АЛЮМИНИЙ И ЕГО СПЛАВЫ
Алюминий – металл серебристо-белого цвета с малой плотностью 2700 кг/м3 и невысокой температурой плавления 660 оС. Он кристаллизуется в ГЦК решетку, не имеет полиморфных превращений, обладает высокими теплопроводностью, электропроводностью и пластичностью. Основные физико-механические характеристики алюминия приведены в таблице 1.
Таблица 1. Характеристики основных физико-механических свойств алюминия.
| Плотность r , (кг/м3)∙10–3 | 2,7 |
| Температура плавления Тпл, °С | |
| Температура кипения Ткип, °С | |
| Скрытая теплота плавления, Дж/г | 393,6 |
| Теплопроводность l, Вт/м град (при 20 °С) | |
| Теплоемкость Ср, Дж/(г град) (при 0 – 100 °С) | 0,88 |
| Коэффициент линейного расширения a 106, 1 / °С (при 25 °С) | 24,3 |
| Удельное электросопротивление r 108, Ом м (при 20 °С) | 2,7 |
| Предел прочности s в, МПа | 40–60 |
| Относительное удлинение d, % | 40 – 50 |
| Твердость по Бринеллю НВ | |
| Модуль нормальной упругости E, ГПа |
Алюминий – химически активный металл, однако он обладает достаточной коррозионной стойкостью вследствие образования на поверхности плотной оксидной пленки Аl2О3. Она очень хорошо сцепляется с металлом и малопроницаема для всех газов. Алюминий стоек в концентрированной азотной кислоте и некоторых органических кислотах, а также в контакте с пищевыми продуктами. Соляная, плавиковая и другие кислоты, а также щелочи разрушают алюминий. Чем чище алюминий, тем выше его коррозионная стойкость.
По чистоте первичный алюминий делится на три класса: особой чистоты АЭЭЭ (99,999 % Аl, а сумма всех примесей не более 0,001 %); высокой чистоты А995, А99, А97, А95 (99,995 – 99,95 % Аl) и технической чистоты А85, А8, А7, А6, А5, АО (99,85 – 99,0 % Аl).
Из технического алюминия изготовляют листы, профили, проволоку, прутки и другие полуфабрикаты.
Классификация и маркировка алюминиевых сплавов. В качестве основных легирующих элементов в алюминиевых сплавах применяют Cu, Mg, Si, Mn, Zn; реже Ni, Li, Ti, Be, Zr и др. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости и промежуточные фазы с алюминием и между собой (CuAl2, Mg2Si и др.).
Все сплавы алюминия можно разделить на три группы (рис. 3): 1)деформируемые сплавы (неупрочняемые и упрочняемые термической обработкой); 2) литейные сплавы; 3) сплавы, получаемые методом порошковой металлургии (САП – спеченные алюминиевые порошки, САС – спеченные алюминиевые сплавы).
Рис. 3. Типовая диаграмма состояния сплавов Al — легирующий элемент (схема): Д — деформируемые сплавы; Л — литейные сплавы; I — сплавы, не упрочняемые термической обработкой; II — сплавы, упрочняемые термической обработкой.
Границей между деформируемыми и литейными сплавами является предел насыщения алюминиевого твердого раствора при эвтектической температуре, а границей между сплавами упрочняемыми и неупрочняемыми термической обработкой является предел насыщения того же раствора, при комнатной температуре.
Маркировка алюминиевых сплавов. В настоящее время принята смешанная буквенная и буквенно-цифровая маркировка алюминиевых сплавов. Например, деформируемые сплавы обозначаются буквами Д, АД, АК, AM, АВ; литейные – АЛ. Буквой Д обозначают сплавы дуралюминия – Д1, Д16 и т. д. Буквы АВ означают сплав авиаль. Буквы АМг и АМц обозначают сплав алюминия с магнием (Мг) и марганцем (Мц), причем цифры, следующие за буквами АМг1; АМг6 соответствуют примерному содержанию магния в этих сплавах. Буквы АД отвечают деформированному алюминию, цифра указывает чистоту алюминия. Некоторые ковочные сплавы обозначены буквами АК (алюминий ковочный) – сплавы АК4–1, АК6, АК8 и т. д. Такая маркировка алюминиевых сплавов не отличается системой и единообразием. Поэтому в настоящее время вводится единая четырехцифровая маркировка алюминиевых сплавов (табл. 2).
Таблица 2. Цифровая маркировка деформируемых алюминиевых сплавов.
| Марка | Группа сплавов, основная система легирования |
| 1000–1018 | Технический алюминий |
| 1019, 1029 и т.д. | Порошковые сплавы |
| 1020–1025 | Пеноалюминий |
| 1100–1190 | Al–Cu–Mg, Al–Cu–Mg–Fe–Ni |
| 1200–1290 | Al–Cu–Mn, Al–Cu–Li–Mn–Cd |
| 1300–1390 | Al–Mg–Si, Al–Mg–Si–Cu |
| 1319, 1329 и т. д. | Al–Si, порошковые сплавы САС |
| 1400–1419 | Al–Mn, Al–Be–Mg |
| 1420–1490 | Al–Li |
| 1500–1590 | Al–Mg |
| 1900–1990 | Al–Zn–Mg, Al–Zn–Mg–Cu |
Первая цифра обозначает основу всех сплавов, Алюминию присвоена цифра один. Вторая цифра характеризует главный легирующий элемент или группу главных легирующих элементов. Третья цифра или третья со второй соответствует старой маркировке. Четвертая цифра – нечетная (включая 0) указывает, что сплав деформируемый. Так, сплав Д16 маркируют 1160, Д19 – 1190. Опытные сплавы обозначают цифрой 0, которая ставится впереди единицы, т.е. для опытных сплавов в виде исключения применяется пятизначная маркировка. Например, сплав марки 01420. Эта цифра исключается из маркировки, когда сплав становится серийным. Литейные сплавы имеют последнюю четную цифру. Металлокерамический способ производства характеризуется последней цифрой 9, проволочные сплавы обозначают цифрой 7.
Чистота сплавов обозначается следующими буквами, стоящими после маркировки сплава: Пч, Ч, Оч – соответственно практически чистый, чистый и очень чистый, по примесям железа, кремния и других контролируемых элементов. Состояние полуфабрикатов из алюминиевых сплавов обозначается следующей маркировкой: М – мягкий, отожженный; Т – закаленный и естественно состаренный; Т1 – закаленный и искусственно состаренный; Н – нагартованный; Н1 – усиленно нагартованный (нагартовка листа ~ 20 %) и т. д.
Деформируемые сплавы, не упрочняемые термической обработкой. Эти сплавы характеризуются невысокой прочностью, но высокой пластичностью и коррозионной стойкостью. Их применяют в тех случаях, когда требуется высокая пластичность – для изделий, получаемых глубокой штамповкой. К этой группе относятся сплавы алюминия с марганцем и магнием.
Эффект твердорастворного упрочнения в сплавах системы Al–Mn (табл. 3) невелик, и для дополнительного упрочнения используют холодную деформацию. Из этих сплавов производят различный полуфабрикат: листы, трубы, плиты, проволоку и др.
Сплавы Al–Mn не упрочняются термической обработкой. Для полного разупрочнения нагартованного материала проводится отжиг при температуре 300 – 500 °С с охлаждением на воздухе. Для частичного разупрочнения и повышения пластичности проводится низкотемпературный отжиг при 200 – 290 °С.
При производстве полуфабрикатов эти сплавы деформируются в горячем (при 320 – 470 °С) и холодном состоянии. Температура ковки и штамповки 420 – 470 °С, охлаждение на воздухе.
Параметры штампуемости листов из сплава АМц в отожженном состоянии при операциях формообразования деталей следующие: при вытяжке Квыт = 1,8 – 1,9; при отбортовке Котб = 1,4 – 1,5; при выдавливании Квыд = 18 – 22 %; минимальный радиус гиба Rmin = (0,8 – 0,555) s (s – толщина листа).
Таблица 3. Химический состав (масс. %) деформируемых сплавов системы Al–Mn (остальное – Al) (ГОСТ 4784–97).
| Марка сплава | Cu | Mn | Mg | Cr | Zn | Ti | Si | Fe | |
| Российская | Международн. | ||||||||
| ММ 1403 | 0,30 | 1,0–1,5 | 0,20–0,60 | 0,10 | 0,25 | 0,10 | 0,6 | 0,7 | |
| Амц 1400 | 0,05–0,20 | 1,0–1,5 | – | – | 0,10 | – | 0,6 | 0,7 | |
| АмцС 1401 | – | 0,10 | 1,0–1,4 | 0,05 | – | 0,10 | 0,10 | 0,15–0,35 | 0,25–0,45 |
| Д12 1521 | 0,25 | 1,0–1,5 | 0,8–1,3 | – | 0,25 | – | 0,30 | 0,7 |
Сплавы Al–Mn хорошо свариваются аргонодуговой, газовой и контактной сваркой. Обрабатываемость резанием неудовлетворительная, особенно в отожженном состоянии.
Алюминиевые деформируемые сплавы на основе системы Al–Mg являются термически неупрочняемыми. Они имеют невысокие прочностные характеристики – временное сопротивление и, в особенности, предел текучести, но отличаются высокой пластичностью, хорошей коррозионной стойкостью в различных средах и хорошо свариваются аргонодуговой сваркой. ГОСТ 4784 – 97 определяет марки и химический состав этих сплавов, называемых магналиями.
Al–Mg (АМг2) 0,2 – 0,6 Mn; 1,8 – 2,8 % Mg, АМг3, АМг5, АМг7.
Промышленные сплавы этой системы в соответствии с равновесной диаграммой состояния (рис. 4) представляют собой a–твердый раствор с частицами второй фазы Al3Mg2. Кроме того, в сплавах могут присутствовать фазы, содержащие марганец, и фаза Mg2Si.
Магналии содержат добавки марганца и иногда – титана. Марганец способствует повышению прочностных свойств полуфабрикатов и с этой целью вводится в количестве 0,2 – 0,8 %; титан используется в качестве модификатора литой зеренной структуры в слитках непрерывного литья, в сварных швах, уменьшая тем самым склонность сплавов к кристаллизационным трещинам при литье и аргонодуговой сварке. При содержании в сплаве ³ 5 % магния в состав сплавов вводят добавку бериллия, назначение которого – предохранить алюминиевый расплав от интенсивного окисления во время плавки и литья, в процессе сварки полуфабрикатов, при горячей обработке давлением.
Рис. 4. Равновесная диаграмма состояния Al–Mg (заштрихованная зона – область составов промышленных сплавов).
Разработана серия новых сплавов системы Al–Mg с добавкой скандия – 01570, 01545, 01535, 01523, 01515. Эти сплавы различаются содержанием магния, которое меняется от 6 до 1 %. Основное отличие этих сплавов от традиционных магналиев – значительно более высокие прочностные характеристики. Самым распространенным является сплав 01570.
Промышленность выпускает все виды деформированных полуфабрикатов, прежде всего катаные – плиты, листы, ленты, а также прессованные панели, профили, прутки, трубы и кованые – поковки, штамповки. Полуфабрикаты выпускаются в термически необработанном состоянии, после отжига, а некоторые виды полуфабрикатов изготавливаются холодной обработкой давлением (в нагартованном состоянии). Нагартовка повышает прочностные характеристики, особенно предел текучести, но снижает пластичность. Последующая сварка устраняет нагартовку в зоне термического влияния сварного соединения, и механические свойства в указанной зоне соответствуют свойствам в отожженном состоянии.
Деформированные полуфабрикаты из сплавов системы Al–Mg в большинстве случаев имеют рекристаллизованную структуру, кроме прессованных полуфабрикатов из сплава АМг6 с содержанием марганца ближе к верхнему пределу и полуфабрикатов из сплава 1561, имеющего повышенное содержание марганца и дополнительно легированного цирконием. Исключением из этого правила является сплав 01570, легированный скандием и цирконием. Все виды полуфабрикатов из этого сплава имеют нерекристаллизованную (полигонизированную) структуру и благодаря этому обладают повышенными прочностными свойствами.
Если сплав используется для изготовления проволоки холодной высадки, то он маркируется дополнительно буквой «П»: Д1П, Д16П, АМг5П, В95П.
Марганец вводят, главным образом, для повышения коррозионной стойкости (до 1 %).
Магний уменьшает плотность алюминиевого сплава, повышает коррозионную стойкость (если его не больше 3 %), повышает прочность, не снижая его пластичность. Сплавы могут упрочняться только холодной пластической деформацией. Их применяют для емкостей, бензо- и маслопроводов, а также для заклепок: sв = 130 – 430 МПа, s0,2 = до 300 МПа, d порядка 10 – 20 %.
Деформируемые алюминиевые сплавы, упрочняемые термической обработкой. Основными в этой группе являются сплавы систем алюминия с медью, магнием, марганцем, кремнием, литием и бериллием: AI–Cu–Mg (Д16, Д19 и др.); AI–Zn–Mg–Cu (В93, В95, В96 и др.); AI–Cu–Mg – Mn–Si (АК6, АК8 и др.); AI–Be и AI–Be–Mg.
Сплавы системы Al-Cu-Mg. Сплавы на основе этой системы с добавками марганца, названные дуралюминами, имеют широкий интервал прочностных свойств от средних до высоких. Дюралюминий расшифровывается, как твердый алюминий (Дюр – твердый «франц.») его изобретателем является А. Вильм. Им же было случайно открыто явление естественного старения. Его первая работа была опубликована в 1906 году.
Дюралюминий представляет собой сплав, по крайней мере, шести компонентов: алюминий, медь, магний, марганец, кремний и железо, хотя основными добавками являются медь и магний. Состав сплавов Д1 и Д16 представлен в табл. 4.
Таблица 4. Химический состав сплавов Д1 и Д16.
| Cu | Mn | Mg | Si | Fe | |
| Д1 | 3,8 – 4,8 | 0,4 – 0,8 | 0,4 – 0,8 | < 0,7 | < 0,7 |
| Д16 | 3,8 – 4,5 | 0,3 – 0,9 | 1,2 – 1,9 | < 0,5 | < 0,5 |
Кремний и железо (Si, Fe) являются постоянными примесями.
Указанные компоненты в сплаве образуют ряд растворимых соединений таких как упрочняющие фаза q (CuAl2), фаза S (Al2CuMg), Mg2Si и нерастворимых соединений, таких как железистые (Mn,Fe)Al6 и Al7Cu2Fe) и марганцовистые (Al12Mn2Cu) соединения. Именно поэтому медь и магний в дуралюминах являются главными легирующими компонентами, определяющими природу сплава. Марганец введен в данные сплавы для повышения их коррозионной стойкости, а титан (до 0,1 %) в сплав Д19 – для измельчения зерна. Структура сплава в отложенном состоянии состоит из твердого раствора и вторичных включений различных интерметаллических соединений.
После закалки (около 500 °C) основное количество соединений CuAl2 и MgSi растворяются в алюминии, но соединение Fe–Al7Cu2Fe не растворяются. Поэтому в закаленном состоянии структура состоит из пересыщенного алюминиевого твердого раствора и не растворяемых включений соединений Fe(Al7Cu2Fe). Раствор будет перенасыщенным, т.к. предельная растворимость меди при комнатной температуре равна 0,5 % (по некоторым источникам 0,2 %).
При нагреве выше 500 – 520 °C происходит оплавление зерен по границам, и при охлаждении участки жидкой фазы превращаются в эвтектику.
После закалки производится старение естественное при комнатной температуре в течение 4 – 5 дней или искусственное при повышении температуры до 175 – 200 °C. При этом в зависимости от состава сплава выделяются упрочняющие фазы – зоны Гинье-Престона сложного состава или (CuAl2) и (Al2CuMg).
В сплаве Д1 основной упрочняющей фазой является соединение CuAl2. в сплаве Д16, называемом супердуралюминин, содержится, по сравнению с Д1 (называемым нормальным), повышенное содержание магния. В соответствии с этим, основной упрочняющей фазой является фаза S, (Al2CuMg), что обеспечивает более высокую прочность Д16 по сравнению с Д1.
Прочность прутков из сплава Д1 составляет 480 МПа, а листов 400 МПа, у сплава Д16 – 540 МПа и 440 МПа соответственно. Прочность прессованных полуфабрикатов из сплавов Д16 (sв = 540 МПа) значительно выше, чем листов (sв = 440 МПа), что является результатом прессэффекта, который характерен для дуралюминов. Прессэффект связан с измельчением зерна твердого раствора при высокотемпературной механической обработке. Механические свойства после окончательной термической обработки (закалка и старение) сильно зависят от температуры закалки. В результате повышения температура закалки происходит более полное растворение интерметаллических соединений, а после закалки формируется более пересыщенный твердый раствор, последующее старение заметно повышает прочность. Нагрев выше определенной температуры вызывает перегрев (рост зерна, окисление и оплавление границ зерна), что приводит к резкому уменьшению прочности и пластичности.
Для повышения коррозионной стойкости дуралюмина его плакируют чистым алюминием (чистота не меньше 99,5 %). Толщина плакированного слоя составляет 4 – 8 % от толщины листа, диаметра проволоки или прутка. Наличие на дуралюмине менее прочного слоя из чистого алюминия ухудшает прочностные свойства полуфабриката в целом на 10 – 12 %.
Дуралюмины марок Д16 и Д19 применяют в авиации. Сплавы применяются после закалки с 500 ± 5 оС и естественного старения.
Дополнительное повышение прочности листов из сплавов Д16 и Д19 достигается путем термомеханической обработки (сочетанием пластической деформации с искусственным старением). При этом у сплава Д16 более заметно, чем у сплава Д19, снижается пластичность и коррозионная стойкость. Поэтому указанный способ упрочнения сравнительно редко используют на практике.
По сравнению с чистым алюминием все дуралюмины отличаются пониженной коррозионной стойкостью и нуждаются в специальных средствах защиты от коррозии. Применяют в основном два способа защиты: плакирование (покрытие) дуралюмина техническим алюминием (марок А7 и А8) и электрохимическое оксидирование (анодирование). Анодированию подвергают любые полуфабрикаты, а плакированию – только листы. При анодировании (например, в серной кислоте) поверхность изделий покрывается более плотной и толстой, чем в естественных условиях, защитной оксидной пленкой Al2O3. Существенным недостатком плакированных листов по сравнению с неплакированными – пониженная усталостная прочность.
Дуралюмины на основе системы AI–Cu–Mg характеризуются низкой технологичностью при литье и обработке давлением (необходимо применение малых скоростей деформации) и требуют использования узкого интервала температур нагрева под закалку. Сплавы относятся к категории несвариваемых плавлением из-за высокой склонности к образованию кристаллизационных трещин.
Сплавы системы Al-Zn-Mg-Cu. Сплавы этой системы являются наиболее высокопрочными среди алюминиевых сплавов. Прочность этих сплавов достигает 500 – 700 МПа, но при меньшей пластичности (d = 8 – 10 %), чем у дуралюминов.
В отличие от дуралюминов в высокопрочных сплавах (В93, В95, В96) после закалки получается более стабильный твердый раствор. Основное упрочнение создается за счет Т-фазы (Al2Mg3Zn3) и S-фазы (Al2CuMg). Температура нагрева под закалку более низкая, чем у дуралюмина (460 – 470 °C), т.к. более высокое легирование снижает температуру начала плавления. Поэтому сплавы применяют только после искусственного старения. Закалку проводят в холодной или подогретой (до 80 – 100 оС) воде. Нагретая вода необходима при закалке крупногабаритных профилей и штамповок во избежание их растрескивания.
Сплав В95 является наиболее универсальным конструкционным материалом. Он применяется для изготовления всех видов деформированных полуфабрикатов: листов, плит, профилей, труб, поковок и штамповок. Прессованные профили из сплава В95 значительно прочнее, чем листы. По прочности при нормальной температуре сплав В95 значительно превосходит дуралюмины.
Сплав В96Ц – наиболее высоколегированный и самый прочный из всех деформируемых алюминиевых сплавов; содержит 8 – 9 % Zn; 2,3 – 3 % Mg; 2 – 2,6 % Cu; 0,1 – 0,2 % Zr; прочность равна 680 Мпа. Однако он уступает сплаву В95 в пластичности и коррозионной стойкости, сопротивлении повторным статическим нагрузкам, в большей чувствительности к надрезам и другим концентраторам напряжений. Низкая пластичность сплава В96Ц позволяет применять его только для производства горячедеформированных полуфабрикатов (профилей, труб, штамповок). Для изделий из сплавов В96Ц и В95 применяют аналогичные режимы термической обработки.
Высокопрочные сплавы В93, В95, В96 имеют ряд существенных недостатков по сравнению с дуралюмином Д16. Они более чувствительны к концентраторам напряжений, обладают меньшей вязкостью разрушения, и характеризуются резким снижением прочности при повышении температуры более 120 оС.
Сплавы системы Al-Mg-Si– это cплавы авиаль (АВ) Cu 0,1 – 0,5 %; Mg 0,45 – 0,9 %; Mn 0,15 – 0,35 %; Si 0,5 – 1,2 %.
Они уступают дуралюминам по прочности, но обладают лучшей пластичностью в холодном и горячем состояниях. Авиаль удовлетворительно обрабатывается резанием (после закалки и старения) и сваривается контактной и аргонодуговой сваркой. Сплав обладает высокой общей сопротивляемостью коррозии, но склонен к межкристаллитной коррозии.
Авиаль закаливают от температуры 515 – 525 °C с охлаждением в воде, а затем подвергают естественному старению (сплав АВТ) или искусственному при температуре 160 °C в течение 12 часов (сплав АВТ1). Упрочняющей фазой в авиале является соединение Mg2Si.
Алюминиевые сплавы типа дуралюмин и В95, В96 применяют для изготовления деталей и элементов конструкций, требующих долговечности при переменных нагрузках (обшивки, шпангоуты, стрингеры и лонжероны самолетов; силовые каркасы, строительные конструкции, кузова грузовых автомобилей и т.д.
Авиаль используется для изготовления элементов конструкций несущих умеренные нагрузки, лопасти винтов вертолетов, кованые детали двигателей и др. детали, для которых требуется повышенная пластичность в холодном и горячем состояниях.
Жаропрочные алюминиевые сплавы. Эти сплавы используют для деталей, работающих при температуре до 350 °C (поршни, головки цилиндров, обшивки сверхзвуковых самолетов и т.д.). Жаропрочные алюминиевые сплавы имеют более сложный химический состав, чем остальные алюминиевые сплавы. Повышение жаропрочности сплавов типа дуралюмин – Д16, ВД17, ВАД2 было достигнуто путем увеличения содержания в них магния, а сплавов Д20 и Д21 – меди. Кроме того, применяют специальные добавки титана (0,02 – 0,1 %), железа (0,8 – 1,4 %), никеля (0,8 – 1,4 %) и других элементов, положительно влияющих на жаропрочность сплавов.
Упрочняющими фазами жаропрочных алюминиевых сплавов являются: CuAl2, Mg2Si, S-фаза (Аl2CuMg), W-фаза (AI4CuMg5Si4), FeNiAl9, AI6Cu3Ni и др. Полученные при искусственном старении мелкодисперсные выделения этих фаз устойчивы против коагуляции и тем самым повышают жаропрочность соответствующих сплавов.
Высокой жаропрочностью обладает сплав Д20, используемый для деталей длительно работающих при температуре 250 – 350 °C, и в виде листов для деталей, кратковременно работающих при температуре 300 °C. Повышенная жаропрочность достигается вследствие высокого содержания меди (6 – 7 %), а также марганца (до 0,8 %) и титана (0,1 – 0,2 %), замедляющих диффузионные процессы. В сплаве нет магния.
Сплав АК4-1 закаливают при температуре 510 – 515 °C, а Д20 при температуре 535 °C в воде и подвергают старению при температуре 200 °C.
Механические свойства жаропрочных алюминиевых сплавов: sв = 420 – 440 МПа, s0,2 = 280 – 350 МПа, d = 11 – 18 %. Рабочая температура 200 – 300 оС.
Литейные алюминиевые сплавы. Литейные алюминиевые сплавы должны иметь хорошую жидкотекучесть, малую усадку, низкую склонность к образованию горячих трещин и пористости, а также высокие механические и антикоррозионные свойства.
Лучшие литейные свойства имеют сплавы, содержащие в своей структуре эвтектику. Эвтектика обеспечивает наибольшую жидкотекучесть при минимальной пористости, минимальной неоднородности и минимальном трещинообразовании.
В качестве литейных чаще применяют сплавы на основе систем AI–Si, AI–Cu и AI–Mg.
Наилучшими литейными свойствами и малым удельным весом обладают сплавы системы AI–Si, называемые силуминами (АЛ2, АЛ4, ВАЛ5). Согласно диаграмме состояния AI–Si (рис. 5) эвтектика (a+Si) образуется при 11,6%Si. Сплав АЛ2, содержащий 10 – 13 % Si, практически целиком состоит из эвтектики, имеет наилучшие литейные свойства и применяется для мелкого и тонкостенного литья (деталей агрегатов и приборов). Термической обработкой не упрочняется. Для улучшения механических свойств сплава АЛ2 его подвергают модифицированию путем введения в жидкий сплав перед разливкой ~ 1 % смеси солей фтористого и хлористого натрия. Модифицирование вызывает переохлаждение и увеличение содержания кремния в эвтектике. В результате структура эвтектики измельчается и появляются округлые зерна пластичных кристаллов твердого раствора кремния в алюминии. При этом в 1,5 раза повышается прочность и в 2 – 3 раза относительное удлинение.
Механические свойства литейных сплавов ниже по сравнению с деформируемыми (sв = 180 – 330 МПа, s0,2 = 80 – 280 МПа, d = 3 – 6 %), особенно низки показатели пластичности и вязкости.
Для повышения механических свойств отливки из алюминиевых сплавов подвергают следующим видам термической обработки: Т1 – искусственное старение обычно при 175 ± 5 оС, выдержка 5 – 20 ч без предварительной закалки, так как при литье сплавов в песчаную форму или в кокиль происходит частичная закалка, Т2 – отжиг при 300 ± 10 оС, выдержка 5 – 10 ч, охлаждение на воздухе; ТЗ, Т4 – закалка и естественное старение. Т6 – закалка и полное искусственное старение до максимальной твердости (чаще проводят при 200 оС в течение 3 – 5 ч); Т7 – закалка и стабилизирующее старение при 230 или при 250 оС в течение 3 – 10 ч; Т8 – закалка и смягчающее старение при 240 – 250 оС в течение 3 – 5 часов.
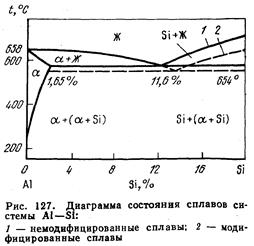
Рис. 5. Диаграмма состояния Al–Si.
Сплавы ВАЛ5, АЛ27 и АЛЗ2 относятся к высокопрочным литейным сплавам.
AI–Si и особенно AI–Mg сплавы резко разупрочняются при нагреве. Поэтому при повышенных температурах применяют жаропрочные литейные сплавы АЛ1, АЛ19, АЛ20, АЛ21, ВАЛ1 и др. Так сплав АЛ20 предназначен для литья деталей, работающих при температурах до 300 оС. К недостаткам сплава относятся пониженные коррозионные стойкость и пластичность.
Спеченные алюминиевые сплавы типа САП и САС. САП (спеченный алюминиевый порошок или спеченная алюминиевая пудра) – алюминий, упрочненный частицами оксида алюминия. Получают САП путем холодного, а затем горячего брикетирования при 500 – 600 оС тонкого окисленного алюминиевого порошка (пудры) и последующей деформации (прокатке, ковке, прессовании) горячепрессованных брикетов. Пудра имеет форму чешуек толщиной < 1 мкм.
Содержание Аl2О3 в САП составляет в различных марках от 6 – 9 % (САП1) до 18 – 22 % (САП4). С увеличением содержания оксида алюминия предел прочности повышается от 300 – 320 для САП1 и до 440 – 460 МПа для САП4. Относительное удлинение соответственно снижается от 5 – 8 % до 1,5 – 2 %.
Важнейшим свойством САП является повышенная жаропрочность по сравнению со всеми деформируемыми алюминиевыми сплавами. Причем его свойства почти не изменяются в зависимости от длительности эксплуатации. Например, 100-часовая длительная прочность САП при 500 оС равна 450 – 550 МПа, тогда как жаропрочные деформируемые и литейные алюминиевые сплавы при температурах > 350оС вообще длительно не работают.
САС (спеченные алюминиевые сплавы) получают горячим брикетированием с последующим прессованием при температуре ~ 500 оС порошков, окисленных алюминиевых сплавов. Сплавы САС–1 (25 – 30 % Si, 5 – 7 % Ni) и САС–2 (25 – 30 % Si, 5 – 7 % Fe) обладают низким коэффициентом линейного расширения и применяются для изготовления отдельных деталей приборов взамен более тяжелых сталей. CAC–1 характеризуется удовлетворительными пределом прочности (220 – 240 МПа), пределом текучести (210 – 230 МПа) и низким относительным удлинением (0,5 %).
Из САП и САС изготовляют обшивку, диски и лопатки компрессоров и другие детали, работающие длительно при 300 – 500 оС и кратковременно при 700 – 900 оС.
Алюминий-литиевые сплавы. Сплавы системы Al–Li имеют высокую удельную прочность с высоким удельным модулем упругости, поэтому они могут резко снизить вес и стоимость изделий, особенно авиационных.
Кроме чрезвычайно токсичного бериллия, литий является единственным легирующим элементом, содержание которого в сплаве уменьшает плотность сплава и увеличивает модуль упругости. Каждый процент содержания лития в алюминий-литиевом сплаве снижает его плотность на 2 % и повышает модуль упругости на 6 %. Плотность таких сплавов составляет 2540 – 2560 кг/м3, плотность лития – самого легкого металла – 530 кг/м3.
Типичный алюминий-литиевый сплав на 10 % легче и на 10 % жестче традиционного алюминиевого сплава. Стоимость Al–Li сплавов в 2,5 раза выше стоимости традиционных алюминиевых сплавов. Алюминий-литиевые сплавы со временем заменят большинство сплавов, используемых сейчас в строительстве самолетов, и процент использования алюминий-литиевых сплавов может превзойти процент использования композиционных материалов.
Впервые алюминиевые сплавы системы алюминий–медь–литий были разработаны у нас в стране (сплав ВАД23) и за рубежом (сплав 2020) с низким содержанием лития (1,1 %). Однако эти сплавы, также как и сплавы системы алюминий-магний-литий имели либо недостаточные прочностные характеристики, либо низкие значения вязкости разрушения и пластичности.
В настоящее время Al–Li сплавы получают методом литья, когда легирующие элементы растворяют в расплаве алюминия и из полученного сплава льют слитки. Такой процесс ограничивает содержание лития тремя процентами. Более высокое содержание лития и, следовательно, более низкая плотность могут быть достигнуты порошковой металлургией. Порошковая металлургия алюминий-литиевых сплавов повышает содержание лития до 5 % и снижает плотность сплава на 14 %, обеспечив при этом сочетание высокой прочности, коррозионной стойкости и способности сплава работать при температурах до 250 оС.
В соответствии с равновесной диаграммой состояния бинарной системы Al–Li растворимость лития в твердом состоянии в алюминии при 600 оС достигает 6 %, при комнатной температуре 1 %.
Литий с алюминием образует стабильную d-фазу (AlLi, AlLi2), метастабильную упорядоченную d'-фазу (AlLi) при старении 20 – 160 оС. Выделение d'-фазы в Al–Li сплаве сопровождается понижением пластичности.
Добавки циркония в сплавы системы Al–Li измельчают зерно и повышают стойкость к коррозии. Марганец также измельчает зерно и увеличивает коррозионную стойкость, но в меньшей степени, чем цирконий. Кроме того, марганец понижает температуру солидуса. Кремний увеличивает предел текучести сплава, уменьшает склонность к охрупчиванию.
Сплав 01420 (содержит от 0,1 до 2%Li) – самый легкий из всех алюминиевых сплавов, его плотность 2500 кг/м3. Модуль упругости сплава – 76000 МПа в отличие от модуля упругости традиционных сплавов типа Д16, равного 72000 МПа. Широкое применение сплава 01420 вместо сплава Д16 в конструкциях снижает массу от 13 % до 20 %.
Сплав 01420 обладает удовлетворительной коррозионной стойкостью. Он сваривается всеми видами сварки. Прочность сварного соединения составляет по сравнению с прочностью основного материала 84 %. Повторная термическая обработка сплава после сварки дает 100 %-ную прочность. Сплав 01420 закаливают с 450 оС охлаждением в воде или на воздухе с последующим искусственным старением при 120 оС 12 ч. Закалка с охлаждением на воздухе обеспечивает высокую коррозионную стойкость, закалка в воде – получение более высоких характеристик пластичности.
Алюминий-литиевые сплавы весьма технологичны. Они хорошо деформируются в горячем состоянии, быстро упрочняются при холодной деформации, хорошо прессуются, штампуются и обрабатываются резанием. Технология получения новых сплавов мало отличается от технологии производства традиционных сплавов.
Дата добавления: 2015-06-17; просмотров: 8937;