у которого канавка профрезерована перпендикулярно нарезке.
Фрезы для фрезерования резьбы могут быть дисковыми и гребенчатыми.
Дисковые фрезы применяются для нарезания трапецеидальной и треугольной резьбы (рис.34). Дисковые фрезы для трапецеидальной резьбы изготовляют с остроконечными зубьями, которые по очереди смещены в различные стороны. Поэтому в каждый данный момент в резании одновременно участвует только одна режущая кромка зуба.
Гребенчатая резьбовая фреза (рис.35) состоит из корпуса и режущих зубьев. Режущие зубья изготовляются как одно целое с корпусом или делаются вставными и закрепляются в корпусе (фрезы со вставными зубьями).
По способу крепления различают насадные и хвостовые фрезы. Первые имеют в корпусе отверстия для насадки на оправку. Вторые имеют конический хвостовик, который закрепляется в шпиндель станка.
В зависимости от конструкции зуба фрезы бывают: остроконечными зубьями, с затылованными зубьями (рис.36, а, б).
Фасонные, модульные и резьбовые фрезы делаются с затылованными зубьями, остальные - с остроконечными.
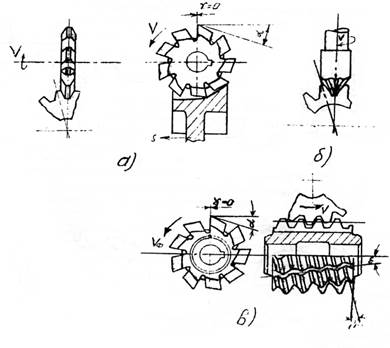
Рисунок 33 – Фрезы для нарезания зубчатых колес:
а - дисковая; б - пальцевая; в - червячная модульная.

Рисунок 34 – Дисковая фреза с остроконечным зубом.
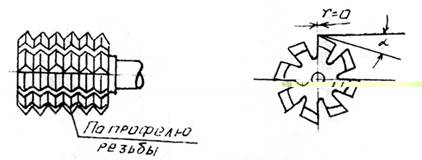
Рисунок 35 – Гребенчатая резьбовая фреза.
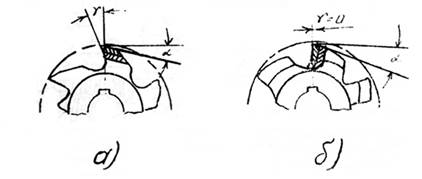
Рисунок 36 – Форма зуба фрезы:
а - остроконечный; б - затылованный.
Задняя поверхность затылованного зуба фрезы выполняется по архимедовой спирали, фрезы с затылованным зубом перетачиваются только по передней поверхности, при этом профиль зуба сохраняется. Передний угол зуба затылованной фрезы обычно бывает равным нулю.
Переточку фрез с остроконечным зубом производят по задней поверхности, иногда делают подправку по передней поверхности.
Фрезы с остроконечным зубом по сравнению с фрезами с затылованным зубом имеют следующие преимущества: простота изготовления и переточки; лучшие условия резания вследствие наличия переднего угла; прочность зуба по мере переточки не изменяется, в то время как прочность затылованного зуба по мере переточки уменьшается; на один и тот же диаметр допускают большое количество зубьев.
К недостаткам фрез с остроконечным зубом относятся: уменьшение пространства для размещения стружки по мере переточки; невозможность широкого использования, для обработки фасонных поверхностей.
В зависимости от расположения режущей кромки относительно оси фрезы бывают с прямым и винтовым зубом (рис.37). У фрез с прямым зубом передний угол γ и задний угол α измеряются в плоскости, перпендикулярной главной режущей кромке. У фрез с винтовым зубом передний угол γ измеряется в плоскости, нормальной к режущей кромке зуба, и называется он поперечным передним углом, а задний угол α - в плоскости, перпендикулярной оси фрезы.
Угол наклона винтовой линии зуба фрезы ω делается в пределах от 10 до 55° в зависимости от типа фрезы. Для торцевых фрез ω=10°, для цилиндрических ω=10-30°, для цилиндрических сдвоенных ω=55°.
Фрезы с прямым зубом просты в изготовлении, но имеют ряд недостатков: переменная нагрузка на зуб во время резания вызывает сильные толчки и вибрации в станке, для уменьшения вибрации следует увеличить число одновременно режущих зубьев, но у фрез с прямым зубом это число ограничено и зависит от глубины резания; во время резания нет выхода стружки из впадины между зубьями, чем ограничивается глубина резания.
Фрезы с винтовыми зубьями имеют следующие преимущества перед прямозубыми фрезами:
1) число одновременно работающих зубьев зависит только от ширины фрезерования и не зависит от глубины резания, поэтому работа этих фрез протекает значительно спокойнее;
2) стружка вследствие наличия винтовой впадины всегда имеет выход;
3) винтовые зубья возможно делать значительно крупнее прямых зубьев, что дает возможность увеличить режимы резания, сохраняя спокойную работу станка.

Рисунок 37 – Цилиндрическая насадная фреза:
а - со спиральным зубом; б - с прямым зубом.
Дата добавления: 2015-06-17; просмотров: 2368;