Обжиг цементного клинкера по мокрому способу
Сырьевой шлам с КН = 0,9-0,93, п = 2,0-2,4 и р = 1,0-1,2 подается в шламовый питатель 1 (рис. 3.12) вращающейся печи. Питание печи осуществляется бесприводным объемным шлампитателем с непрерывным истечением струи. Подача шлама регулируется при помощи щелевых затворов.
Для обжига шлама по мокрому способу наиболее распространенными типоразмерами вращающейся печи являются 4´150 м, 5´150 м, 4/4,5´175 м, 5´185 м. Длина печи зависит от многих факторов, и прежде всего от влажности сырьевого шлама: чем она больше, тем длинее должна быть вращающаяся печь.
Вращающаяся печь 2 представляет собой сварной стальной барабан с толщиной стенки 20-35 мм, установленный на шести опорах 3 под углом 3,5-4,0° к горизонту. Производительность по клинкеру печи 4´150 м – 34 т/ч, а печи 5´150 - 50 т/ч. Вращение печи осуществляется с помощью привода, состоящего из электродвигателя 4 мощностью 250 кВт, редуктора 5, подвенцовой 6 и венцовой шестерней 7.
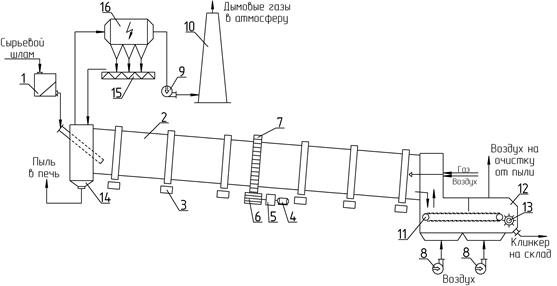
Рис. 3.12. Технологическая схема цеха обжига цементного клинкера
(спецификация по тексту)
Для предотвращения влияния на корпус вращающейся печи высоких температур, истирающего воздействия продвигающегося при этих температурах материала, агрессивных газов и уменьшения потерь теплоты в окружающую среду предусмотрена защита корпуса огнеупором. Низкотемпературные зоны печи зафутерованы клинкеробетоном, представляющим собой разновидность жаростойкого бетона и состоящим из портландцементного раствора и клинкера в качестве крупного заполнителя. Кроме низкой стоимости, такой огнеупорный материал выгодно отличается от штучного огнеупора по следующим показателям: отсутствие швов - самых уязвимых мест в футеровке, более короткие сроки бетонирования, меньшие трудозатраты. Зона декарбонизации и охлаждения обычно футеруется шамотным кирпичом, а самые высокотемпературные - экзотермических реакций и спекания - периклазохромитовым или хромитопериклазовым кирпичом.
Сырьевой шлам поступает в печь со стороны ее холодного конца, а со стороны выгрузочной части установлено горелочное устройство, через которое подается для сжигания газообразное топливо и воздух для горения топлива, поступающий из клинкерного холодильника с помощью дутьевых вентиляторов 8. Давление газа на горелочное устройство поддерживается в пределах 120-130 кПа.
Необходимая скорость газового потока в печи, кроме дутьевых вентиляторов холодильника, создается также за счет дымососа 9, установленного между печью 2 и дымовой трубой 10, обеспечивающей разряжение от 8 до 10 кПа. Влияние на скорость газового потока и разряжение в головке печи оказывает и дымосос холодильника, отбирающий из последнего избыток воздуха.
Во вращающейся печи по длине различают 6 зон: испарения, подогрева, декарбонизации, экзотермических реакций, спекания и охлаждения.
Сырьевой шлам, поступивший в первую зону печи, вследствие наклонного ее положения и вращения с числом оборотов на полном ходу 1,52 об/мин постепенно перемещается к выгрузочной части, подвергаясь воздействию высокой температуры отходящих дымовых газов. Для более эффективной теплопередачи в этой зоне предусмотрены встроенные теплообменные устройства в виде цепной комбинированной гирляндно-винтовой завесы длиной 30-32 м и шарнирно-винтового шестисекционного теплообменника. Цепная завеса может быть выполнена и со свободно висящими концами и цепными периферийными ковриками. В этом случае длина цепной зоны составляет 24-27 м, а коврика 25-26 м. Схема навешивания цепей и плотность цепной завесы оказывают влияние не только на аэродинамическое сопротивление для дымовых газов, но и на скорость продвижения обжигаемого материала. Цепная завеса в печи в известной мере играет роль пылеулавливающего устройства, уменьшая запыленность отходящих газов.
Шлам, проходя через теплообменные устройства, нагревается до 100°С. При этом происходит испарение влаги и комкование материала. Длина цепной зоны должна быть такой, чтобы на выходе из нее материал имел влажность в пределах 13-17%, поскольку в этом случае он будет способен гранулироваться, что очень важно для последующего обжига с точки зрения теплообмена и пылеуноса. В случае короткой цепной зоны материал выйдет из нее с завышенной влажностью, что потребует излишнего расхода теплоты из-за малой поверхности теплообмена.
При слишком большой длине цепной зоны материал будет высушиваться до указанной влажности и гранулироваться преждевременно и поэтому разрушаться цепями. Таким образом, зона испарения вращающейся печи по существу работает как барабанная сушилка, которая, как известно, характеризуется низким влагосъемом с печного объема.
По мере дальнейшего продвижения по печи материал поступает в зону подогрева, где он подогревается до 850-900°С. В этой зоне происходит удаление остатков механической влаги и закатывание материала в гранулы. Кроме этих чисто физических процессов, в сырьевой смеси происходит выгорание органических включений, дегидратация глинистых минералов, вследствие чего понижаются пластические свойства материала. Таким образом, вещественный состав обжигаемого материала на выходе из второй зоны печи включает СаСО3, Fe2O3, Al2O3 · 2 SiO2, Al2O3 · 4SiO2, MgCO3.
В зоне декарбонизации, как это следует из ее названия происходит в основном термическое разложение карбонатов кальция и магния, завершение процесса обезвоживания глинистых минералов (удаление цеолитной воды). Эта зона наиболее напряженная в тепловом отношении часть печи с максимальным потреблением тепла. Подводимое тепло расходуется в основном на протекание эндотермических реакций, а не на нагрев материала. В конце этой зоны температура достигает примерно 1100°С.
В зоне экзотермических реакций происходит взаимодействие высокоактивного СаО с SiO2 метакаолинита с образованием силикатов состава вначале CS, а затем C2S. Одновременно образуются соединения состава СА и СF. Вследствие экзотермичности этих реакций температура в зоне резко увеличивается до 1300°С. На границе между зоной декарбонизации и зоной экзотермических реакций наблюдается световой контраст, условно разделяющий материал на темный и светлый. Образовавшиеся низкоосновные соединения по мере продвижения по печи вследствие насыщения их известью превращаются в С3А, С4AF и C2S. Кроме них в составе материала на выходе из зоны будет присутствовать свободный СаО, а также небольшое количество С3S, образовавшееся вследствие твердофазового взаимодействия С2S с СаО.
Вышеперечисленные зоны печи являются, условно говоря, подготовительными для самого главного участка - зоны спекания, в которую материал поступает из зоны экзотермических реакций. Эта зона расположена в непосредственной близости к месту горения топлива (факелу). Граница этой зоны определяется появлением эвтектического или клинкерного расплава. В расплав переходят клинкерные минералы С3А, С4AF полностью и частично С2S и СаО. Алитообразование в этой зоне длится примерно 15-25 мин. На выходе из зоны спекания, температура в которой поднимается сначала с 1300°С до 1450°С, а затем снижается опять до 1300°С, материал (клинкер) должен иметь заданный минералогический состав и содержать алит, белит, трехкальциевый алюминат, браунмиллерит и второстепенные клинкерные фазы.
Из зоны спекания клинкер поступает в зону охлаждения, являющуюся самой короткой в печи (4-6 м), пройдя которую он с температурой примерно 1250°С ссыпается на решетку 11 колосникового холодильника КС-50 12. Нагретый за счет охлаждения клинкера воздух до 500-650°С поступает в печь в качестве вторичного воздуха на горение топлива.
Установленная в разгрузочной части колосникового холодильника 12 молотковая дробилка 13 производит предварительное измельчение крупных кусков обмазки и гранул клинкера размером 30-50 мм, отбрасывая при этом раздробленные куски назад в холодильник. Охлажденный и частично измельченный клинкер через разгрузочную решетку поступает на ковшовый транспортер, посредством которого он передается на клинкерный склад на доохлаждение. Туда же поступает клинкерная пыль, уловленная рукавными фильтрами в местах пересыпки клинкера и электрофильтрами 16 при очистке избытка воздуха, выбрасываемого в атмосферу.
Уловленная в пылеосадительной камере 14 и электрофильтре 16 пыль через ячейковые (шлюзовые) питатели по системе шнековых транспортеров 15 подается в бункер пневмовинтового насоса, который направляет ее во вращающуюся печь либо перед цепной завесой, либо за нее.
Вращающаяся печь работает под значительным разрежением, поэтому весь газовый тракт должен быть герметичным с целью уменьшения подсосов холодного воздуха и тем самым обеспечивать экономию топлива.
Дата добавления: 2015-06-17; просмотров: 6023;